Айналу денелері типіндегі дайындамаларды өңдеу
Цилиндрлік беттерді қаралтым өңдеу. Қаралтым өңдеу кезінде дайындама берік бекітілуі тиіс, себебі кескіштер жоғары кесу жылдамдығы есебінен қимасы үлкен жоңқаларды алады, нәтижесінде кесу күштерінің мәні өседі.
Өтпелі тіректік кескіштер (2.1-сурет) [10] өлшемдері шамалы артықтау болаттан және шойыннан жасалған дайындамаларды өңдеуде қолданылады. Бұл кескіштердің пландағы басты бұрышы 900-қа тең, әрине, бұл жұмыс барысындағы діріл деңгейінің төмендеуіне септігін тигізеді. Қатты емес детальдарға тіректі кескіштерді қолданған абзал.
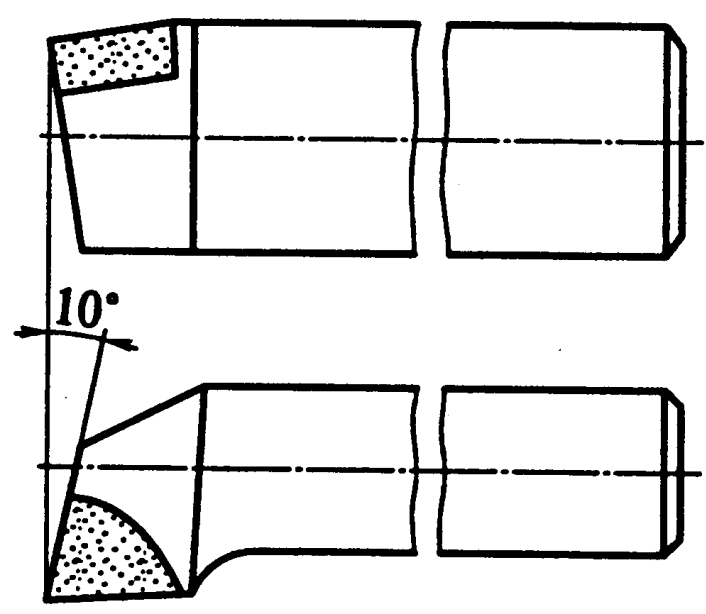
2.1-сурет. Қаралтым өңдеуге арналған кескіштер
Кесу тереңдігі онша үлкен емес және салыстырмалы түрде алғанда припускісі тең дәрежедегі болаттардан жасалған дайындамаларды өңдеуде Т14К8, Т15К6, Т15К6Т қорытпалардан жасалған кескіштер қолданылса, ал припускілері тең дәрежеде емес және жүктемелері айнымалы болатын шойындардан жасалған дайындамаларды қатты қорытпалы ВК2 және ВК4 кескіштермен өңдейді.
Жылдам кескіш өтпелі кескіштердің алдыңғы бұрышының  шамасы өңделетін материалға және кескіштің алдыңғы бетінің формасына қарай таңдап алынады. Берілістің
шамасы өңделетін материалға және кескіштің алдыңғы бетінің формасына қарай таңдап алынады. Берілістің  мәні 0,2 мм/айн-ға дейін болса, артқы бұрыш
мәні 0,2 мм/айн-ға дейін болса, артқы бұрыш  -ны 120-қа тең етіп жасайды, ал жоғары берілістерде оның мәні 80 болады. Кіші диаметрді және ұзын өлшемді сатылы дайындамаларды өңдеуге арналған кескіштердің пландағы басты бұрышының
-ны 120-қа тең етіп жасайды, ал жоғары берілістерде оның мәні 80 болады. Кіші диаметрді және ұзын өлшемді сатылы дайындамаларды өңдеуге арналған кескіштердің пландағы басты бұрышының  мәнін 900 деп қабылдайды. Ал қаттылығы төмен дайындамаларды өңдеуде
мәнін 900 деп қабылдайды. Ал қаттылығы төмен дайындамаларды өңдеуде  =650…700, одан қаттылау дайындамаларды өңдеуде =30…600. Беріліс 0,2 мм/айн-ға дейін болғанда, кескіштің төбесіндегі радиус 0,5...5,0 мм-ді құраса, ал 0,2 мм/айн-нан жоғары болған жағдайда ол радиус 1,0...3,0 мм аралығында болады.
