Влияние усилия зажима заготовки на погрешность обработки
Усилия зажима (закрепления) заготовок в приспособлениях, так же как и ус резания, вызывают упругие деформации заготовок, порождающие погрешности формы обработанных заготовок. При постоянстве размеров заготовок и усилий зажима вызываемые ими погрешности формы деталей являются систематическими и могут вычислены по соответствующим формулам.
При закреплении втулки в патроне происходит ее упругая деформация (рис.3. 2, а, б), причем в местах А приложения кулачков радиус заготовки уменьшается: точках В увеличивается.
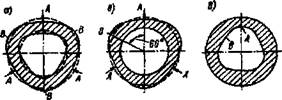
а)закреплении в трехкулачковом патроне; б)форма отверстия после расточки; в)форма отверстия после раскрепления втулки.
Погрешность геометрической формы обрабатываемого отверстия втулки определяется разностью наибольшего и наименьшего радиусов (рис.3.2, в).
Погрешность А формы отверстия втулки при ее .закреплении в трехкулачковом патроне весьма велика. Например, для втулки 80x70x20 мм при величине усилия зажима на рукоятке ключа Q = 147H(Q = 15 кгс) погрешность формы отверстия достигает 0,08мм.
Погрешность формы обрабатываемой заготовки, связанная с ее упругой деформацией при закреплении в кулачковых патронах, зависит от числа кулачков, расчетам проф. В.С.Корсакова при увеличении числа зажимных кулачков погрешность геометрической формы втулки заметно уменьшается. Например, если погреши геометрической формы тонкостенной втулки после обработки с зажимом в двух кулачках принять за 100%, то при зажиме в трех кулачках она составит 21%, в четырех кулачках- 8%, в шести кулачках - 2%.
При форме кулачков, соответствующей форме заготовки, и наиболее пол прилегании зажимных поверхностей кулачков к поверхности заготовки погрешность геометрической формы втулки также снижается
Таким образом, на погрешности формы обрабатываемых заготовок боль влияние оказывают усилия их зажима в приспособлениях.
Вместе с тем в определенных условиях существенными причинами возникновения погрешностей обрабатываемых заготовок могут явиться силы тяжести (деформации заготовок под действием собственной массы), центробежные силы (деформации неуравновешенных масс отдельных частей заготовок в момент их обработки) и остаточные напряжения заготовки. При одностороннем снятии припуска или ев неравномерного припуска в обрабатываемой заготовке происходит перераспределение внутренних напряжений, образовавшихся в исходных заготовках при их литье, штамповке, термической обработке и других технологических операциях. Упругие деформации заготовок, вызываемые действием перечисленных сил, служат источником возникновения систематических погрешностей геометрической формы деталей.
Дата добавления: 2015-12-26; просмотров: 3326;