Сборка в приспособлении (СП)
Это процесс, при котором базовые поверхности деталей совмещают с опорными поверхностями в приспособлении и фиксируют в таком положении на период выполнения соединения.
В СП собирают сборочные единицы из нежестких заготовок, полученных в производстве с помощью плазово-шаблонного метода или его разновидности.
В зависимости от используемых базовых поверхностей деталей при сборке различают следующие способы базирования:
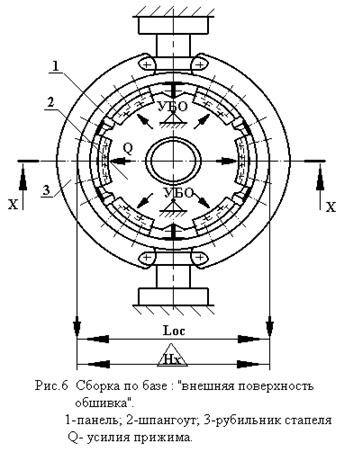
I. Сборка по базе "Внешняя поверхность обшивки" (от обшивки)
Это процесс, при котором обшивка или панель прижимается внешним обводом к базовым поверхностям СП на период соединения ее с каркасом.
 |
Сборочная размерная цепь по внешнему обводу:
Hх = Lос + 2Lос-аг
Lос – номинальный размер обвода стапеля в сечении Х-Х (по рубильнику)
Lос-аг – номинально равная нулю величина, отклонение которой выражает изменение размера Lос при переносе его на агрегат.
Порядок сборки
1. Установить шпангоуты в стапель по установочно-базовым отверстия (УБО) при открытых рубильниках.
2. Установить левую панель, закрыть рубильник, прижать к обводам рубильников. Сверлить изнутри отсека по НО в компенсаторах отверстия в шпангоуте, клепать.
3. Установить правую панель, подогнать стыки обшивок. Сверлить и клепать.
Производственная погрешность:
DHх = DLос + 2DLос-аг ± Сi
DHх = ± 0,7 мм
+ 1. Высокая точность, т.к.:
а) сборка начинается с поверхностей, определяющих внешний обвод агрегата
б) погрешности изготовления деталей каркаса почти полностью компенсируются за счет наличия технологических и конструктивных компенсаторов
в) размер по внешнему обводу имеет наименьшее количество составляющих звеньев размерной цепи в сравнении с остальными способами базирования.
2. Высокое качество внешних обводов (без вмятин).
- 1. Способ применим только при наличии компенсаторов в конструкции.
2. Трудно осуществить прижим обшивки.
II. Сборка по базе "Внутренняя поверхность обшивки".
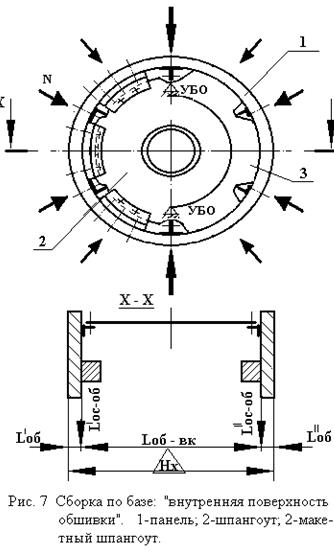 |
Процесс, при котором обшивка или панель прижимаются внутренней поверхностью к базовым поверхностям приспособления на период соединения ее с каркасом.
Сборочная размерная цепь:
Hх = Lоб-вк + 2Lоб + 2Lос-об
Lоб-вк – номинальный размер обвода стапеля, т. е. макетного шпангоута по внутреннему контуру обшивки
Порядок сборки
Технологический процесс аналогичен предыдущему.
Производственная погрешность:
DHх = DLоб-вк + 2DLоб + 2DLос-об ± Сi
DHх = ± 1 мм
+ 1. Проще конструкция стапеля.
2. Легче осуществить прижим обшивки.
- 1. Ниже точность в сравнении с предыдущим способом, так как в размерную цепь входят толщины обшивок.
2. Способ применим при наличии конструкционных или технологических компенсаторов.
