Машиналар конструкцияларының технологиялылығы, детальдарды дайындаудың сапасы мен дәлдігі
Конструкция технологиялылығы. Конструкцияның технологиялылығын қамтамасыз етуге бұйымдарды шығару мен пайдалану кезінде жұмысты орындау жағдайларын жетілдіру және қабылданған шешімдегі технологиялық құжаттамаларды белгілеу кіреді.
Өндірісте машиналар конструкциясының технологиялылығы немесе машиналардың өндірістік технологиялылығы дегеніміз – уақыт, еңбек және құралдардың шығындары ең аз болған кездегі өндіріс үдерісінде орындалатын жұмыстарға машиналар конструкциясының бейімделу дәрежесі.
Детальдар технологиялылығы – технологиялық жарамсыздықтың ықтималдылығы ең аз болған кездегі детальдардың конструкциялық формаларының оларды дайындаудың технологиялық үдерістеріне сәйкестік дәрежесі. Детальдар технологиялық және технологиялық емес болуы мүмкін.
Машина конструкциясының сабақтастығы машина және оның бөлшектерінің унификациясы және конструкцияның жинақылығы және т.б. көрсеткіштерімен сипатталады.
Көрсеткіштері жақсартылған жаңа машинаның конструкциясын жасау кезінде бұдан бұрын шығарылған типтес машинаның конструкциясы мен жасау тәжірибесі ескеріледі. Сондықтан жаңа машинаның конструкциясында (сапа көрсеткіштерін төмендетпестен) базалық машинаның детальдары, жинақ бірліктері және кешендері неғұрлым көп қолданылған болса, соғұрлым оның жобалауы мен өндірісі оңайға түседі, себебі бұл кезде жұмыстағы сызбалардың, технологиялық карталардың, технологиялық құрал-саймандардың бір бөлігін қолдану мүмкіндігі туындайды.
Машиналар конструкциясы сабақтастығын жоғарылатудың басты жолдарына бұйымдар және оның бөлшектері, бір типтегі машиналар конструкциясында унификацияланған детальдар мен тораптарды қолдану аясын кеңейту және т.б. жатады.
Унификацияланған деп әртүрлі машина механизмдерінде немесе әртүрлі машиналар конструкциясында қолдануға мүмкін болатын детальдар мен тораптарды айтамыз. Көлік техникасының унификацияланған тораптарына олардың тежегіштері, редукторлары, шығырдың жүріс теңгергіштері және т.б. жатады.
Детальдарды, жинақ бірліктері мен кешендерін унификациялау машиналарды жобалау мен шығаруға дайындықты жеделдетеді, унификацияланған тораптарды ірісериялы немесе массалы өндіріске ауыстыру есебінен олардың өзіндік құнын азайтып, сапасын арттырады, машинаны пайдалануға қажетті қосалқы детальдар мен тораптардың жалпы санын қысқартады.
Машина конструкцияларының сабақтастығы төмендегі коэффициенттермен сипатталады: бұйым унификациясы, элементтер унификациясы, сабақтастық және қайталану коэффициенттері.
Бұйым унификациясының коэффициенті  унификацияланған жинақ бірліктері мен кешендерінің атаулар санының
унификацияланған жинақ бірліктері мен кешендерінің атаулар санының  олардың машинадағы жалпы санына
олардың машинадағы жалпы санына 
 қатынасына тең:
қатынасына тең:
 ; (1.3)
; (1.3)
Көлік техникасы конструкцияларының унификациясы коэффициентінің мәндері 0,2...0,7 аралығын қамтиды.
Элементтер унификациясының коэффициенті  конструкциядағы унификацияланған элементтер атаулары санының
конструкциядағы унификацияланған элементтер атаулары санының  олардың машинадағы жалпы санына
олардың машинадағы жалпы санына  қатынасы деп қарастырылады:
қатынасы деп қарастырылады:
 ; (1.4)
; (1.4)
Сабақтастық коэффициенті  бұдан бұрын шыққан машина конструкциясына кіретін өзара ауыстырылатын детальдар, жинақ бірліктері және кешендері санының
бұдан бұрын шыққан машина конструкциясына кіретін өзара ауыстырылатын детальдар, жинақ бірліктері және кешендері санының  олардың жобаланатын машинадағы жалпы санына
олардың жобаланатын машинадағы жалпы санына  қатынасын білдіреді:
қатынасын білдіреді:
 ; (1.5)
; (1.5)
Қайталану коэффициенті  машина конструкциясында біртипті детальдар мен жинақ бірліктерінің қайталануын сипаттайды:
машина конструкциясында біртипті детальдар мен жинақ бірліктерінің қайталануын сипаттайды:
 ; (1.6)
; (1.6)
мұндағы,  - машинадағы детальдар мен жинақ бірліктері атауларының жалпы саны.
- машинадағы детальдар мен жинақ бірліктері атауларының жалпы саны.
Конструкцияның рационалдылығы және қарапайымдылығы. Машиналардың бірлік қуатын өсіру, автоматика және телемеханика жүйелерін енгізу, әдетте, машина конструкциясын күрделендіреді, бұл өз кезегінде машинаны өндіру және пайдалану саласында қосымша шығындарды талап етеді.
Машинаның сенімділігін сақтай отырып, өндіріске кететін шығындарды қысқартудың негізгі жолы – берілген сапа көрсеткіштерін есепке ала отырып, машина конструкциясын мүмкіндігінше қарапайым ету, яғни машина конструкциясы барынша қарапайым болуымен қатар, онда барлығы рационалды орналасуы қажет. Бұл талап детальдарға да қатысты болуы тиіс.
Конструкция детальдарының рационалдылығы, қарапайымдылығы және технологиялылығының мысалы ретінде теңгергіш корпусының конструкциясын алуға болады (1.3-сурет).
1.3-сурет. Теңгергіш корпусының қарапайым және технологиялы конструкциясы
Мұнда корпус пен букса қақпағы біріктірілген е-е жазықтығы бір өтпемен өңделеді, ал теңгергіш корпусының (1.4-сурет) г-г жазықтығын екі рет өтіп барып өңдейді.
1.4-сурет. Теңгергіш корпусының күрделендірілген және технологиялы емес конструкциясы
Теңгергіш конструкциясы (1.3-суретті қараңыз) сонымен қатар формасының қарапайымдылығымен және мықты пайдалану технологиялылығымен сипатталады, себебі шайқалу мойынтірегімен бірге жинақталған жүріс дөңгелектері торабының теңгергіш корпусынан еркін алып-салынуын қамтамасыз етеді. Машина конструкцияларының рационалдылығы мен қарапайымдылығы сапа көрсеткіштері жиынтығымен сипатталады.
Машинаны өндіру, құрастыру, пайдалану және жөндеу кезінде жүзеге асырылатын конструкция рациональділігінің ең маңызды көрсеткіші болып оның біріккендігі саналады. Біріктірілген конструкцияларды жинау, құрастыру, қайта құрастыру және жөндеу едәуір жеңіл болады, сонымен қатар, шашу-құрастыру жұмыстарының көлемі азаяды, жөндеудің заманауи агрегаттық әдісін қолдануға мүмкіндіктер туады.
