Применение различных: видов сварки
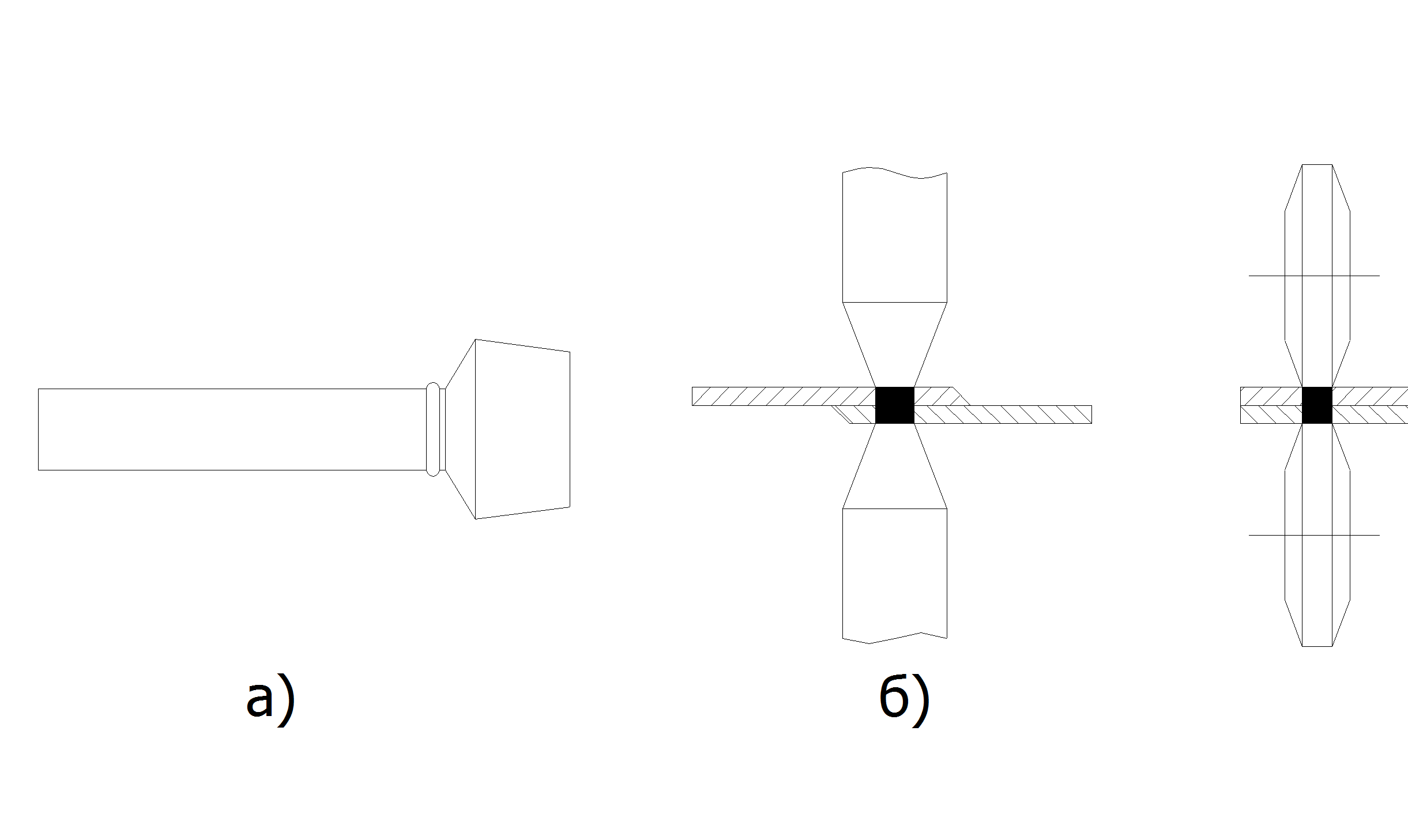
Рис 1
1. Электродуговая сварка - наиболее распространенный вид. Применяется везде, где есть источники электроэнергии.
2. Газовая сварка применяется в основном там, где нет источников электроэнергии, например, при ремонте в полевых условиях.
3. Контактная сварка находит применение в основном, в массовом и крупносерийном производстве; имеет следующие подвиды:
а) стыковая (рис.1а) - служит для соединения детаей встык, причем эти детали могут быть изготовлены из разных марок сталей;
б/ точечная (рис.16) - служит для соединения сварными точками деталей из листовой стали;
в) шовная (рис.1в) - служит для соединения деталей сплошным герметичным швом.