III. Сборка по базе "Поверхность каркаса" (от каркаса)
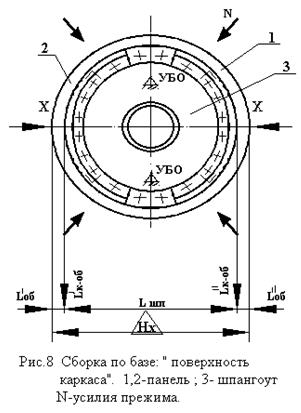 |
Процесс, при котором обшивка или панель установлена на базовую поверхность каркаса и прижимается к ней на период выполнения соединения.
Сборочная размерная цепь:
Hх = Lшп + 2Lоб + 2Lк-об + Lфиксац. шп
Порядок сборки
1. Установить собранные ранее шпангоуты в стапель по УБО.
2. Установить панели, подгоняя продольные стыки, прижать лентами.
3. Сверлить по НО полок шпангоутов отверстия в обшивке, зенковать, клепать.
Производственная погрешность:
DHх = DLшп + 2DLоб + 2DLк-об ± Сi
DHх = ± 1,5 мм (в случае сборного шпангоута, а не цельноштампованного), при цельноштампованном шпангоуте погрешность будет меньше.
+ 1. Легче осуществить прижим обшивки.
2. Не нужны ни рубильники, ни макетные шпангоуты.
3. Не обязательно наличие в конструкции компенсаторов.
- 1. Низкая точность, чем в предыдущих случаях.
2. Плохое качество внешних обводов, т.к. обшивка воспринимает неровности каркаса и смещение в установке шпангоутов.
IV. Сборка по КФО (КФО - координатно-фиксирующее отверстие)
Это процесс, при котором детали поперечного набора планера устанавливают по КФО в них и в элементах сборочного приспособления (СП).
Для получения КФО в деталях и в СП используют универсальные координатные стенды:
- плоский (плаз-кондуктор) (ПК)
- пространственный (инструментальный стенд) (ИС)
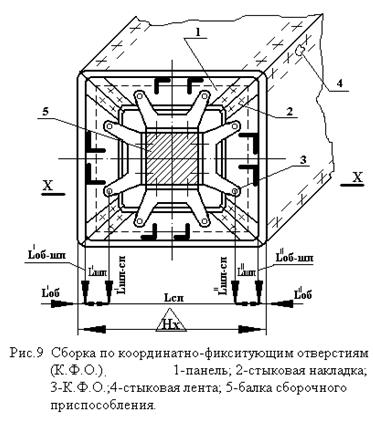 |
Рассмотрим сборку по КФО отсека фюзеляжа.
Сборочная размерная цепь:
Hх = Lсп + 2Lшп + 2Lоб + 2Lоб-шп + 2Lшп-сп
Порядок сборки
1. Установить шпангоут по КФО в сборочное приспособление, зафиксировать штырями, подогнать стыки обшивки, установить ленты 4.
2. Установить накладки 2 по СО, сверлить отверстия в шпангоутах по НО накладок, клепать.
3. Сверлить по НО лент отверстия в обшивках, зенковать со стороны внешнего обвода, клепать.
Производственная погрешность:
DHх = DLсп + 2DLшп + 2DLоб + 2DLоб-шп + 2DLшп-сп ± Сi
DHх = ± 2,2 мм
Правила задания КФО
1. Расположение КФО в сборочной единице задается с помощью таблицы, которая разрабатывается в период запуска изделия в производство.
2. КФО в таблице координируется относительно основных базовых осей планера (ось симметрии, строительная вертикаль, строительная горизонталь).
3. Количество КФО задается из условия допустимых деформаций поперечного набора при сборке.
4. Для возможности использования координирующих стендов (ПК и ИС) шаг КФО должен быть кратным 50 мм.
+ 1. Простота конструкции сборочной оснастки.
12. Удобство подхода при сборке.
– 1. Низкая точность по внешнему контуру
 |
V. Сборка по ОСБ (ОСБ - отверстия под стыковые болты).
Это процесс, при котором ОСБ в деталях совмещают с базовыми поверхностями приспособлений и соединяют эти детали с элементами каркаса изделия.
