Важнейшие параметры регулирования температурного поля инструмента
1.Температура нагрева заготовки;
2.Температура нагрева инструмента;
3.Теплофизические характеристики материала заготовки и инструмента: теплопроводность, теплоемкость, температуропроводность;
4.Качество поверхности заготовки и инструмента;
5.Контактное давление;
6.Скорость пластической деформации и время контактирования;
7. Смазка.
ИЗНОС
Виды износа
При эксплуатации инструмента одним из основных видов разрушения является износ (изнашивание). Установлено, что 85...90% инструмента, используемого в процессах холодного деформирования, выходит из строя в результате износа и только 10... 15% по другим причинам.
Износ — процесс разрушения и отделения материала с поверхности инструмента и (или) накопление его остаточной деформации при трении, проявляющийся в постепенном изменении размеров и (или) формы инструмента (ГОСТ 23002-78).
Задача исследования износостойкости инструмента состоит в установлении зависимостей износа от факторов, характеризующих качество поверхности инструмента, вид смазки и др. Эти зависимости позволяют оптимизировать технологию изготовления, условия эксплуатации инструмента, улучшать и прогнозировать его работоспособность.
На рисунке 18 показана характерная кривая износа, на ней можно выделить три участка. На первом участке наблюдается приработка инструмента, когда происходит истирание микронеровностей поверхности и следов механической обработки. С точки зрения повышения стойкости этот период целесообразно сократить за счет улучшения качества поверхности. На втором участке изменяется микрорельеф и микроструктура поверхности. Имеет место наклеп или отпуск поверхности, появляются микротрещины термической усталости, наросты, унос поверхностных слоев. Накопление этих изменений и их взаимное влияние друг на друга приводит к резкому увеличению интенсивности износа, что соответствует третьему участку на графике. Вслед за этим происходит быстрый выход инструмента из строя.
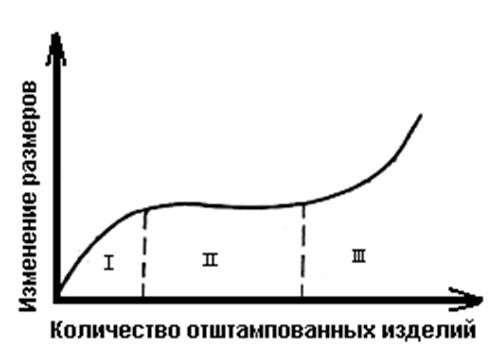
Рисунок 18 - Характер изменения размеров
инструмента от количества отштампованных изделий
Износ связан со скольжением деформируемой заготовки по поверхности инструмента при наличии трения между ними. Как показывает практика, истиранию способствуют нормальные и касательные напряжения, действующие совместно или раздельно. При износе поверхность инструмента приобретает нерегулярные углубления, переходящие в следующей стадии в сетку трещин. Касательные напряжения являются причиной образования канавок, простирающихся вдоль направления течения деформируемого металла.
Согласно классификации Б. И. Костецкого различают следующие виды износа:
· износ схватыванием первого рода;
· окислительный;
· тепловой или износ схватыванием второго рода;
· абразивный;
· усталостный.
Износ схватыванием первого рода — это самый тяжелый вид износа, когда деформируемый металл движется с небольшими скоростями относительно инструмента. Боуден и Тейбор. считают, что износ схватыванием представляет собой процесс образования мостиков сварки и их разрушения на некоторой глубине. При этом срез мостиков происходит по менее прочному металлу, а продукты истирания оседают на более твердой поверхности.
Окислительный износ является наименее интенсивным, так как истирание инструмента при этом меньше. Поверхностный слой инструмента содержит окисную пленку, в которой имеются атомы внешней среды (О2, С, N2). Окисная пленка должна быть хорошо сцеплена с металлом инструмента и обладать определенной твердостью.
Тепловой износ наблюдается при повышенных температурах и имеет место в тех случаях, когда скорости относительного скольжения и нагрузки достаточны для термического размягчения и даже плавления металла.
Абразивный износ характеризуется тем, что из-за наличия твердых абразивных частичек, которые появляются в процессе деформации, происходит смятие поверхности, срезание части металла с образованием стружки. Абразивными частицами могут быть окислы и продукты износа.
Усталостный износ возникает из-за усталости металла вследствие поверхностных нагрузок и температур. При этом появляются микротрещины, которые располагаются под небольшим, углом к поверхности трения.
Один из видов износа в инструменте при эксплуатации обычно является преобладающим. В зависимости от времени он может быть сначала одного, затем другого вида.
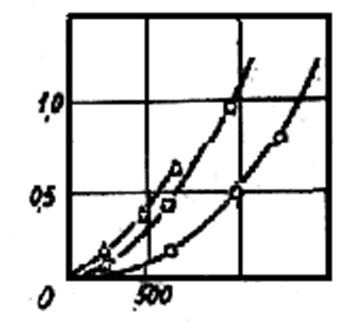
Рисунок 19 - Зависимость износа рабочей поверхности матриц от количества полученных поковок при различной длительности контакта
Дата добавления: 2015-12-10; просмотров: 1207;