Расчет полных сборочных размерных цепей.
Для определения ожидаемой погрешности сборки DHх необходимо задать:
1. метод сборки
2. метод обеспечения взаимозаменяемости.
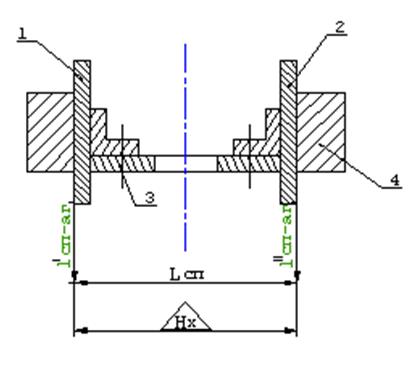 Рассмотрим сборку отсека фюзеляжа по базе "внешняя поверхность обшивки".
Рассмотрим сборку отсека фюзеляжа по базе "внешняя поверхность обшивки".
1 – панель;
2 – панель;
3 – стенка шпангоута;
4 – рубильник стапеля.
Порядок расчета
1. Составление сборочной размерной цепи по внешнему обводу агрегата.
Hх = Lсп + 2lсп-аг
DHх = DLсп + 2Dlсп-аг ± Сi
|
 ТП – теоретический плаз
ТП – теоретический плаз
 |
|



 |
 ШКС – шаблон контура сечения
ШКС – шаблон контура сечения
 | |||||||
|
| ||||||
|
3. Составление структурной схемы получения обводов рубильника-стапеля (на основании схемы-увязки). Выбираем те схемы, которые необходимы для расчета размерной цепи (РЦ).
|
|
|
|
|
|
 | | | |  |  |
|
ЭП – эталон поверхности; КЭИ – контр эталон инструментальный;
МЭ – монтажный эталон.
Отсюда: Lсп = Lмэ + 2lмэ-сп
Lмэ = Lкэи + 2lкэи-мэ
4. Составление полной технологической размерной цепи. Образование внешнего обвода.
Hх = Lтп + 2lтп-шкк + 2lшкк-шкс + 2lшкс-эп + 2lэп-кэи + 2lкэи-мэ + 2lмэ-сп + 2lсп-аг
DHх = DLтп + 2Dlтп-шкк + … ± Сi
Все операционные погрешности берутся из таблиц.
5. Вычисление DHх. (Например, по методу полной взаимозаменяемости)
 (DHх)в = S В.О.i
(DHх)в = S В.О.i
сравниваем с d т.у.
(DHх)н = S Н.О.i
В.О.i, Н.О.i – соответственно верхнее и нижнее отклонение i-того составляющего звена РЦ.
Если по точности расчеты не прошли, то меняем либо метод сборки, либо метод увязки, либо ужесточаем допуски изготовления эталонно-шаблонной оснастки.
Технология выполнения соединений, применяемых при сборке планера.
|
Дата добавления: 2015-12-22; просмотров: 1229;