Трение в направляющих
В направляющих, изображенных на рис. 8.1, сила трения определяется зависимостью:
 ,
,
где µ – коэффициент трения;
Q – нагрузка на каретку (поперечная сила), Н.
В призматических направляющих (рис. 8.3) реакции  и
и  определяются по зависимости
определяются по зависимости
 .
.

Рис. 8.3. Призматические направляющие
При движении каретки возникают силы трения F(1) и F(2), определяемые по формуле
 ,
,
где µ – коэффициент трения;
Q – нагрузка на каретку, Н.
При работе направляющих иногда происходит так называемое силовое заклинивание или резкое увеличение в направляющих сил трения в результате значительного смещения точки приложения внешних нагрузок.
При конструировании направляющих необходимо устранить возможность заклинивания. Условия заклинивания зависят от длины направляющей L, плеча приложения внешней силы l и коэффициента тренияµ(рис. 8.4).
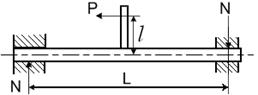
Рис. 8.4. Схема к расчету зависимости L и l
Для призматических направляющих обычного типа зависимость выражается следующим соотношением:
 ,
,
где l – плечо приложения внешней силы, мм;
µ – коэффициент трения;
L – длина направляющей, мм.
Значения величин коэффициентов трения скольжения приведены в табл. 8.1 и 8.2.
Таблица 8.1
Значения коэффициентов трения
| Материал трущихся поверхностей | По стали марки У8 незакаленной | По стали марки У8 закаленной | По латуни | По бронзе | ||||
| без смазки | со смазкой | без смазки | со смазкой | без смазки | со смазкой | без смазки | со смазкой | |
| Сталь марок 30…50 Латунь Бронза Медь Алюминий | 0,15 0,19 0,16 0,15 0,18 | 0,03 0,03 – 0,03 0,03 | – 0,14 – 0,15 0,17 | – 0,02 – 0,03 0,02 | 0,19 0,17 0,16 – 0,27 | 0,03 0,02 – – 0,02 | 0,18 – 0,20 – 0,22 | 0,15 – – – – |
Таблица 8.2
Значение коэффициентов трения
| Материал трущихся поверхностей | По алюминию | По чугуну | ||
| без смазки | со смазкой | без смазки | со смазкой | |
| Сталь марок 30…50 Латунь Бронза Медь Алюминий | 0,17 – – – – | 0,02 – – – – | 0,15 – 0,21 – – | 0,10 – – – – |
Заклинивание системы может быть вызвано большим перепадом температур (температурное заклинивание). Для предохранения от температурных заклиниваний материалы трущихся деталей должны по возможности иметь одинаковые коэффициенты температурного расширения или между ними должен быть оставлен гарантированный зазор, величина которого компенсировала бы величины линейных расширений сопрягаемых деталей.
Для проверки правильности выбранной посадки для сопрягаемых деталей в направляющих необходимо производить проверочный расчет для минимальной и максимальной температур по формуле
 ,
,
где ∆ – минимальный зазор при данной температуре, мм;
D – наименьший диаметр или линейный размер охватывающей детали при данной посадке, мм;
α и α1 – коэффициенты линейного расширения материалов сопрягаемых деталей;
t0и t – начальная и конечная температура, °С;
D1 – наибольший диаметр или линейный размер охватываемой детали, мм.
Для обеспечения долговечности направляющих выполняется проверка условия прочности масляного слоя:
 ,
,
где F – поперечная сила, действующая на направляющие, Н;
S – площадь соприкосновения направляющих и каретки, мм2;
[p] = 5…10 МПа – допустимое давление для масляного слоя.
Дата добавления: 2016-01-09; просмотров: 3656;