Погрешность закрепления заготовки
Погрешность закрепления (ωз) называют разность проекций максимального и минимального смещения технологической базы на наравление изменяемого размера, вызванного силой закрепления.
Заготовка смещается в результате упругих деформаций отдельных звеньев цепи, в которой происходит силовое замыкание заготовки: заготовка – установочные элементы – корпус приспособления. При достаточной жесткости корпуса приспособления и заготовки погрешности закрепления зависят в основном от перемещений в стыке заготовка – установочные элементы. Одновременно смещается также технологическая база.
Если величина смещения технологической баз (как бы велика она ни была) постоянна для партии заготовок, то погрешность закрепления равна нулю, так как это смещение может быть учтено в настроечном размере.
Величина смещения технологической базы при закреплении не постоянна для партии заготовок. Это объясняется изменениями силы зажима, микрогеометрии и физико-механических свойств поверхностного слоя технологических баз заготовок.
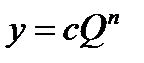
На рисунке 2.7 – погрешности закрепления приведена схема появления погрешности закрепления детали при обработке углового паза шириной А. Под действием силы зажима Q установочная база смещается. При изменении силы зажима в пределах Qmin – Qmax установочная база будет смещаться от m'n' до m"n". Погрешность закрепления можно рассчитать по формуле (2.10)
 (2.10)
(2.10)
где: α – угол между направлением получаемого размера и направлением приложения силы зажима.
Погрешность закрепления ωз – случайная величина, так как изменение силы зажима Q для партии заготовок случайно. Зависимость контактных деформаций стыка заготовка – установочный элемент приспособления от силы зажима показана на рис. 2.7,б. В общем виде эта зависимость выражается формулой (2.11).
 , (2.11)
, (2.11)
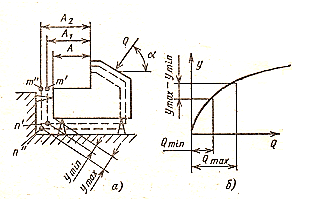
Рисунок 2.7 – погрешность закрепления
где: Q – сила зажима, приходящаяся на установочный элемент; с – коэффициент, характеризующий вид контакта, материал заготовки, шероховатость и структуру ее поверхностного слоя. Значения с и n для каждого конкретного случая определяют экспериментально.
Для уменьшения ωз необходимо стремиться к постоянству Q. Вот почему при выполнении точных работ при любом масштабе производства применение приспособления с ручным приводам нежелательно. К уменьшению ωз также приведет повышение жесткости стыка установочный элемент – базовая поверхность заготовки, однородность поверхностного слоя базовой поверхности, увеличение жесткости элементов приспособления, воспринимающих силу зажима Q.
В процессе закрепления происходит деформация нежестких деталей, таких, как тонкостенные кольца, длинные валы, корпусные детали и др. Деформации в ряде случаев могут достигать значительных величин, поэтому при закреплении нежестких деталей их необходимо рассчитывать (по формулам, известным из курса «Сопротивление материалов») либо определять экспериментально. Погрешности могут привести как к изменению положения .обрабатываемых поверхностей, так и к искажению их формы. Таким образом погрешность установки является функцией следующих величин
ωу =  (2.12)
(2.12)
Т.к. все составляющие погрешности установки являются случайными величинами, суммирование их производят по правилу квадратичного корня:
 ; (2.13)
; (2.13)
Дата добавления: 2016-01-03; просмотров: 2238;