Бірігу коэффициенті  бірікпеге кіретін детальдар санының
бірікпеге кіретін детальдар санының  машинадағы детальдардың жалпы санына
машинадағы детальдардың жалпы санына  қатынасын білдіреді:
қатынасын білдіреді:
 ; (1.7)
; (1.7)
Машинаның меншікті материалсыйымдылығы (металсыйымдылығы) Мм машина конструкциясына жұмсалатын материал шығынының машина қуатына немесе өнімділігіне қатынасын сипаттайды.
Мысалы, крандар үшін бұл көрсеткіш кран массасының  оның жүккөтерімділігіне
оның жүккөтерімділігіне  қатынасын білдірсе, ал конвейерлер үшін конвейер массасының оның сағаттық өнімділігіне қатынасымен анықталады және т.б.:
қатынасын білдірсе, ал конвейерлер үшін конвейер массасының оның сағаттық өнімділігіне қатынасымен анықталады және т.б.:
 ; (1.8)
; (1.8)
Материалды қолдану коэффиценті  белгілі бір материал түрінің (легірленген болаттар, илемдар, құймалар және т.б.) қаншалықты қолданылғандығымен сипатталады:
белгілі бір материал түрінің (легірленген болаттар, илемдар, құймалар және т.б.) қаншалықты қолданылғандығымен сипатталады:
 ; (1.9)
; (1.9)
мұндағы,  - қолданылған материалдың жалпы массасы;
- қолданылған материалдың жалпы массасы;  - машина массасы.
- машина массасы.
Материалды пайдалану коэффициенті  дайын болған деталь массасының
дайын болған деталь массасының  дайындама массасына
дайындама массасына  қатынасын білдіреді:
қатынасын білдіреді:
 ; (1.10)
; (1.10)
коэффициентінің мәні неғұрлым жоғары болған сайын, ол деталь дайындамасының жетілдіріп жасалғандығын, яғни оны өңдеу кезінде материал шығынының соғұрлым аз болатындығын көрсетеді. Дайындамалары көлемдік қалыптау және шекіме әдістерімен алынған детальдарда коэффициентінің мәндері жоғары деңгейде болады.
Типтік технологиялық үдерістерді қолдану коэффициенті  машинаны жасауда қолданылатын типтік технологиялық үдерістер санының
машинаны жасауда қолданылатын типтік технологиялық үдерістер санының  оны өндіру үшін қажетті технологиялық үдерістердің жалпы санына
оны өндіру үшін қажетті технологиялық үдерістердің жалпы санына  қатынасын білдіреді:
қатынасын білдіреді:
= / ; (1.11)
Машина жасаудың меншікті өзіндік құны Өм.м машина жасауға жұмсалатын абсолюттік жалпы шығындардың машинаның құрылымдық немесе пайдалану сипаттамаларына (масса, өнімділік, жүккөтерімділік) қатынасы түрінде анықталады:
 ;
;  ; (1.12)
; (1.12)
мұндағы,  ,
,  - сәйкесінше масса және жүккөтерімділік бойынша машинаны жасаудың меншікті өзіндік құны;
- сәйкесінше масса және жүккөтерімділік бойынша машинаны жасаудың меншікті өзіндік құны;  - машинаны жасаудың толық өзіндік құны;
- машинаны жасаудың толық өзіндік құны;  - машина массасы; Q – машинаның өнімділігі немесе жүккөтерімділігі.
- машина массасы; Q – машинаның өнімділігі немесе жүккөтерімділігі.
Бұйымдар сапасы және оның көрсеткіштері. Машина жасау және машина жөндеу өндірісінің қазіргі кезеңінде көлік техникасын шығару мен жөндеу сапасын одан сайын көтере түсудің маңызы өте зор. Бұған көлік техникасын пайдаланудың экономикалық тиімділігі едәуір дәрежеде байланысты болады.
Өнім сапасы – арналуына сәйкес белгілі бір талаптарды қанағаттандыруға қабілеттілікті тудыратын өнім қасиеттерінің жиынтығы. Өнім сапасы бірқатар көрсеткіштермен сипатталады, оларды төмендегідей үш топқа бөлуге болады:
- техникалық (қуат, ПӘК, өнімділік, үнемділік және т.б.), бұл көрсеткіш машинаның жетілдірілу дәрежесін анықтайды;
- өндірістік-технологиялық (немесе конструкцияның технологиялық көрсеткіші), бұл көрсеткіш бұйымды жасауға, оны техникалық күту мен жөндеуге жұмсалатын еңбек пен құралдар шығындарын үйлесімді қамтамасыз ету тұрғысынан алғанда қабылданған конструктивті шешімдердің тиімділігін сипаттайды;
- пайдалану көрсеткіштері, мұнда бұйымның сенімділік көрсеткіштері, эргономикалық сипаттамалары, яғни «адам-машина-орта» жүйесіндегі адамның гигиеналық, физиологиялық және басқа да қажеттіліктері жиынтығын ескеру дәрежесі, эстетикалық сипаттамалары, бұйымның сыртпішінін әсемдеу, көркемдік композицияны жетілдіру және т.б. кіреді.
Бұйым сапасына баға беруде, сонымен қатар республикамыздағы және шетелдердегі патенттік қорғау дәрежесі мен патенттік тазалығы ескерілуі тиіс.
Базалық көрсеткіштерінің сәйкестендірілген жиынтығымен салыстыру негізінде өнім сапасының қатынасты алғандағы сипаттамасы өнім сапасының деңгейі деп аталады. Өнім сапасының деңгейін бағалау үшін өнімнің сипатталатын қасиеттері (арналуы, сенімділігі, эргономикалық және эстетикалық көрсеткіштері, технологиялылығы, тасымалдағыштығы, стандартталуы мен унификациялануы, патенттік-құқықтық және экологиялық көрсеткіштері, қауіпсіздігі) бойынша өнім сапасы көрсеткіштерінің негізгі топтарының номенклатурасы анықталған.
Сапа деңгейін жүйелі түрде өсіріп отыру – конструктордың да, технологтың да жауапты мәселесі.
Өнім сапасы деңгейін анықтау кезінде экономикалық көрсеткіштерді де ескеру қажет, олар өнімді дайындау, жасау, пайдалану немесе тұтынуға кеткен шығындарды сипаттайтын көрсеткіштердің ерекше тобын құрайды.
Өнім сапасын басқару сапа көрсеткіштерінің стандарттарға, техникалық шарттар мен басқа да нормативтік-техникалық құжаттамаларға сәйкестіктерін жүйелі түрде бақылап отыру жолымен жүзеге асырылады. Бұл жағдайда жоспарлау, ынталандыру, бағажасау және т.б. мәселелерді қамтитын экономикалық әдістерді қолданудың маңызы зор.
Өнім сапасының жоғары болуын қамтамасыз етуде стандарттау ерекше орын алады. Шикізатты, материалдарды, жартыфабрикаттарды, жинаушы бұйымдарды және дайын өнімді стандарттау – сапаны жоғарылатудың тиімді құралы.
Стандарттау – нақты қойылып отырған және ықтимал міндеттерге қатысты көпшілікке ортақ, бірнеше рет және ерікті пайдалану үшін ережелер белгілеу арқылы өнімге, көрсетілетін қызметке және процестерге қойылатын талаптарды ретке келтірудің үйлесімді деңгейіне қол жеткізуге бағытталған қызмет.