=650…700, одан қаттылау дайындамаларды өңдеуде =30…600. Беріліс 0,2 мм/айн-ға дейін болғанда, кескіштің төбесіндегі радиус 0,5...5,0 мм-ді құраса, ал 0,2 мм/айн-нан жоғары болған жағдайда ол радиус 1,0...3,0 мм аралығында болады.
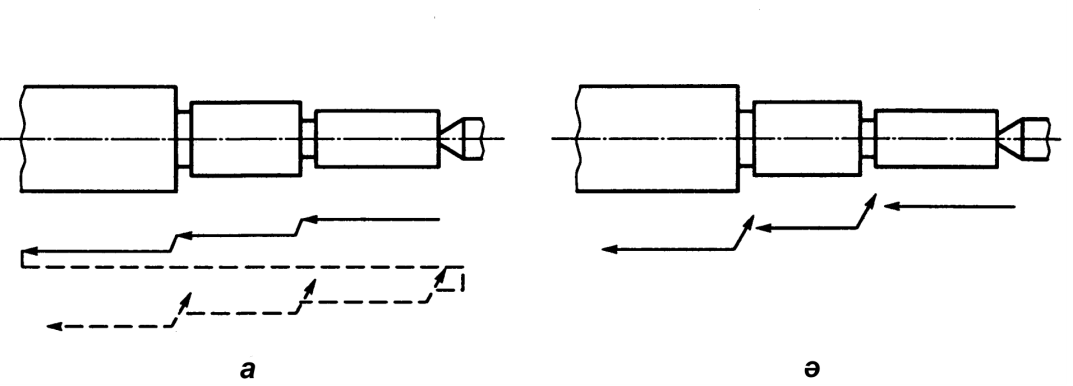
Цилиндрлік беттерді таза өңдеу. Таза өңдеу кезінде дайындаманың жылжып кетуі орын алмас үшін детальдың бекітілуі берік болуы тиіс. Аз беріліспен өңдеу кезінде қолданылатын таза өңдеу кескіштерінің тұмсықтары сүйір (2.2-сурет а) болуы және екі жаққа да (солға – оңға) жұмыс істей беруі тиіс. Ал жоғары беріліспен өңдеу кезінде қолданылатын таза өңдеу кескішінің тұмсығы күрек тәріздес болуы (2.2-сурет ә) керек.
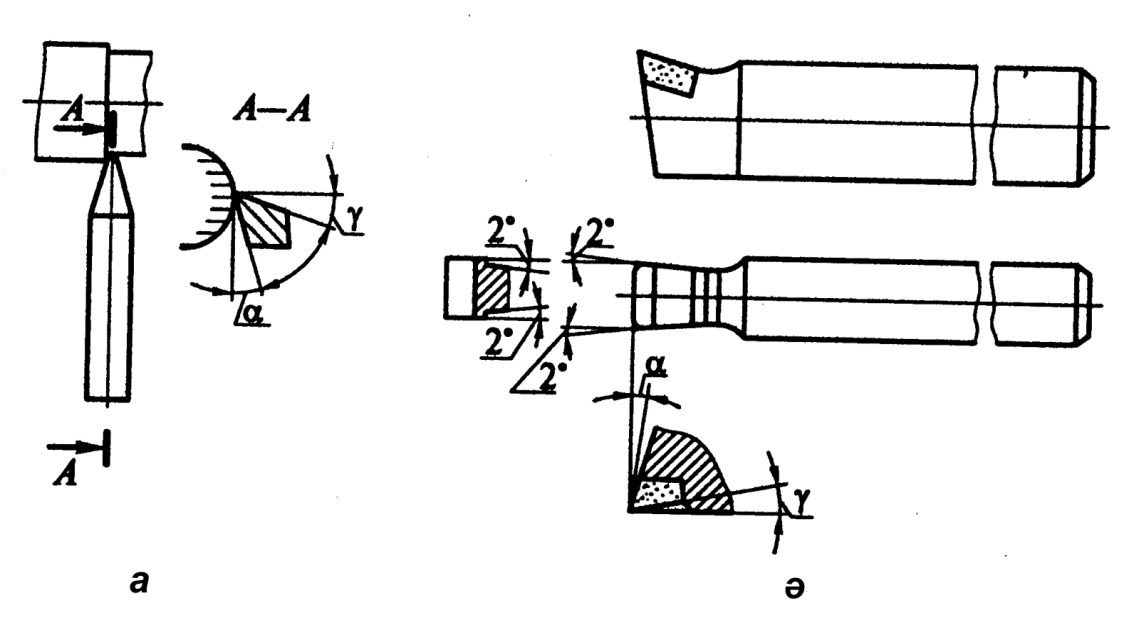
2.2-сурет. Таза өңдеуге арналған кескіштер:
а – сүйірұшты; ә – кеңейтілген (күректі)
Таза өңдеуге арналған жылдам кесетін кескіштердің алғы беттерінің, алдыңғы және басқа да бұрыштарының формасын таңдау барысында қаралтым өңдеу кезінде қолданылатын кескіштерге арналған ұсыныстарды пайдалануға болады. Бет кедір-бұдырлығының төмен деңгейін алу үшін кескіштің алдыңғы бұрышы жоғары болуы тиіс.
