Особые способы листовой штамповки
В мелкосерийном производстве применение сложных по конструкции штампов неэкономично, поэтому здесь широко применяют упрощенные способы получения полых деталей: взрывной волной, электрогидравлическую, магнитно-импульсную штамповку, штамповку резиной, жидкостью, ротационное выдавливание на специальных давильных или универсальных токарных станках.
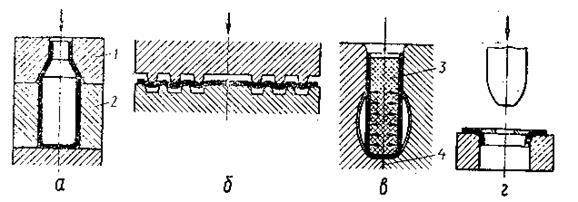
Рис. III. 22. Формовка деталей из листа.
1. Штамповка взрывом применяется при изготовлении крупногабаритных деталей сложной формы из труднодеформируемых сплавов. Энергия взрыва передается заготовке преимущественно через жидкую фазу (воду). Штамповку производят в железобетонном бассейне. Штамп, состоящий из матрицы 1 (рис. III. 23, а), размещается на дне или около стенки бассейна. Заготовка 3 зажимается между прижимом 4 и матрицей. Зона между матрицей и заготовкой вакуумируется через систему 2. При взрыве заряда взрывчатых веществ 5 в воде возникает ударная волна, которая вызывает деформацию заготовки. Скорости деформирования при взрывной штамповке составляют 3...30 м/с, но местные скорости деформации достигают 300 м/с. При производстве единичных деталей матрицу можно изготавливать из чугуна, бетона, дерева, гипса, картона и льда.
2. Электрогидравлическая штамповка подобна штамповке взрывом, но ударная волна возникает при электрическом разряде в жидкости. Известны два метода превращения электрической энергии в механическую в жидкой среде: 1) разряд конденсатора через зазор в жидкости при напряжении 10...30 кВ; 2) разряд конденсатора через алюминиевую проволочку-. Второй метод обеспечивает лучшее управление процессом и требует меньших напряжений.
Установка для электрогидравлической штамповки, кроме матрицы 3 (рис. III. 23, б) и вакуумной системы 2, как и при штамповке взрывом, имеет зарядное устройство 6, разрядник 8, обеспечивающий подачу накопленной в конденсаторе 7 энергии на рабочий разрядник 9.
Электрогидравлическая штамповка успешно используется для развальцовки труб в трубных решетках аппаратов высокого давления.
Рис. III. 23. Особые методы листовой штамповки.
Электромагнитная (магнитно-импульсная) штамповка основана на прямом деформировании металла импульсными электромагнитными полями.
Установка (рис. III. 23, в) содержит зарядное устройство (на схеме не показано), емкостный накопитель энергии (батарею-конденсатор) 7, коммутирующее устройство 8 и индуктор 10. Индуктор в виде соленоида или плоской спирали делается обычно из медной трубки, залитой в пластмассу. При прохождении импульса электрического тока большой силы (до 150 000 А) через индуктор между ним и заготовкой создается магнитное поле высокой интенсивности, которое наводит в заготовке 3 вихревые токи. Взаимодействие электрического поля и наведенных токов создает силы отталкивания, которые деформируют заготовку по пуансону или матрице 1. Возникающие при этом давления действуют в течение нескольких микросекунд и достигают значений около 350 МПа.
Электромагнитная штамповка применяется для обжатия и раздачи трубчатых заготовок, штамповки плоских листовых заготовок из электропроводных металлов (алюминий, медь, латунь, малоуглеродистая сталь), а также для сборочных операций (запрессовки в трубах колец, соединения концов труб, .изготовления баллонов и др.).
4. Ротационное выдавливание позволяет получать, как и при вытяжке, полые детали типа тел вращения (крышки, колпаки, рефлекторы и др.) из листа на универсальных токарно-винторезных или карусельных станках. При этом вместо сложного штампа используется оправка-матрица 1 (рис. II.37), устанавливаемая на вращающемся шпинделе станка. Листовая заготовка 2 прижимом 3 прижимается к оправке. Под действием давильника 4 (жесткого с шаровой головкой или роликового) заготовка постепенно обжимает поверхность оправки, приобретая ее форму.
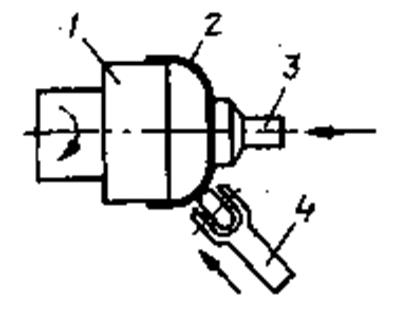
Рис. II. 24. Схема ротационного выдавливания.
Дата добавления: 2016-01-18; просмотров: 2814;