Стандарттау сапаның үйлесімді көрсеткіштерін, оның параметрлік қатарларын, бақылау және сынау әдістерін, техникалық күту режимдерін, жөндеу тәсілдерін, қосалқы бөлшектер нормаларын және т.б. бекітеді, шығарылатын әрбір бұйымға техникалық шарттар (ТШ) жасалады.
Өнім сапасын басқаруда маңызды факторлардың бірі – оны жүйелі түрде аттестаттаудан өткізіп тұру.
Машина сапасының басты сипаттамаларының бірі – сенімділік– машинаның берілген жұмыс істеу мерзімінде өзінің пайдалану көрсеткіштерін сақтай отырып, өзіне тиісті функцияларды орындап шығу қасиеті. Сенімділік – тоқтаусыз жұмыс істеумен, ұзақмерзімділікпен, жөндеуге жарамдылықпен және сақталуымен сипатталатын машина қасиеттерінің, яғни сақтау және тасымалдау мерзімінде өзінің пайдалану көрсеткіштерін сақтап қалу мүмкіндіктерінің жиынтығы. Сенімділік бұйым конструкциясын жетілдіруге ғана емес, оны дайындау технологиясына да байланысты болады.
Механикалық өңдеу дәлдігі және оны қамтамасыз ету әдістері. Детальді дайындап-шығару барысында абсолютті нақты номиналды өлшемдерді алу мүмкін болмайды.
Деталь дәлдігі төмендегілермен сипатталады:
– оның нақты өлшемдерінің номиналды өлшемдерден шекті ауытқуы;
– детальдің немесе оның кейбір элементтерінің геометриялық формасымен шекті ауытқуы (дөңестігі, дөңгелек еместігі, цилиндр еместігі, иілгіштігі, конус тәріздігі, жазық еместігі, түзу еместігі және т.б.);
– өзара орналасуы немесе базаға қатысты орналасуынан деталь осьтері мен беттерінің шекті ауытқуы (мысалы, екі тесіктің центраралық қашықтықтарының ауытқуы, жазықтықтардың, осьтердің параллель еместігі, осьтердің сәйкессіздігі, тесік осіне қатысты базалық беттің ауытқуы және т.б.).
Беттердің кедір-бұдырлығы бойынша детальдар дәлдігіне баға беру жеке критерий болып табылады. Детальдарды дайындау барысында материалдардың физика-механикалық қасиеттеріне, деталь дәлдігіне, дисбалансқа, т.с.с. қойылатын талаптарды сақтау қажет.
Детальды дайындаудың дәлдігі – оның жұмыстық сызбаның, техникалық жағдайлардың және стандарттың барлық талаптарына сәйкестік дәрежесі [24].
Деталь параметрлерінің берілген номиналды мәндерінен нақты ауытқуы дайындау қателігі деп аталса, қарастырылып отырған параметрдің шектік ауытқуларының айырмасы шақтама деп аталады. Ал жұмыстық сызбада көрсетілетін шақтамалар конструкторлық болып саналады.
Металкескіш станоктарда өңдеудегі барлық қателіктер төмендегідей негізгі түрлерге бөлінеді [10]:
– теориялық қателіктер, яғни детальдардың геометриялық формаларының теориялық есептеулермен салыстырғандағы алдын ала жіберілген ауытқулары. Мысалы, дайындамаларды дискілі фасонды кескіштермен өңдеген кезде өңделетін дайындама профилі мен оның өлшемдерінде ығысулар пайда болады, пайда болатын қателіктердің мәнін алдын ала есептеп қоюға болады, алайда кейбір маңызды рөл атқармайтын детальдарда олардың шамасы өте аз болғандықтан ауытқулар ескерілмейді;
– станок жұмысының дәлдігінің төмендігінен пайда болатын қателіктер станок жұмысына тікелей байланысты болады, бұл жағдайды станоктың жүктемемен немесе жүктемесіз жұмыс істеу кезінде байқау керек.
Станок жүктемемен жұмыс істеген кезінде пайда болатын қателіктер өзара бір-бірімен байланыспаған көптеген себептерге тәуелді болады да, оларды математикалық статистика әдістерімен зерттеуге мүмкіндік туады.
Жүктемемен жұмыс істеген жағдайда пайда болатын ауытқулар детальдің алынатын өлшемдерінің дәлдігіне де, сонымен бірге олардың геометриялық формасының ығысуына да едәуір әсер етеді.
Мысалы, станина бағыттаушысына параллель жазықтықтағы станок центрінің осьтіктен ауытқуы кезінде геометриялық формасы – конусқа ығысқан деталь алынады (1.5-сурет а), ал станина бағыттаушысына перпендикуляр жазықтықтағы станок центрінің осьтіктен ауытқуы кезінде иілген формадағы – айналмалы гиперболоид түріндегі деталь алынады (1.5-сурет ә) [10].
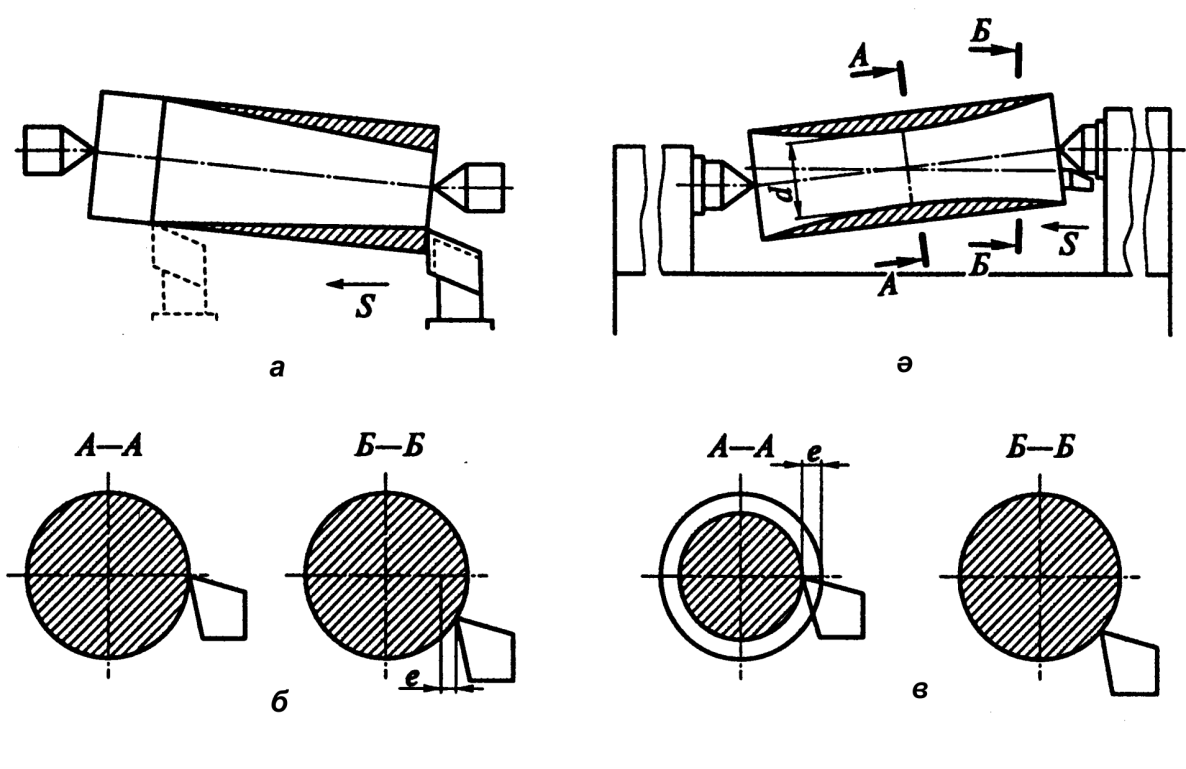
1.5-сурет. Станок центрлерінің осьтіліктен ауытқу кезінде детальдің геометриялық формасының қателіктері:
а – конустілік; ә – айналу гиперболоиды; б – кескіш пен цилиндр жасаушысының жанасуы (А–А қимасы), кескіштің центрден бөлек орналасуы (Б–Б қимасы); в – кескіштің дайындаманы жанап өту арқылы радиальді бағытта жылжуы (Б–Б қимасы), беттік диаметрді 2е шамаға азайтып өңдеу (А–А қимасы)
Станок бөліктерінің, жабдықтар мен өңделетін дайындаманың дұрыс емес теңдестірілуі станок дірілін, мойынтіректердің тез тозуын тудырады.