Болаттан жасалған дайындамаларды таза өңдеуге арналған кескіштердің артқы бұрышы =120 болса, ал шойыннан жасалған дайындамаларды өңдеуде =100 болуы тиіс.
Цилиндрлік беттерді өңдеудің екі әдісі қолданылады. Радиалды беріліспен жону әдісінде қысқа цилиндрлік мойыншаларды өңдеуде бунақтық және тұмсығы кең кескіштер қолданылады (2.3-сурет а). Ал бойлық беріліспен жону әдісі өңдеудің ең көп таралған түрі болып саналады (2.3-сурет ә).
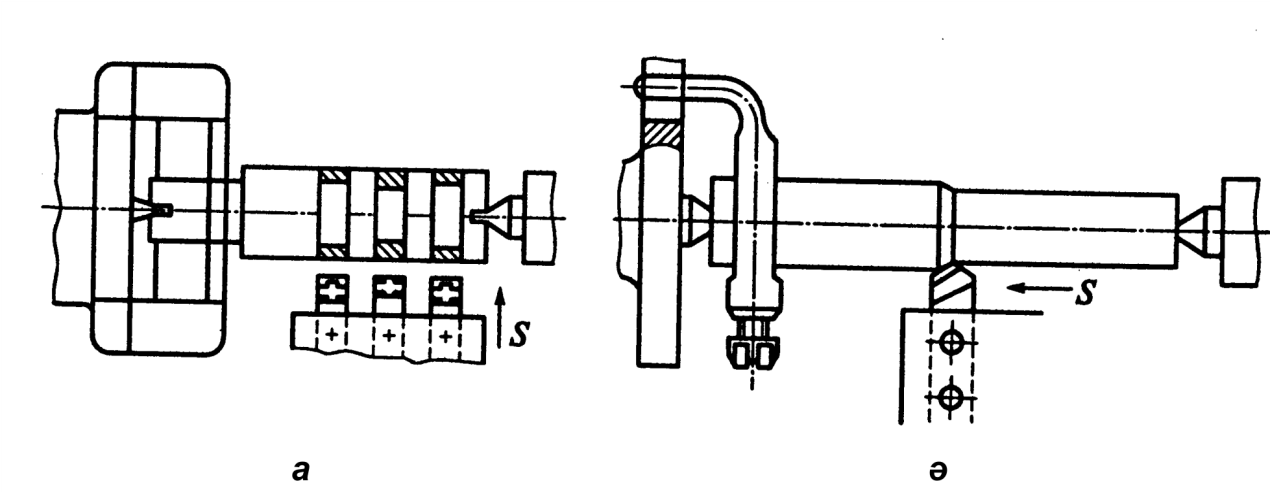
2.3-сурет. Цилиндрлік беттерді жону әдістері:
а – радиалды беріс әдісімен; ә – бойлық беріс әдісімен
Цилиндрлік беттерді әдетте екі немесе бірнеше жұмыс жүрісі арқылы өңдейді: алдымен припускінің көп бөлігін қаралтым етіп жонады (диаметрге 6 мм-ге шейін), сонан соң қалған бөлікті жонады (диаметрге 1 мм-ге дейін).
