Температурное поле инструмента
Под температурным полем инструмента понимается совокупность мгновенных значений температуры во всех его точках. Температурное поле является важнейшим фактором предопределяющим разрушение инструмента. Нагрев до температур превышающих температуры отпуска, приводит к снижению прочностных свойств инструмента, что в сочетании с возникающими вследствие температурных градиентов и мартенситного превращения термическими и фазовыми напряжениями обусловливает смятие формообразующих участков, появление трещин и выход инструмента из строя. Вызванные разогревом температурные деформации могут приводить к изменению размеров формообразующих участков за пределы поля допуска. Поэтому проблеме определения и регулирования температуры а инструменте придается огромное значение. Что же определяет температурное поле инструмента?
Повышение температуры поверхностных слоев инструмента складывается из трех частей:

 - повышение температуры в результате перехода работы пластической деформации в тепловую;
- повышение температуры в результате перехода работы пластической деформации в тепловую;
 - повышение температуры в результате трения о поверхность инструмента;
- повышение температуры в результате трения о поверхность инструмента;
 - повышение температуры в результате теплообмена между горячей заготовкой и более холодным инструментов.
- повышение температуры в результате теплообмена между горячей заготовкой и более холодным инструментов.
1. В процессах горячей и холодной обработки металлов давлением работа пластической деформации превращается в тепловую энергию, что приводит к соответственному повышению температуры заготовки и инструмента
Повышение температуры заготовки объемом V за счет пластичной деформации можно определить по формуле:
 ,
,
где А – работа пластической деформации,  ; k – коэффициент, показывающий, какая часть работы переходит в тепло (k = 0,75…0,9 для холодной деформации и k =1,0 для горячей деформации); I – механический эквивалент теплоты, I = 427 кгм/ккал; с – теплоемкость;
; k – коэффициент, показывающий, какая часть работы переходит в тепло (k = 0,75…0,9 для холодной деформации и k =1,0 для горячей деформации); I – механический эквивалент теплоты, I = 427 кгм/ккал; с – теплоемкость;  - удельный вес;
- удельный вес;  - интенсивность напряжений;
- интенсивность напряжений;  - интенсивность деформаций.
- интенсивность деформаций.
2. На поверхностях контакта деформируемого металла и инструмента происходит превращение работы сил трения в тепло и теплообмен, соответственно повышается температура — это оказывает существенное влияние на стойкость инструмента.
Найдем закономерности повышения температуры движущегося металла вследствие трения и теплопередачи. Для этого рассмотрим элемент металла длиной dS и толщиной  , расположенный на расстоянии S от начальной точки О линии контакта (рисунок 16).
, расположенный на расстоянии S от начальной точки О линии контакта (рисунок 16).
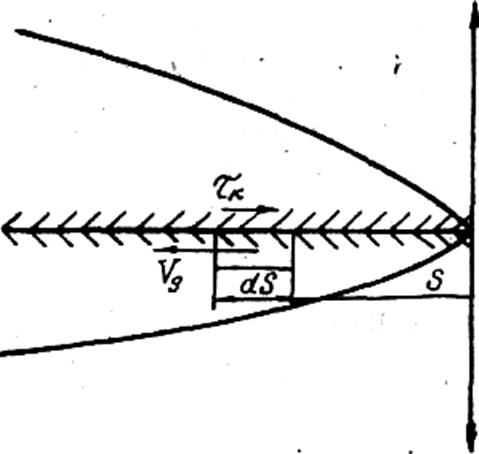
Рисунок 16 - Движение элемента металла вдоль линии контакта
Если пренебречь распространением тепла вследствие теплопроводности вдоль движения металла, то при установившемся распределении температуры поток тепла в движущемся элементе в направлении нормали к поверхности контакта в соответствии с законом Фурье является стационарным и одномерным:
 , (9)
, (9)
где  - повышение температуры вследствие превращения работы трения в тепло;
- повышение температуры вследствие превращения работы трения в тепло;  - количество тепла, выделяющееся в результате трения;
- количество тепла, выделяющееся в результате трения;  - коэффициент теплопроводности.
- коэффициент теплопроводности.
Тепловой поток, возникающий вследствие трения:
 , (10)
, (10)
 - скорость движения металла по контактной поверхности;
- скорость движения металла по контактной поверхности;  - напряжение трения,
- напряжение трения,  , k – пластическая постоянная.
, k – пластическая постоянная.
Из уравнений (9) и (10) находим
 , (11)
, (11)
Используя линейность соотношения (11), можно установить зависимость между количеством тепла, выделенным вследствие трения, и изменением температуры слоя:
 ,
,
откуда
 . (12)
. (12)
Исключая, из уравнений (11) и (12) толщину слоя, найдем распределение вдоль линии контакта:
 .
.
Из уравнений (11) и (12) находим выражение для толщины слоя , в котором температуре повышается из-за превращения работы контактного трения в тепло:
 .
.
На рисунке 16 показаны кривые изменения температуры и толщины нагретого слоя вдоль линии контакта.
3. При горячей деформации нагретая заготовка соприкасается, как правило, с более холодным инструментом. Несмотря на малую продолжительность времени контакта, происходит подстывание тонкого приконтактного слоя деформируемого металла. Оно вызывает значительное повышение уровня механических свойств металла (в два—три раза). Одновременно происходит разогрев контактной поверхности инструмента, снижение его твердости и прочности в результате повышения температуры.
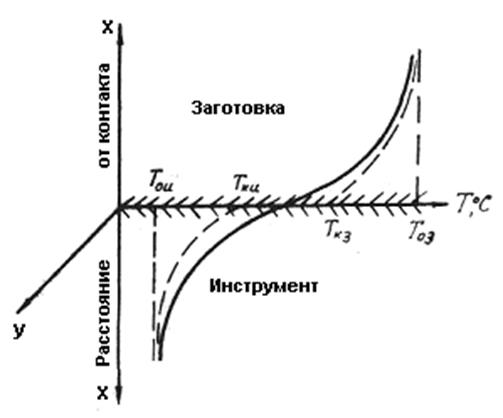
Рисунок 17 - Схема распределения температур в заготовке и инструменте в процессе горячей деформации: сплошные линии — при отсутствии промежуточного слоя, штриховые — при наличии промежуточного теплоизоляционного слоя
Повышение уровня механических свойств приконтактного слоя деформируемого металла затрудняет деформацию последнего вследствие значительного возрастания нормальных и касательных напряжений. Рост контактных напряжений при одновременном снижении механических свойств металла инструмента вызывает его преждевременное разрушение.
Дата добавления: 2015-12-10; просмотров: 1061;