Столдың шпиндельге қатысты алғанда параллельдіктен немесе перпендикулярлықтан ауытқуы және шпиндельдің соққысы геометриялық форманың ығысуына себін тигізеді.
«Станок-жабдық-аспап-дайындама» серпімді технологиялық жүйенің деформациясы негізінде металкесу станоктарында дайындаманы өңдеу кезінде пайда болатын қателіктер кесу күшінің, қысу күшінің және де басқа факторлардың әсерінен болады.
Деформация өлшемдері детальдар мен тораптардың әсер етуші күштерге кедергі жасау мүмкіншілігіне байланысты болады және қаттылықпен анықталады.
Серпімді технологиялық жүйенің қаттылығы  н/м – өңделетін бетке нормаль бағытта әсер ететін кесу күштерінің аспаптың кесу жиегінің ығысу шамасына қатынасы [10]:
н/м – өңделетін бетке нормаль бағытта әсер ететін кесу күштерінің аспаптың кесу жиегінің ығысу шамасына қатынасы [10]:
 ; (1.13)
; (1.13)
мұндағы,  - кесу күшінің радиалдықұрамдас бөлігі, Н;
- кесу күшінің радиалдықұрамдас бөлігі, Н;
 - кесу аспабы ығысуының, аспап деформациясының мәні, м.
- кесу аспабы ығысуының, аспап деформациясының мәні, м.
Қаттылыққа қарама-қарсы шама серпімді жүйенің иілгіштігі деп аталады:
 ; (1.14)
; (1.14)
Деформация мәнін мына формуламен анықтайды:
 ; (мкм)
; (мкм)
Кесу күшінің әсерінен геометриялық форма қателіктерінің пайда болуының негізгі себебі – өңделетін детальдар қаттылығының жеткіліксіз деңгейде болуы.
Токарьлық немесе айналма ажарлау станогінің центрінде бекітілген білікті өңдеу кезінде кесу күшінің рационалды құрамдас бөлігі  әсерінен біліктің дәл ортасында ең көп мәнге ие болатын білік деформациясы
әсерінен біліктің дәл ортасында ең көп мәнге ие болатын білік деформациясы  пайда болады (1.6-сурет а). Сонымен, белгілі бір өлшемге бекітілген кесу аспабы біліктің центріне жақын орналасқан қималарда металдың үлкен қабатын алады да, ал білік ортасында, яғни қаттылығы ең әлсіз бөлігінде металдың ең аз қабатын кеседі (1.6-сурет б).
пайда болады (1.6-сурет а). Сонымен, белгілі бір өлшемге бекітілген кесу аспабы біліктің центріне жақын орналасқан қималарда металдың үлкен қабатын алады да, ал білік ортасында, яғни қаттылығы ең әлсіз бөлігінде металдың ең аз қабатын кеседі (1.6-сурет б).
1.6-сурет. Кесу күштері әсерінен біліктердің деформациялану сұлбалары:
а, ә – дайындамаларды орналастыру сұлбалары; б, в – соларға сәйкес өңделген детальдар; d – детальдің берілген диаметрі
Бұл жағдайда білік қимасы ең үлкен диаметрге ие болатын және оған білік осі деформациясының  қосарланған мәніне ұлғайтылған дөңес формада болады.
қосарланған мәніне ұлғайтылған дөңес формада болады.
Білікті патронда бекітіп өңдеу кезінде кесу күшінің әсерінен геометриялық форма қателіктері орын алуы мүмкін (1.6-сурет ә және в);
– дайындаманы бекіту және базалау қателіктері қондыру және конструкторлық (немесе өлшеу) базалардың сәйкес келмеуіне байланысты, сонымен қатар қысу күшінің әсерінен дайындаманың деформациясы немесе ығысуынан пайда болуы мүмкін. Бұл жағдайда тірек беттерін, қысу күшін орналастыру нүктесін және жабдық қаттылығын дұрыс таңдаудың мәні зор;
– температуралық қателіктер – метеорологиялық жағдайлардан (өндірістегі ауа ортасының температурасы), кесу кезінде бөлінетін жылудың әсерінен өңделетін детальдардың формасы мен өлшемдерінің өзгеруі.
Детальдар өлшемінің температуралық қателігі кесу кезіндегі қызудың арқасында сызықтық өлшемдер мен металдың сызықтық созылу коэффициентіне байланысты болады:
 ; (1.15)
; (1.15)
мұндағы,  - өңделетін дайындама өлшемі;
- өңделетін дайындама өлшемі;
 - дайындаманың өңдеу кезінде қызу температурасының өзгеруі;
- дайындаманың өңдеу кезінде қызу температурасының өзгеруі;
 - сызықтық ұзарудың температуралық коэффициенті.
- сызықтық ұзарудың температуралық коэффициенті.
Температура әсерінен болатын деформацияны азайту үшін кесу режимін таңдауды, кесу аспабын жоғары сапада қайрауды, майлау-салқындату сұйықтарын (МСС) пайдалануды ұсынады. Дәлдігі ерекше жұмыстарды орындағанда МСС-н 100-қа дейін салқындату қажет;
– кернеулер туғызатын қателіктер әртүрлі факторлар салдарынан пайда болады: құйма дайындамаларда – бірқалыпты салқындатудан, механикалық өңдеу кезінде – металдың беттік қабатын алғаннан кейінгі кернеулердің қайта таралуынан. Кернеудің деталь өлшемдері мен формасына әсерін азайту үшін механикалық өңдеуді әдетте қаралтым және таза өңдеу деп екіге бөледі, ал дәлдік детальдарға жасанды немесе нақты ескіру әдістерін қолданады;
– дайындамаларды станокқа немесе жабдыққа бекітер кезінде қысу күштері туғызатын қателіктер пайда болады. Бұл кезде детальдің өзі де, металдың беттік қабаты да деформацияланады. Бұл үдерістің, әсіресе күрделі формалы детальдарды, жұқа қабатты втулкаларды, ұзын өлшемді біліктерді және т.б. бекітуде маңызы зор.
Технологиялық үдерістер дәлдігін есептеу әдістері. Технологиялық үдерістерге қойылатын негізгі талаптардың бірі – детальді дайындаудың берілген дәлдігін қамтамасыз ету.
