Тежегіш шкивтерді механикалық өңдеу
Тежегіш шкивтердің дайындамасы ретінде болат құймаларды пайдаланады. Диаметрі 500 мм-ге дейінгі тежегіш шкивтерді әдетте орталық тесіксіз құяды. Барабанның таспалы тежегіштерінің шкивтерін фасонды сақиналы дайындама түрінде құяды.
Шкивтерді дайындау кезіндегі негізгі технологиялық шарттар төмендегідей [18]:
– шкивтер мен дискілердің үйкелетін беттерінде ой-шұқырлық, қуыстық секілді ақаулар болмауы тиіс;
– білік осіне қатысты шкивтердің жұмыстық беттерінің радиалды соққысы 0,15 мм-ден аспауы тиіс (сызбада басқа талаптар қойылмаған жағдайда);
– қайнатылған қаяудың диаметрі 8 мм-ден аспауы, тереңдігі – қабырға қалыңдығының 1/4-нен аспауы, қаяулар саны – дөңгелектің 200 мм ұзындығына бір қаяудан кем болмауы тиіс.
Кішісериялы өндіріс кезінде және тежегіш шкивтерін жөндеу барысында сыртқы, ішкі және қасбеттік беттерді қаралтым және таза өңдеу дайындаманы бірнеше рет ауыстырып қондыру арқылы токарлық станоктарда жүргізіледі. Кілтектік шкивтерді ұрғыш станоктарда өңдейді.
Ірісериялы өндіріс кезінде операцияларды арнайы станоктарда орындайды. Негізгі операциялар 4.2-суретте көрсетілген [11].
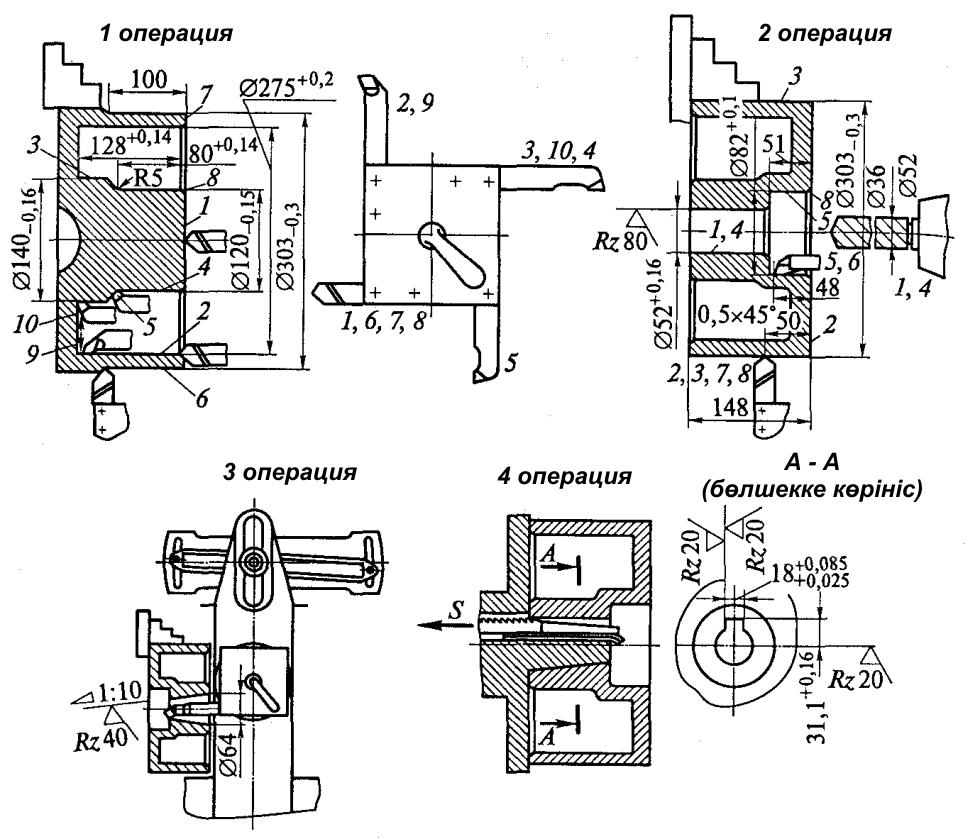
4.2-сурет. Тежегіш шкивтерді өңдеудің негізгі операцияларының нобайлары
1-операция – токарлық немесе токарлық-карусельді станоктарда дайындаманың сыртқы, ішкі және қасбеттік беттерін алдын ала токарлық өңдеу. Операция өңделетін беттерде 1-10 сандарымен белгіленген 10 өтпеден тұрады.
2-операция – құрсаудың қалған бөлігін токарлық-револьверлік станокта өңдеу, тесіктерді бұрғылау және кеңейту. Формасына байланысты отырғызу тесігі алдын ала (конустық форма) немесе аяқталып (цилиндрлік форма) өңделеді. Соңғы жағдайда тесіктерді кеңейтіп бұрғылау өңдеудің соңғы өтпесі болып саналады (4-өтпе).
3-операция – токарлық-револьверлік станокта конус сызықшасын пайдалана отырып конус тесігін соңғы рет токарлық өңдеу.
4- операция – горизонтальді-тартқыш станокта кілтекті ойықты тарту.
5-операция – сыртқы бет бойынша ажарлау припускісімен сыртқы және қасбеттік беттерді токарлық өңдеу. Дайындама жылдам қысатын конустық құралбілікте бекітіледі.
6-операция – жартымуфталарды қосуға арналған болттар тесіктерін бұрғылау.
Осы операциялар орындалып болған соң, шкивтер соңғы термиялық өңдеуге жіберіледі, сонан соң цилиндрлік беттер ажарланады.
Дата добавления: 2015-12-08; просмотров: 2649;