4. Применяются и другие виды сварки: индукционная, электрошлаковая, электронно- лучевая, диффузионная, ультразвуковая, лазерная, термитная, сварка трением, печная, кузнечная.
При электродуговой сварке температура в зоне дуги достигает 30000С. При контакте с окружающей средой кромки свариваемого металла неизбежно окисляются, и шов теряет прочность, поскольку состоит из окислов металла. Для защиты от окружающей среды применяют флюсы, которые при ручной сварке выполняются в виде обмазки электродов, а при автоматической сварке это инертные защитные газы, подаваемые в очаг сварки. При ручной сварке сила тока 200-500А, при автоматической 1000-3000А, при контактной 10000-20000А.
Типы сварных швов и их расчет
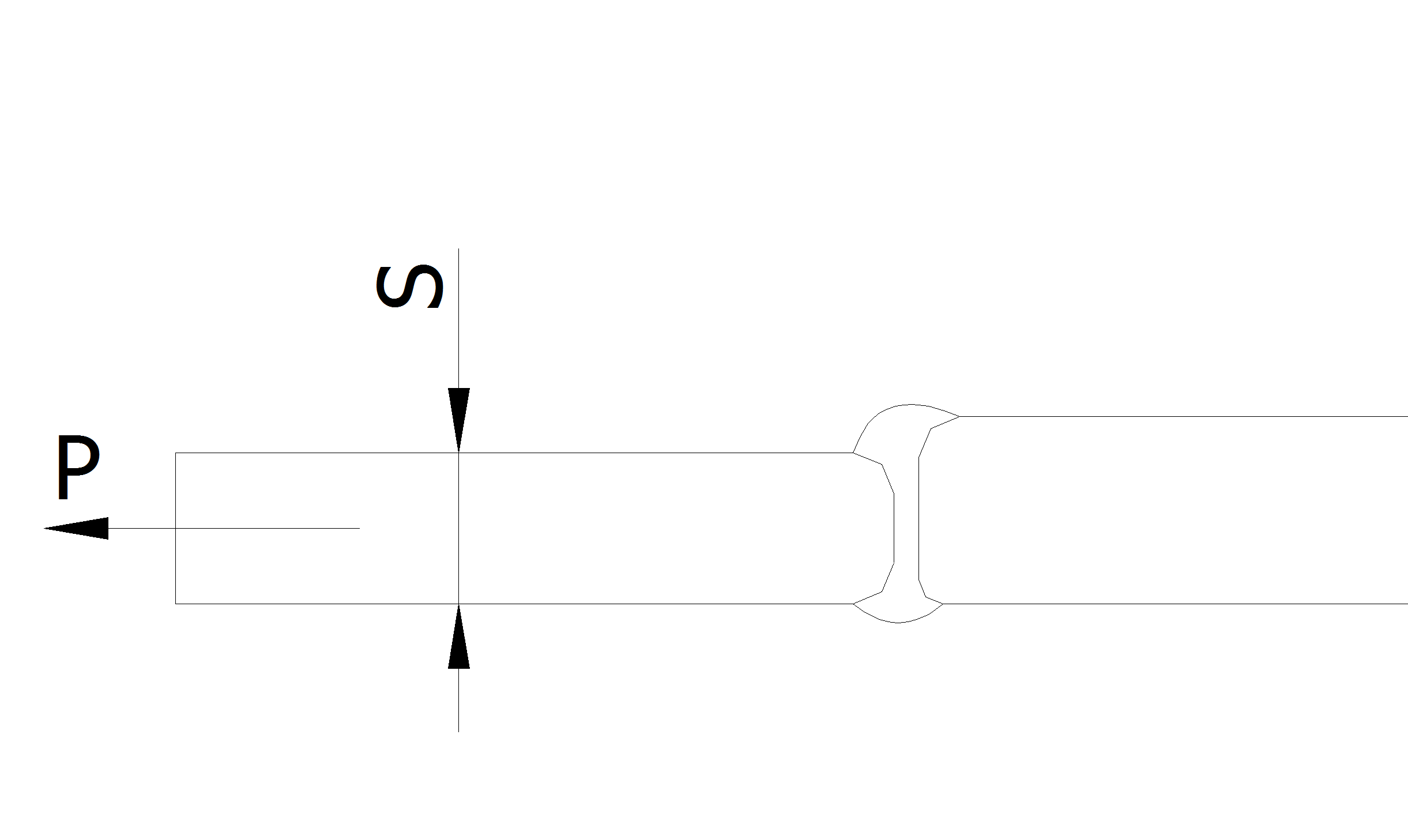
Рис. 2
Стыковой шов
Расчет шва:
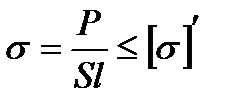
где s - нормальное напряжение в шве;
Р - нагрузка;
S - минимальная толщина детали;
l- периметр шва;
[s]¢ - допускаемое нормальное напряжение для металла шва.