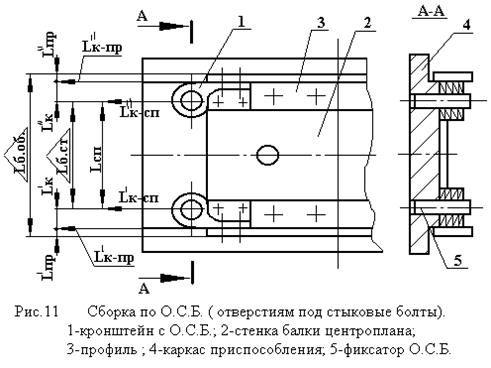 |
Рассмотрим сборку балки центроплана.
Размерная цепь балки по обводу:
Lб.об. = Lсп + 2Lк + 2Lпр + 2Lк-пр + 2Lк-сп
Размерная цепь балки по стыку:
Lб.ст. = Lсп + 2Lк-сп
Самая короткая размерная цепь, соответствующая принципу кратчайшего пути. При установке деталей стыка и для обеспечения взаимозаменяемости по стыку необходимо в качестве сборочной базы использовать отверстия на стыковые болты.
Lб.об. – номинальный размер балки по обводу;
Lб.ст. – номинальный размер балки по стыку;
Lсп – размер сборочного приспособления;
Lк – размер кронштейна;
Lпр – размер профиля.
Порядок сборки
1. Установить стенку в СП по УБО.
2. Установить кронштейны 1 по фиксаторам 5.
3. Установить профили 3 между стенкой и кронштейнами, прижать к ним струбцинами.
4. Сверлить по НО деталей 1 и 3 отверстия под заклепки. Клепать.
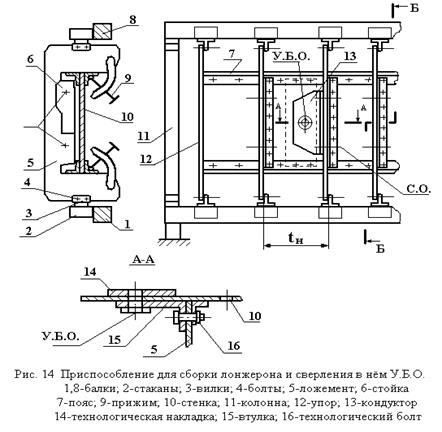
VI. Сборка по УБО (БФО)
(УБО - установочно-базовое отверстие, БФО - базово-фиксирующее отверстие).
Это процесс, при котором детали, узлы и отсеки устанавливаются в сборочное положение:
- по УБО в них и в элементах сборочных приспособлений,
- по УБО в элементах изделия.
УБО получают в узлах и отсеках по сборочным приспособлениям или в разделочных стендах, а положение УБО в приспособлениях определяется по эталонам. УБО в эталонах отстыковываются между собой.
УБО используются:
1. при сборке узлов для базирования стенок, шпангоутов, нервюр и т.д. в СП.
2. при сборке панелей для базирования обшивок в СП.
3. при сборке отсеков:
- для базирования узлов по фиксаторам УБО СП,
- для базирования узлов относительно друг друга.
4. при сборке агрегатов для базирования отсеков относительно друг друга и по УБО стыковочных стендов.
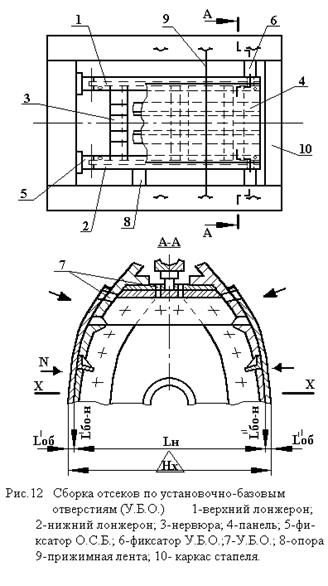
Сборка отсеков по УБО
Рассмотрим сборку кессона ОЧК.
 |
Вид поставки узлов на сборку :
- верхний лонжерон подается полностью собранным, с ОСБ, с двумя УБО под каждую нервюру, с двумя УБО под левую и правую панель, с НО к обшивкам, с одним УБО под фиксатор стапеля.