Дәлдікті есептеудің екі әдісі бар. Аналитикалық әдіс өңдеудің алғашқы қателіктерінің барлығын күрделі түрде зерттеуді талап етеді, бұл әдісті кейбір жеке жағдайларда қолданады.
Статистикалық әдіс қателіктер заңдылығын бекітуге мүмкіндік беретін математикалық статистика мен ықтималдылық теориясына негізделген.
Механикалық өңдеу кезінде пайда болатын барлық қателіктер екі топқа бөлінеді:
– жүйелі, белгілі бір факторлардың әсерінен пайда болатын және заңдылық сипаттағы қателіктер (бұранда адымының қателігі, дұрыс қондырмау және т.б.);
– кездейсоқ, әртүрлі себептерден пайда болатын, алайда белгілі бір заңдылыққа бағынбаған қателіктер (дайындамалардың әртүрлі қаттылықтары, припуск тербелісі, дайындаманы бекітудегі қателіктер және т.б.).
Математикалық статистика әдістерімен өңдеу кезінде пайда болатын кездейсоқ та, жүйелі де қателіктердің заңдылықтарын бекітеді. Бұл кезде партиядағы детальдардың барлығының нақты размерлері өлшенеді, өлшеу деректері бойынша тарату қисығы тұрғызылады.
Тарату қисығын тұрғызу үшін абсцисса осі бойынша қабылданған интервалдар санына бөлінген размерлердің шашырау алаңын (шақтама алаңы) тұрғызады, ал ордината осі бойынша абсолюттік жиілік салынады. Қисық нүктелерін салу үшін берілген интервалдың орташа арифметикалық мәнін анықтайды, осы тәсілмен табылған нүктеге перпендикуляр тұрғызылады. Нүктелерді қосу арқылы қисық сызық алынады. Партиядағы детальдар санын арттыратын болсақ, қисық сызық жайменен тарату қисығы деп аталатын қисыққа жақындай түседі.
Технологиялық үдеріс қалыпты жағдайда жүретін болса, кездейсоқ қателіктердің алынған шашырау қисығы төмендегі формуламен анықталатын қалыпты таралу қисығына (Гаусс қисығы) жақындай түседі:
 ; (1.16)
; (1.16)
мұндағы,  - қателіктердің пайда болу жиілігі;
- қателіктердің пайда болу жиілігі;  - барлық ауытқулар квадраттарының орташа арифметикалық сомасының квадрат түбіріне тең аргументтің орташа квадраттық ауытқуы;
- барлық ауытқулар квадраттарының орташа арифметикалық сомасының квадрат түбіріне тең аргументтің орташа квадраттық ауытқуы;  , натурал логорифмнің негізі; х – әрбір детальдің размері мен орташа арифметикалық размердің айырмасына тең нақты размерлердің орташадан ауытқуы.
, натурал логорифмнің негізі; х – әрбір детальдің размері мен орташа арифметикалық размердің айырмасына тең нақты размерлердің орташадан ауытқуы.
Детальдардың алынған размерлерінің дискретті (үздікті) мәнінде шашырау аймағындағы партиядағы детальдардың орташа арифметикалық размері  барлық партиядағы детальдар размерлерінің орташа арифметикалық мәніне тең [10]:
барлық партиядағы детальдар размерлерінің орташа арифметикалық мәніне тең [10]:
 ; (1.17)
; (1.17)
мұндағы,  - жеке детальдардың размерлері, N – партиядағы детальдар саны.
- жеке детальдардың размерлері, N – партиядағы детальдар саны.
Қалыпты тарау қисығының формасын анықтайтын бірден-бір параметр болып табылатын орташа квадраттық ауытқуды мына формуламен анықтайды:
 ; (1.18)
; (1.18)
 шамасы размерлердің шашырауын анықтайды және кездейсоқ қателіктердің әсер ету дәрежесін сипаттайды. шамасы аз болған сайын қисық соншалықты созылыңқы болады, яғни размерлер шашырауы да азаяды.
шамасы размерлердің шашырауын анықтайды және кездейсоқ қателіктердің әсер ету дәрежесін сипаттайды. шамасы аз болған сайын қисық соншалықты созылыңқы болады, яғни размерлер шашырауы да азаяды.
Математикалық статистика әдісімен зерттеу төмендегілерге мүмкіндік береді:
- технологиялық үдерістер дәлдігін анықтауға (дәлдік  критериіне мына жағдай жатады
критериіне мына жағдай жатады 
 );
);
- шақтама интервалында размерлері орналасқан детальдар санын алу ықтималдылығын анықтауға. Бұл үшін абсолюттік жиілікті  партиядағы детальдар санына N бөлу арқылы оқиғалардың салыстырмалы жиілігін
партиядағы детальдар санына N бөлу арқылы оқиғалардың салыстырмалы жиілігін  (ықтималдылығын) анықтайды, %:
(ықтималдылығын) анықтайды, %:
 немесе
немесе  ; (1.19)
; (1.19)
Зерттеулер қорытындысын атап өтелік: х=  интервалында өңделген детальдардың барлық размерлерінің 35%-ы орналасады, х=
интервалында өңделген детальдардың барлық размерлерінің 35%-ы орналасады, х=  болғанда 50%, ал х=
болғанда 50%, ал х=  болғанда 99,7%. Соңғы жағдайда қалыпты таралу қисығы абсцисса осімен біругуге өте жақындайды, яғни өңделген детальдардың барлығының дерлік нақты размерлерінің орташадан ауытқуы шегінде болады немесе абсолюттік шамасы 6
болғанда 99,7%. Соңғы жағдайда қалыпты таралу қисығы абсцисса осімен біругуге өте жақындайды, яғни өңделген детальдардың барлығының дерлік нақты размерлерінің орташадан ауытқуы шегінде болады немесе абсолюттік шамасы 6  -дан асық болады [10]. Егер дайындаманы өңдеу шақтамасы 6 -дан кем болмаса, онда үдеріс дәлдігі талаптарға сай болады, ал егер 6 -дан кем болса, онда детальдардың бір бөлігінің размерлері талапқа сай болмайды да, бұл өңдеу үдерісі қолдануға келмейді.
-дан асық болады [10]. Егер дайындаманы өңдеу шақтамасы 6 -дан кем болмаса, онда үдеріс дәлдігі талаптарға сай болады, ал егер 6 -дан кем болса, онда детальдардың бір бөлігінің размерлері талапқа сай болмайды да, бұл өңдеу үдерісі қолдануға келмейді.
Шашыраудың, орташа арифметикалық размердің, орташа квадраттық ауытқудың шамаларын анықтаудың, қалыпты тарату қисығын тұрғызу үшін қажетті бес нүктенің кординаторларымен мүмкін болар деталь ақауларының пайызын есептеу деректерін анықтау үшін 1.7-суретте партиядағы деталь саны 100 болатын өңдеудегі математикалық өлшеудің нәтижелері келтірілген.
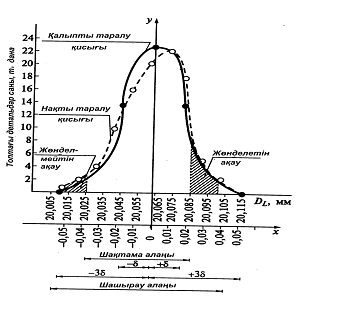
1.7-сурет. Детальдардың жарамдылық ықтималдылығының қалыпты және нақты таралу қисықтары
Детальдың бақыланатын размері – сыртқы бет диаметрі  (
(  ) мм.