Для увеличения периметра шов иногда выполняют косым тавровым или фигурным.
Швы внахлестку.

Рис. 3
а) лобовой; б) фланговый;
в) прорезной;
г) пробочный;
Расчет швов:
Опасными принято считать касательные напряжения в сечении под углом 45° к основанию шва (рис.4), там, где они достигают максимального значения.
Касательное напряжение (рис.4):
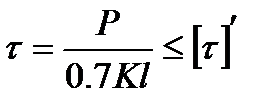
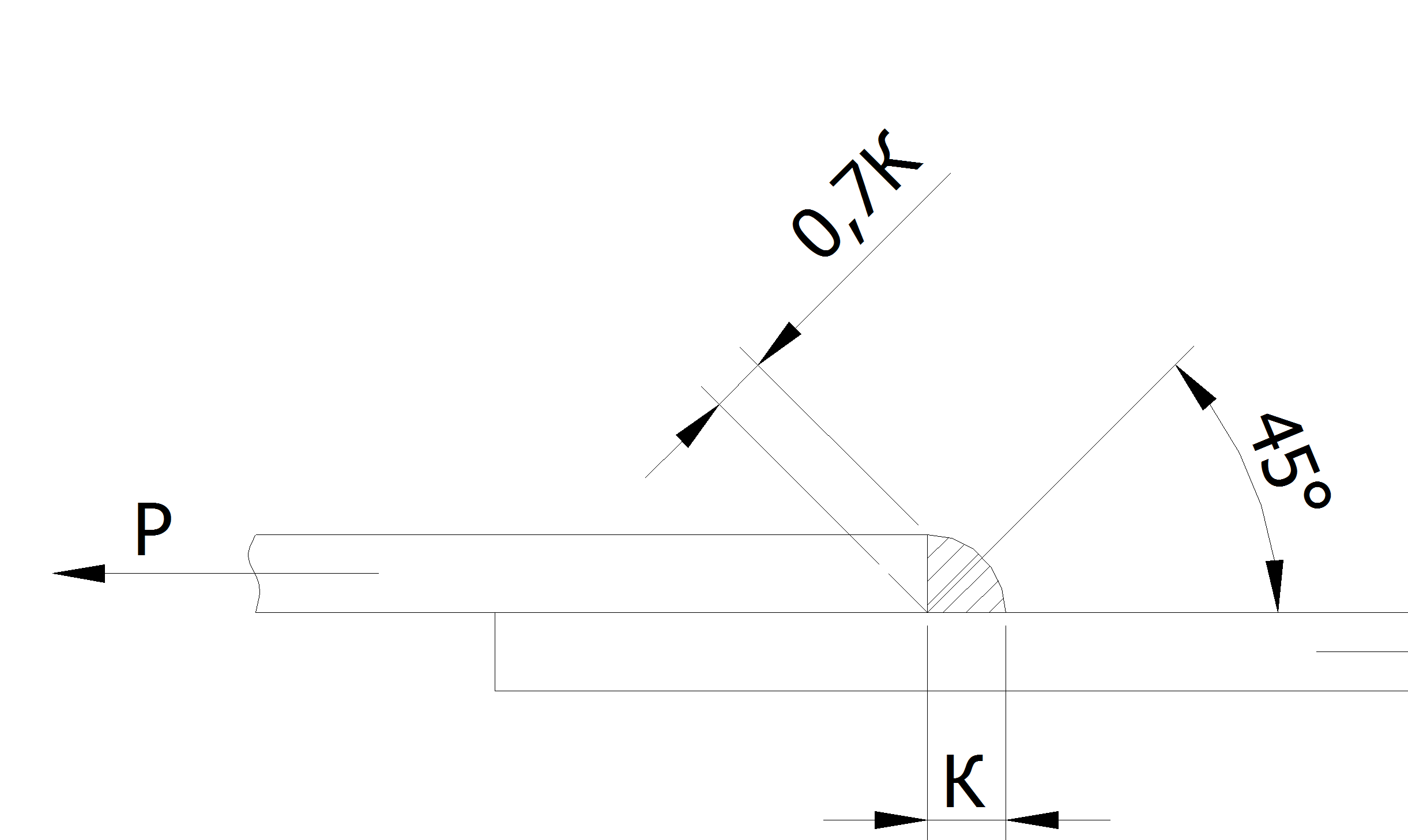
Рис. 4
где [t]¢ - допускаемое касательное напряжение для металла шва; К - катет шва.