- нижний лонжерон в таком же виде, но без УБО к обшивкам.
- нервюры подаются полностью собранными с двумя УБО под верхний лонжерон и двумя под нижний, с НО к обшивкам.
- панель представляет собой обшивку с приклепанными стрингерами и подается с двумя УБО к верхнему лонжерону.
- уголки-компенсаторы для соединения нервюр со стрингерами.
Порядок сборки
1. Установить лонжероны в стапель по ОСБ и УБО.
2. Установить нервюры на лонжероны по УБО.
3. Склепать нервюры с верхним лонжероном и соединить технологическими болтами с нижним.
4. Установить левую панель по УБО верхнего лонжерона, прижать лентами.
5. Сверлить отверстия в левой панели по НО нервюр и лонжеронов. Зенковать со стороны обшивки.
6. Установить уголки-компенсаторы, соединяющие стрингера с нервюрами, сверлить, клепать к нервюрам.
7. Снять левую панель.
8. Повторить операции 4, 5, 6 для правой панели. Клепать кроме шва с нижним лонжероном.
9. Установить левую панель на технологические болты.
10. Снять нижний лонжерон (для подхода к левой панели).
11. Клепать левую панель к нервюрам и верхнему лонжерону, клепать уголки-компенсаторы к стрингерам.
12. Установить нижний лонжерон, клепать его к нервюрам и обшивкам заклепками для односторонней клепки.
Сборочная размерная цепь:
Hх = Lн + 2Lоб + 2Lбо-н + 2Lфикс. нерв.
Lн = Lсп.н + 2Lспн-н (сп.н. – сборочное приспособление нервюры)
Hх = Lсп.н + 2Lспн-н + 2Lоб + 2Lбо-н + 2Lфикс.нерв.
Производственная погрешность:
DHх = DLсп.н + 2DLспн-н + 2DLоб + 2DLбо-н + 2DLфикс.нерв. ± Сi
По точности приблизительно равна сборке по СО отсеков.
Сборка агрегатов по УБО
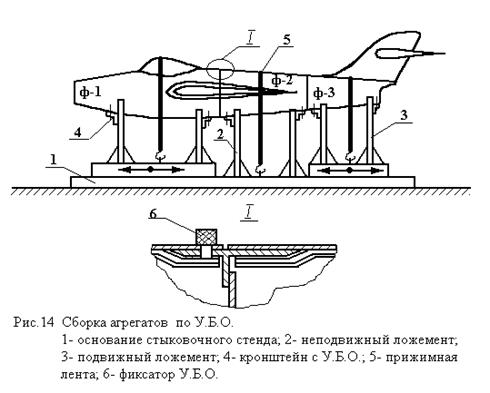 |
Осуществляется в стыковочных стендах. Стыковочный стенд обеспечивает 6 степеней свободы: перемещение по всем осям и повороты вокруг осей Ф-1, Ф-2, Ф-3.
Вид поставки отсеков:
- Отсеки Ф-1 и Ф-3 подаются с двумя УБО для фиксаций в стыковочном стенде и с одним УБО для стыковки с Ф-2.
- Отсек Ф-2 подается с двумя УБО для фиксации в стыковочном стенде и по одному УБО и НО к отсекам Ф-1 и Ф-3.
УБО в отсеках сверлят в разделочных стендах, а кронштейн 4 в стыковочном стенде устанавливается по монтажным эталонам в этих отсеках.
Порядок сборки
1. Установить отсеки на ложементы стенда по УБО, прижать лентами.
2. Совместить отсеки между собой по УБО, вставить фиксаторы 6.
3. Сверлить отверстия под заклепки (винты) по НО стыковых шпангоутов Ф-2.
4. Зенковать со стороны обшивки.
5. Клепать.
УБО задаются из числа отверстий под крепеж или особо.
+ значительное упрощение сборочной оснастки и широкое использование.
Дата добавления: 2015-12-22; просмотров: 4252;