Білік және ось типтес детальдарды дайындау
Көлік техникасы конструкцияларында негізінен сатылы біліктер мен осьтер қолданылады, олардың дайындамалары ретінде дөңгелек прокат, еркін созумен алынатын соғылмалар және қалыптамалар пайдаланылады (4.1-сурет).
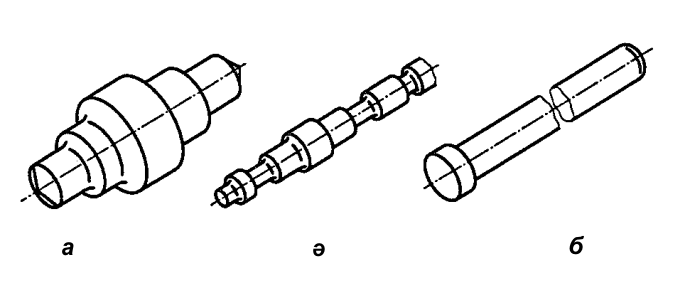
4.1-сурет. Біліктерге арналған дайындамалар:
а – жапсырмалы қалыпта қалыпталған; ә – көлденең-бұрмалы илемдеумен алынған (массалы өндіріс үшін); б – горизонтальді-соғу машиналарында қалыпталған (ернемекті біліктер үшін)
Әртүрлі біліктерді (тегіс, сатылы, біртұтас және құбырлы) конструкциялау кезінде негізгі белгілері ретінде олардың қаттылықтары алынады. Егер біліктің ұзындығының оның диаметріне қатынасы 15-тен аспаса, онда білік қатты деп есептеледі, осы қатынас 15-тен асқан біліктер қатты емеске жатады, оларды сүйеуіштердің көмегімен өңдейді. Біліктер көбінесе болат 45 немесе болат 40-тан жасалады, ал кей жағдайда 40Х, 18ХГТ маркалы легірленген болаттардан дайындалады. Кішісериялы өндірісте осьтер мен біліктер әмбебап токарлық-бұрандакескіш станоктарда, ал ірісериялы өндірісте көпкескішті және гидрокөшірмелі автоматтарда өңделеді.
Білік типтес детальды дайындаудың технологиялық жағдайларына төмендегі талаптар қойылады [20] :
- біліктер мен осьтер материалдарында жарықшақтар, сызаттар болмауы тиіс, аталған ақауларды пісіріп жөндеуге тыйым салынады;
- 500 мин-1-ден жоғары айналу жиілігінде жұмыс істейтін біліктердің статикалық жағдайда 1м ұзындыққа 0,1 мм-ге дейін, бірақ біліктің барлық ұзындығына 0,2 мм-ден аспайтын, ал 500 мин-1-ден төмен айналу жиілігінде жұмыс істейтін біліктердің 1 м ұзындыққа 0,15 мм-ге дейін, бірақ біліктің барлық ұзындығына 0,3 мм-ден аспайтын шамаға майысуына рұқсат етіледі;
- егер біліктің өз ұзындығынан 0,016-ден жоғары майысуы болса, онда оны салқын күйінде де түзетуге болады, үлкен майысуларда білікті қыздыру арқылы түзетеді;
- білік осінің кілтектік ойықтарының параллельдіктен ауытқуы 1:1000-ден аспауы тиіс.
Біліктер мен осьтерді механикалық өңдеу кезіндегі негізгі операциялар төмендегідей:
- кесу – дайындаманы кескіш станокта дискілі арамен кесу;
- фрезерлік-центрлеу – дайындаманы өлшемі бойынша кесу және центрлейтін тесіктерді бұрғылау. Біліктің ұзындығы үлкен болса, операцияны горизонталь-кескіш станоктарда орындайды;
- токарлық – припускімен ажарлайтын жерлерде шетмойын мен мойыншаларды өңдеу;
- фрезерлік – оймакілтектерді өңдеу горизонталь-фрезерлік станокта бөлгіш жабдықтар арқылы фрезерлеумен немесе оймакілтектік фрезерлік станокта кесумен жүргізіледі. Оймакілтектер, сонымен бірге тарту, суық таптау, жону тәсілдерімен де жасалады;
- ажарлау – шетмойын мен мойыншаларды айналдырып-ажарлау станоктарында ажарлайды, ал оймакілтектерді оймакілтектік фрезерлік немесе жазықажарлау станоктарында ажарлайды;
- бұрғылау – біліктер мен осьтердегі қасбеттік тесіктерді бұрғылау горизонталь-кескіш немесе радиалды-бұрғылау (детальдар ұзындығы өте ұзын болмаған жағдайда) станоктарында бұрғыланады.
Біліктер мен осьтердегі майлау тесіктері мен арналар жоңқалар мен кірден тазаланып тұруы тиіс.
Біліктердің жанасқан цилиндрлік беттерін 6-шы немесе 8-ші квалитетке сәйкес дәлдікпен және беттің кедір-бұдырлығының параметрлері сәйкесінше  мкм және
мкм және  мкм етіп орындалады.
мкм етіп орындалады.
Орташа көміртекті болаттан жасалған біліктерді 230...260 НВ қаттылыққа дейін термиялық өңдеуден өткізеді. Тозуға қарсылықты арттыру үшін төменкөміртекті болаттан жасалған біліктер мойыншаларын цементациядан, содан соң 50...60 НRC қаттылыққа дейін термиялық өңдеуден өткізеді.
Дата добавления: 2015-12-08; просмотров: 6485;