Как это видно ив рис.5 , эпюра распределения нагрузок по длине флангового шва неравномерна, поэтому фланговые швы не рекомендуется делать длинными. При большой длине их делают прерывистыми.
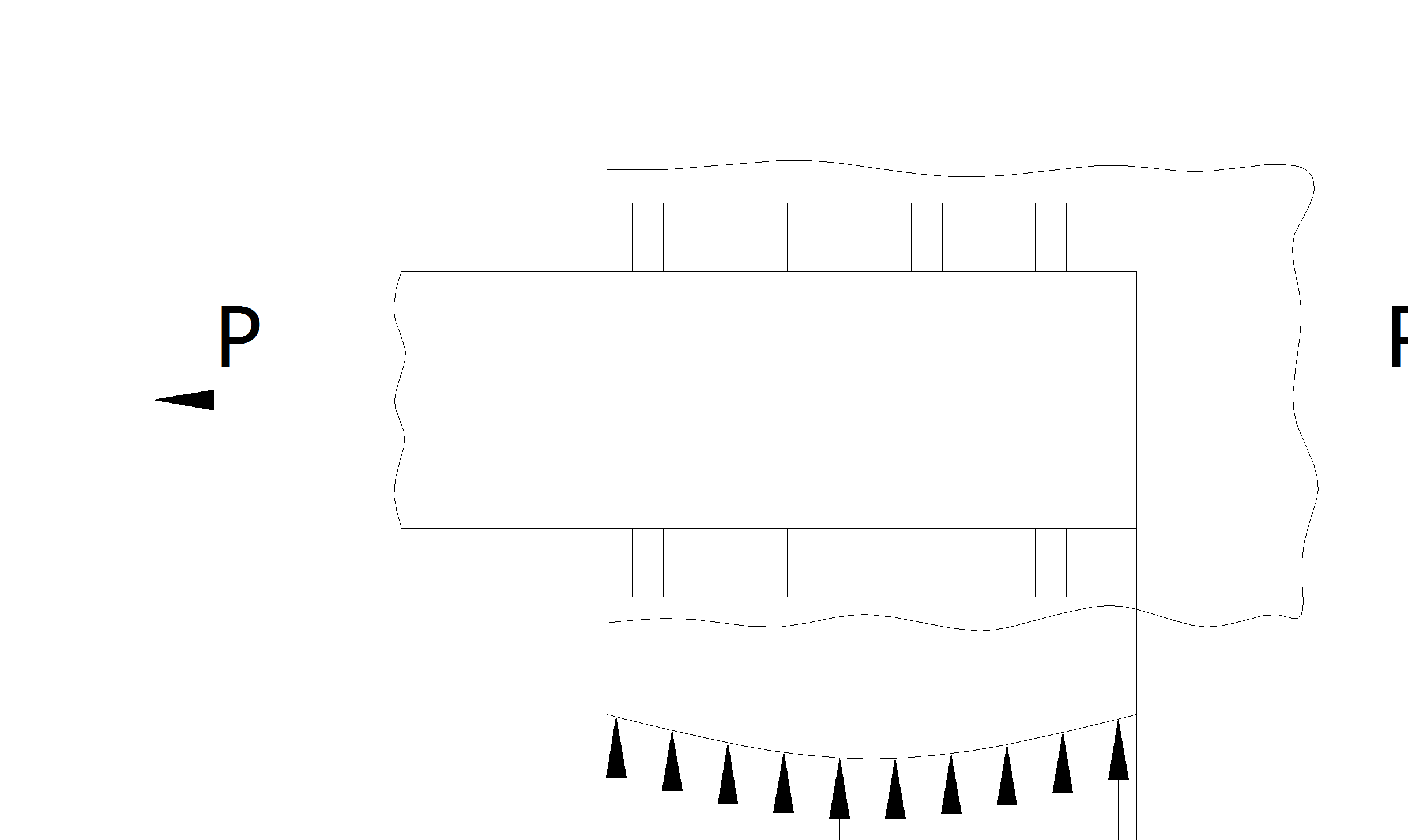
Рис.5. Эпюра распределения нагрузки во фланговом шве.
Дата добавления: 2015-11-28; просмотров: 869;