) мм.
Зерттеліп жатқан деталь аспаптар ауыстырылмастан станокта бекітілген күйде өңделеді. Бақылаудағы размер микрометрмен өлшенген де, өлшеу нәтижелері интервалы 0,01 мм болатын 10 размерлік топқа бөлінген.
Ақаулы детальдың шығу ықтималдылығы бар, себебі деталь размерлерінің шашырау өрісі (  =0,1мм) деталь размерінің шақтамасынан көп (
=0,1мм) деталь размерінің шақтамасынан көп (  ).
).
Суретте штрихтармен белгіленген участоктар түзеуге келетін және түзеуге келмейтін ақаулар ықтималдылығын сипаттайды.
Қорытындысы: іске жарамды детальдар – 89%, ал ақаулы детальдар – 11%.
Беттің кедір-бұдырлығы және детальды дайындау дәлдігі.Бет сапасы кедір-бұдырлықпен, толқындықпен және бет қабатының физика-механикалық қасиеттерімен сипатталады.
Бетің кедір-бұдырлығы (микрогеометриясы) – деталь бетінің рельефін құрайтын базалы ұзындықтағы салыстырмалы түрде аз адымды тегіс еместіктер жиынтығы.
Бет толқындығы – қатар орналасқан төбешіктер немесе еңістер арасында қашықтық базалық ұзындықтан артық болатын және олар периодты түрде ауысып отыратын төбешіктер мен еңістер жиынтығы. Толқындықтың нормаланатын параметріне оның биіктігі (1.8-сурет а) және орташа адымы (1.8-сурет ә) жатады.
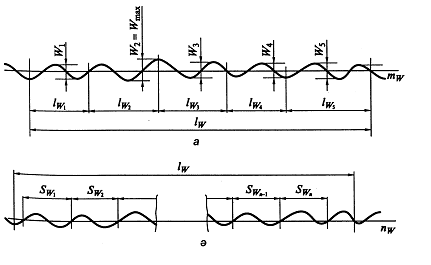
1.8-сурет. Бет толқындылығының биіктігін (а) және адымын (ә) анықтау
Толқындық биіктігі  – ұзындығы
– ұзындығы  болатын өлшеу участогінде анықталатын оның бес мәнінің арифметикалық ортасы, нақты мәні толқындықтың ең үлкен адымының, кем дегенде, бесеуіне тең болады:
болатын өлшеу участогінде анықталатын оның бес мәнінің арифметикалық ортасы, нақты мәні толқындықтың ең үлкен адымының, кем дегенде, бесеуіне тең болады:
 ; (1.20)
; (1.20)
Толқындық биіктігінің  шектік сандық мәндерін мына қатардан таңдау қажет, мкм: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200.
шектік сандық мәндерін мына қатардан таңдау қажет, мкм: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200.
Толқындықтың орташа адымы  – базалық ұзындық
– базалық ұзындық  шегіндегі салыстырмалы аз адымды беттер профилінің тегіс еместігінің жиынтығы.
шегіндегі салыстырмалы аз адымды беттер профилінің тегіс еместігінің жиынтығы.
Базалық ұзындық – беттің кедір-бұдырлығын сипаттайтын және тегіс еместікті анықтау үшін қолданылатын сызықтық базалық ұзындық. Толқындық пен кедір-бұдырлық мәндері арасындағы шекара шартты түрде ғана, себебі пайдалану тұрғысынан белгіленетін базалық ұзындықтың  өзгеруі кезінде толқындық пен кедір-бұдырлық параметрлерінің сандық мәндері де өзгеретін болады. Форма ауытқуы мен толқындық және кедір-бұдырлық арасындағы айырмашылық критериі есебінде көбінесе орташа адымның биіктікке қатынасы қолданылады:
өзгеруі кезінде толқындық пен кедір-бұдырлық параметрлерінің сандық мәндері де өзгеретін болады. Форма ауытқуы мен толқындық және кедір-бұдырлық арасындағы айырмашылық критериі есебінде көбінесе орташа адымның биіктікке қатынасы қолданылады:  – кедір-бұдырлылық;
– кедір-бұдырлылық;  - толқындық;
- толқындық;  - форманың ауытқуы.
- форманың ауытқуы.
Кедір-бұдырлықты сандық түрде бағалау үшін параметрлер қатары қарастырылған, ал мәндерін санау профильдің орташа сызығы  деп қабылданған бірыңғай базадан бастау алады.
деп қабылданған бірыңғай базадан бастау алады.
Профильдің орташа сызығы  – формасы беттің номинал профиліндей болатын және нақты базалық сызық шектеуінде профильдің орташа квадраттық ауытқуы осы линияға дейін минималды болатындай етіп бөлетін базалық сызық.
– формасы беттің номинал профиліндей болатын және нақты базалық сызық шектеуінде профильдің орташа квадраттық ауытқуы осы линияға дейін минималды болатындай етіп бөлетін базалық сызық.
Кедір-бұдырлық мәндерін профильдің орта сызығынан бастап санау жүйесі орта сызық жүйесі деп аталады.
Профилограммада (1.9-сурет) базалық сызық  шектеуінде осы сызықтың екі жағында профиль контурына дейін орналасқан алаңдар бір-бірімен тең болуы тиіс.
шектеуінде осы сызықтың екі жағында профиль контурына дейін орналасқан алаңдар бір-бірімен тең болуы тиіс.
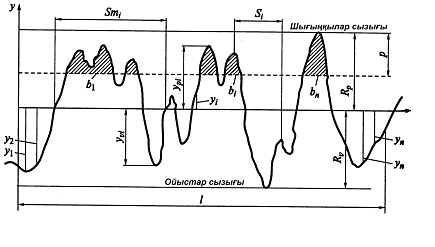
1.9-сурет. Бет кедір-бұдырлығының негізгі параметрлерін анықтаудың профилограммасы
Беттің кедір-бұдырлығын өлшеу кезінде базалық ұзындық мына сандар қатарынан таңдап алынады, мм.: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8,25.
Тегіс еместіктер размері үлкен болған сайын базалық ұзындық та үлкен болуы тиіс.
Кедір-бұдырлыққа сандық баға беру төмендегі параметрлер бойынша жүргізіледі:
 - профильдің орташа арифметикалық ауытқуы;
- профильдің орташа арифметикалық ауытқуы;
 - он нүкте бойынша алынған профиль тегіс еместігінің биіктігі,
- он нүкте бойынша алынған профиль тегіс еместігінің биіктігі,
 - профиль тегіс еместігінің ең үлкен биіктігі;
- профиль тегіс еместігінің ең үлкен биіктігі;
 - тегіс еместіктің орташа адымы;
- тегіс еместіктің орташа адымы;
 - төбелері бойынша тегіс еместіктің орташа адымы;
- төбелері бойынша тегіс еместіктің орташа адымы;
 - профильдің салыстырмалы тірек ұзындығы (
- профильдің салыстырмалы тірек ұзындығы (  - профиль қимасы деңгейінің мәні)
- профиль қимасы деңгейінің мәні)
 параметрі профильдің барлық тегіс еместігінің орташа биіктігін,
параметрі профильдің барлық тегіс еместігінің орташа биіктігін,  - ең үлкен тегіс еместіктің орташа биіктігін,
- ең үлкен тегіс еместіктің орташа биіктігін,  - профильдің ең үлкен биіктігін сипаттайды. Адымдық параметрлер
- профильдің ең үлкен биіктігін сипаттайды. Адымдық параметрлер  ,
,  және
және  тегіс еместіктің сипатты нүктелерінің орналасуын және формасын есепке алу үшін енгізілген. Осылардың ішінде басымдыққа ие параметр -
тегіс еместіктің сипатты нүктелерінің орналасуын және формасын есепке алу үшін енгізілген. Осылардың ішінде басымдыққа ие параметр -  .