Білік диаметрінің қажетті размерлерін алу үшін көлденең беріліс лимбісін пайдаланады және пробалық жұмыс жүрісі әдісі бойынша кескішті берілген размерге орналастырады. Лимбтарды пайдалану арқылы өңдеу дәлдікті 8-9-шы квалитеттер бойынша қамтамасыз етеді. Бойлық лимбтарды пайдалану бойлық размерлерді 0,2 мм-ге дейінгі дәлдікпен алуға мүмкіндік береді. Реттегіш тіректермен құралкүймешіктің өздігінен өшуін қолдану барысында бойлық размерлердің дәлдігі 0,08...0,15 мм-ге шейін жетеді де, өнімділік жоғарылайды. Жылдам режимдерде жұмыс істеу барысында артқы центрлер айналмалы болуы тиіс.
2.4, а-суретте келтірілген сұлба бойынша қаралтым жону орындалады, кей кездері екі рет бекіту арқылы дайындамалардың кішігірім партияларының жартылай таза өңдеуі жүргізіледі. Дайындаманың бір жартысын диаметрдің берілген размеріне дейін жонып болған соң (2.4-сурет ә), оны центрлерде қайта орналастырады да, дайындаманың екінші жартысын өңдейді (2.4-сурет б) Прокаттан жасалған сатылы дайындамаларды қаралтым өңдеу кезінде жекелеген сатыларды өңдеу кезегін дұрыс таңдаған маңызды.
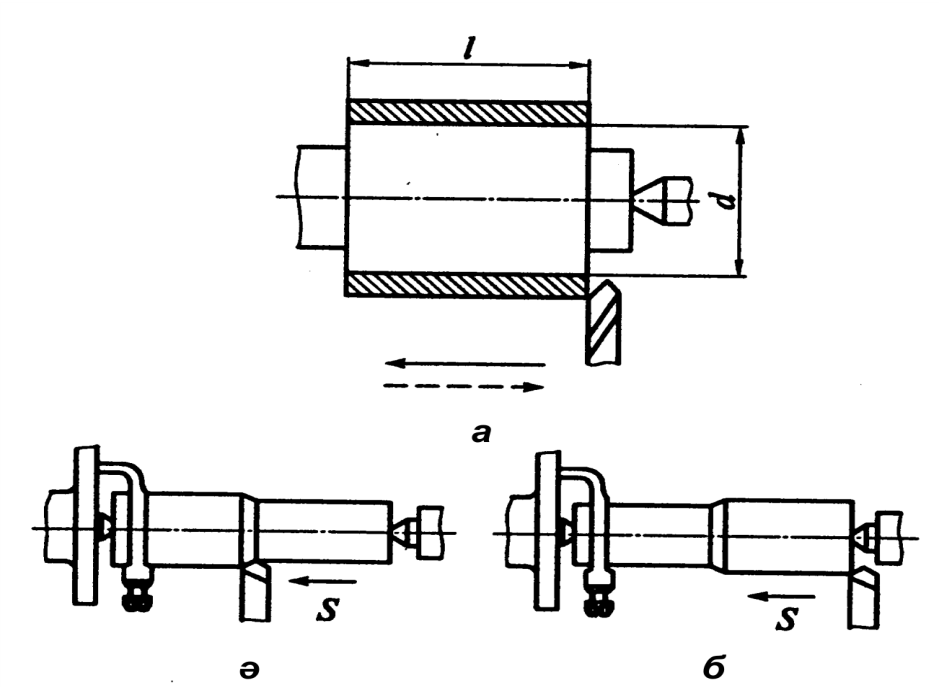
2.4-сурет. Бір жұмыстық жүрісте өңдеу сұлбасы.
а – жалпы сұлба; ә – бірінші орнық; б – екінші орнық
Егер сатылы біліктерді өңдеу кезінде бойлық жонудан соң кертпештерді кесу қажет болатын болса, онда олардың таза өңдеуін сатылы дайындаманың барлық цилиндрлік участоктарын өңдеп болған соң жүргізеді (2.5-сурет а).
2.5-сурет. Сатылы біліктерді таза өңдеудің сұлбалары
Сатылы дайындамалардың таза өңдеуін цилиндрлік беттерді өңдеуге де, бунақтар мен кертпештерді кесуге де бейімді құрама кескіштермен 2.5-суретте ә көрсетілген сұлба бойынша жүргізген жөн. Кіші сериялы өндірісте еңбек өнімділігін өсіру үшін сатылы біліктерді көшірмелер немесе қимаүлгілер көмегімен өңдеуге болады.
Дата добавления: 2015-12-08; просмотров: 3140;