.
Профильдің орташа арифметикалық ауытқуы  дегеніміз – абсолют мәні бойынша алынған профильді өлшеу нүктесінен орта сызыққа дейінгі
дегеніміз – абсолют мәні бойынша алынған профильді өлшеу нүктесінен орта сызыққа дейінгі  қашықтықтарының орташа мәні:
қашықтықтарының орташа мәні:
 ; (1.21)
; (1.21)
мұндағы,  – базалық ұзындық;
– базалық ұзындық;  - базалық ұзындықта профильдің таңдап алынған нүктелер саны.
- базалық ұзындықта профильдің таңдап алынған нүктелер саны.
10 нүкте бойынша профильдің тегіс еместік биіктігі Rz - базалық ұзындық шектеуіндегі ең үлкен бес еңістік биіктіктерінің орташа абсолюттік мәндерінің сомасы:
 ; (1.22)
; (1.22)
мұндағы,  - профильдің і-ші ең үлкен шығыңқы биіктігі;
- профильдің і-ші ең үлкен шығыңқы биіктігі;
 - і-ші ең үлкен еңістің тереңдігі.
- і-ші ең үлкен еңістің тереңдігі.
Профильдің тегіс еместігінің ең үлкен биіктігі Rmax - базалық ұзындық  шектеуіндегі профильдің шығыңқы сызығы мен еңіс сызығының арасындағы қашықтық:
шектеуіндегі профильдің шығыңқы сызығы мен еңіс сызығының арасындағы қашықтық:
 ; (1.23)
; (1.23)
Тегіс еместіктің орташа адымы Sm – базалық сызық шектеуіндегі орташа сызық m бойынша тегіс еместіктер адымының орташа мәні, ол көрші тегіс еместіктердің аттас жақтарының арасындағы қашықтық түрінде анықталады:
 ; (1.24)
; (1.24)
мұндағы, n – базалық ұзындық  аумағындағы адымдар саны; Smі – профильді көрші үш нүкте арасында кесіп өтетін және екі шеткі нүктелермен шектелетін орта сызық кесіндісі ұзындығына тең болатын профиль тегіс еместігінің адымы.
аумағындағы адымдар саны; Smі – профильді көрші үш нүкте арасында кесіп өтетін және екі шеткі нүктелермен шектелетін орта сызық кесіндісі ұзындығына тең болатын профиль тегіс еместігінің адымы.
Төбелері бойынша тегіс еместіктің орташа адымы S – базалық ұзындық аумағында сипатты тегіс еместіктер төбелері арасындағы қашықтықтардың орташа мәні:
 ; (1.25)
; (1.25)
мұндағы, n – базалық ұзындық аумағында төбелері бойынша тегіс еместіктер адымының саны;  - профильдің екі ең үлкен көрші шығыңқы бөліктері проекциялары арасындағы орта сызық кесіндісінің ұзындығына тең болатын профильдің төбелері бойынша тегіс еместік адымы.
- профильдің екі ең үлкен көрші шығыңқы бөліктері проекциялары арасындағы орта сызық кесіндісінің ұзындығына тең болатын профильдің төбелері бойынша тегіс еместік адымы.
Профильдің салыстырмалы тірек ұзындығы  профильдің тірек ұзындығының
профильдің тірек ұзындығының  - базалық ұзындыққа қатынасына тең, %:
- базалық ұзындыққа қатынасына тең, %:
 ; (1.26)
; (1.26)
мұндағы,  p – базалық ұзындық аумағында берілген сызықтың профильдің шығыңқы бөліктерін кесіп өтетін кесінділер ұзындықтарының
p – базалық ұзындық аумағында берілген сызықтың профильдің шығыңқы бөліктерін кесіп өтетін кесінділер ұзындықтарының  сомасы (профильдің тірек ұзындығы);
сомасы (профильдің тірек ұзындығы);  - базалық ұзындық аумағында кесіп өтетін кесінділер саны (1.9-суретті қараңыз);
- базалық ұзындық аумағында кесіп өтетін кесінділер саны (1.9-суретті қараңыз);  - базалық ұзындық.
- базалық ұзындық.
Беттің кедір-бұдырлығы бойлық және көлденең болып бөлінеді. Бойлық кедір-бұдырлық кесу жылдамдығы векторының бағытымен өлшенеді (1.10-сурет а), ал көлденең кедір-бұдырлық беру бағытымен өлшенеді (1.10-сурет ә). Беттің кедір-бұдырлығы Rz немесе Ra параметрлерімен бағаланады.
1.10-сурет. Беттің бойлық (а) және көлденең (ә) кедір-бұдырлықтары
Өңдеу жағдайларының беттің кедір-бұдырлығына әсері. Беттің кедір-бұдырлығы өңдеу режимдері мен әдістеріне, қолданыстағы кесу аспабының сапасына, технологиялық жүйенің қаттылығына, өңделетін материалдың физика-механикалық қасиеттеріне, қолданылатын майлау-салқындату сұйықтарының түріне, технологиялық жүйенің діріліне және т.б. тығыз байланысты болады.
Кесу жылдамдығы беттің кедір-бұдырлығының құрылуына әжептеуір әсер етеді. Өңделген беттің кедір-бұдырлығы жоңқаның пайда болу процесіне едәуір дәрежеде байланысты болады. Өскін пайда болмай тұрып, жылдамдықтың мәні аз аймақта (v<5м/мин) тегіс еместіктің размерлері де аз болады (1.11-сурет) [9].
Ал жылдамдықтың өсуімен (20  40 м/мин) тегіс еместік размерлері жоғары мәндеріне дейін артады (өскін пайда болу периоды). Кесу жылдамдығының одан әрі өсуі өскін шамасын кішірейтеді және өңделген беттің тегіс еместік биіктігін азайтады.
40 м/мин) тегіс еместік размерлері жоғары мәндеріне дейін артады (өскін пайда болу периоды). Кесу жылдамдығының одан әрі өсуі өскін шамасын кішірейтеді және өңделген беттің тегіс еместік биіктігін азайтады.
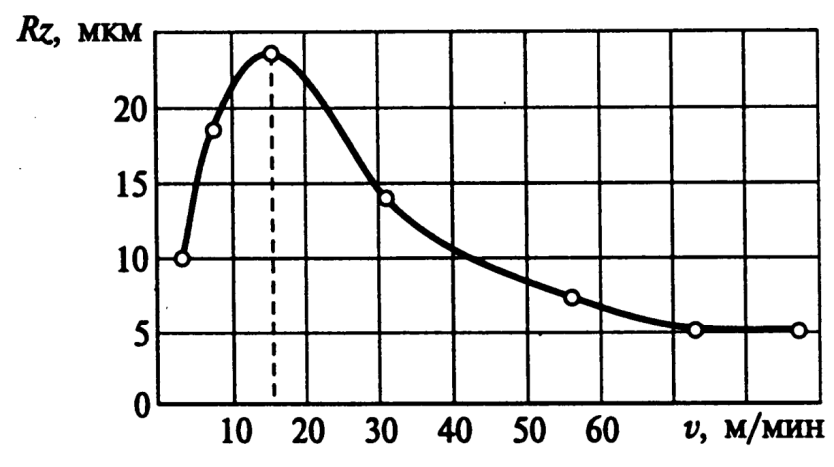
1.11-сурет. Жону кезінде кесу жылдамдығының беттің кедір-бұдырлығына әсері
Өскін пайда болмайтын жылдамдықтар аймағында (>60 м/мин) беттің кедір-бұдырлығы ең аз мөлшерде болады. Діріл пайда болмайтын жағдайға дейін кесу жылдамдығының өсуінің тегіс еместік биіктігінің кішіреюіне әсері аз болады.
Таза және дәл бетті алу үшін өңдеуді 75 м/мин және одан жоғары жылдамдық аймағында жүргізеді, бұл жағдайда аспапта өскін пайда болмайды, ал беттің кедір-бұдырлығы барынша төмен дәрежеде болады.
Беріс те кедір-бұдырлықтың пайда болуына әсер ететін кесу режимінің факторы болып табылады. 1.12-суретте болатты жону кезінде тегіс еместік размері мен беру арасындағы байланыс графигі келтірілген.
1.12-сурет. Болатты жону кезінде берістің беттің кедір-бұдырлығына әсері
Бұл графиктен байқалатыны – таза өңдеу жағдайына сипатталған (АВ бөлігі) кіші мәнді беріліспен (0,01...0,15мм/айн) жұмыс істеу кезінде беру мәнін өзгертудің бет тазалығына әсері өте төмен болатындығы.
Ірі беру аймағына өтер кезде (S > 0,15 мм/айн) тегіс еместік размерлері бірден өседі де, кедір-бұдырлық қисығы шұғыл жоғары көтеріледі (ВС бөлігі).
Жоғары өнімділікті алу кезінде өңделетін беттің кедір-бұдырлығының ең төменгі деңгейін қамтамасыз ететін және көміртекті немесе аспапты болаттардан жасалған кәдуілгі кескіштермен өңдеу барысында ұсынылатын берудің ең тиімді мәні S=0,05...0,12 мм/айн-ға тең.
Кесу тереңдігінің тегіс еместік биіктігіне әсері өте аз. Кесу тереңдігін өсірген кезде тегіс еместік шамасының өсуіне әсерінің аз екендігі байқалады, сондықтан оны тәжірибе жүзінде есепке алмаса да болады.
Майлау-салқындату сұйықтары кесу аймағынан қызуды шеттетіп, металдарды кесу кезінде сыртқы және ішкі үйкелістерді азайту арқылы механикалық өңдеу үдерісіне едәуір әсер етеді.
Өңделген беттің дәлдігі мен кедір-бұдырлығы арасындағы байланыс. Машинаның және олардың детальдарының өзара алмасуларының жоғары пайдалану сапасын қамтамасыз ету үшін размерлердің, формалардың және беттердің өзара орналасуына шақтамалы ауытқулар беріледі. Өңдеу дәлдігінің артып кетуі өзіндік құнды өсіріп, еңбек өнімділігін азайтады; ал дәлдіктің жетіспей қалуы – машинаның пайдалану қасиеттерін азайтып, оны жинаудың еңбексыйымдылығын арттырады.
Машиналар мен механизмдердің пайдалану қасиеттерінің ұзақ уақыт сақталуы, мысалы, олардың дәлдігінің сақталуы, көбінесе детальдардың шақтама түрі мен бірігу сапасын анықтайды. Берілген шақтаманың жұмыс істеу мүмкіндігі немесе сенімділігі өңделген беттің кедір-бұдырлығымен тікелей байланысты.
Беттің кедір-бұдырлығы екі біріккен беттің нақты жанасу ауданын кішірейтеді, сондықтан бірігудің жұмыс периодының басында майлау жағдайларын нашарлататын және қарқынды бет тозуын тудыратын меншікті қысымдар пайда болады. Бұл былай түсіндіріледі: машина детальдарының бірігуі кезінде олардың өзара бірігуі беттік төбелер бойынша жүреді де, жанасудың нақты алаңы әрқашан номинал бірігу бетінен аз болады.
Мысалы, екі детальдың бірігуі кезінде (1.13-сурет) олардың жанасуы берілген ұзындық L бойынша жүрмейді, бірігудің жеке бөліктері ұзындықтарының қосындысына тең болатын L-ден кіші ұзындық  бойынша жүргізіледі.
бойынша жүргізіледі.
1.13-сурет. Екі детальдің нақты жанасу сұлбасы
Тірек бетінің нақты азаюын есептеулерде жанасудың нақты ұзындығының  ұзындыққа L қатынасына тең K коэффициентін енгізу арқылы есепке алуға болады.
ұзындыққа L қатынасына тең K коэффициентін енгізу арқылы есепке алуға болады.
Кәдімгі өңдеу әдістері (кесу, фрезерлеу, жону) үшін коэффициент К-ң мәні өте аз және 0,15  0,30 арасында болады [9]. Тек арнайы тазалау әдістерін қолданған кезде ғана оның мәні 0,9 0,95 арасында болуы мүмкін.
0,30 арасында болады [9]. Тек арнайы тазалау әдістерін қолданған кезде ғана оның мәні 0,9 0,95 арасында болуы мүмкін.
Кедір-бұдырлықтың Rz детальдің тозу жылдамдығына  әсері 1.14-суретте көрсетілген [4].
әсері 1.14-суретте көрсетілген [4].
1.14-сурет. Бет кедір-бұдырлығының тозу жылдамдығына әсері
Кедір-бұдырлықты шамадан тыс азайту майлау жағдайларын нашарлатып жібереді, себебі өте таза өңделген беттерде май қабатының тұрақтануы қиынға соғады. Беттің кедір-бұдырлығынан жылжымайтын отырғызудың тұрақты болуы да байланысты болады. Детальдардың бірігу беріктігінің азаюы кедір-бұдырлығы көптеу беттерде кездеседі. Беттің кедір-бұдырлығы мен толқындығы біріккен детальдардың қосылған бөлігіндегі жанасу қаттылығына күшті әсер етеді.
Жұқа ажарлау арқылы кедір-бұдырлық пен толқындықты азайтатын болсақ, детальдің ұстап тұру бетінің сапасын 90% өсіруге және жанасу қаттылығын жоғарылатуға болады.
Детальдің беттік қабатының жағдайы оның пайдалану қасиеттеріне әсер етеді. Беттік қабатта қақталма мен қысымның қалдық кернеуінің пайда болуы көп жағдайларда шаршау беріктігі мен тозуға төзімділікті жоғарылатады, бірақ сонымен бірге детальдың тат басуға қарсылығын 1,5-2 есеге азайтады, себебі қатты деформацияланған металда алғашқы қорғау қабыршағы ішкі кернеулер әсерінен тез бұзылады да, тат басу процесін жеделд
Дата добавления: 2015-12-08; просмотров: 5055;