Производственная система изготовления радиоэлектронных модулей
Схема технологического процесса сборки определяется конструктивно-технологическими особенностями радиоэлектронных модулей, в первую очередь составом элементной базы и конструкцией печатных плат.
Типовая схема ТП сборки применительно к типовой конструкции РЭМ (цифровой ячейки) состоит из следующих операций: установка вилок СНП-58 на печатные платы; предварительная сушка ячеек; пайка установленных элементов; отмывка остатков флюса; сушка ячеек; подготовка (распаковка из тары-спутника, формовка, лужение, установка в накопители) микросхем в корпусах 401.14, 402.16, 405.24; установка и пайка микросхем и микросборок в корпусах 401.14, 402.16, 405.24; формовка выводов микросхем малой применяемости, лужение выводов микросхем малой применяемости; установка и пайка микросхем малой применяемости; отмывка остатков флюса; сушка ячеек; контроль качества пайки и допайки некачественных соединений; контроль ячеек по электрическим параметрам; отмывка (обез-жирование) ячеек; сушка ячеек; защита мест, не подлежащих лакировке оправками и держателями; покрытие ячейки первым слоем лака; сушка первого слоя лака; покрытие ячейки вторым слоем лака; сушка второго слоя лака; снятие оправок и державок; установка планки на печатную плату; установка светодиодов на печатную плату; контроль ячеек по электрическим параметрам; упаковка ячеек.
Сборочно-монтажные работы при изготовлении РЭМ в ГАП представляют собой сложнейший комплекс различных по характеру процессов:
механические — формовка выводов, установка и крепление на печат
ных платах электрорадиоэлементов и интегральных схем;
химические — обезжирование, склеивание, отмывка от остатков флю
сов после пайки;
физико-химические и физико-металлургические — лужение, пайка,
сварка;
• физико-механические — обжимка, накрутка монтажных соединений.
Рассмотрим типовой вариант ГАП (ГАЦ) сборки и монтажа радиоэлек
тронных модулей.
Особенностью монтажа РЭМ является: обеспечение гибкости производственных систем сборки и монтажа РЭМ преимущественно вследствие программной переналадки СТО, замены СТО (программной), изменения связи между СТО и изменения технологических режимов; модульное построение ГАП на основе АСТО, ГПМ, ГАЛ; иерархичность построения системы управления ГАП; обеспечение переналаживаемости АСТО, ГПМ, ГАЛ только перепрограммированием; обеспечение максимальной предметной замкнутости производства на возможно более низком уровне иерархии ГАП — на уровне СТО; организация транспортных операций по схеме СТО (АСТО, ГПМ, ГАЛ), буферные устройства (накопители); обеспечение одновременной подачи на СТО всех элементов сборочного состава РЭМ; организация перемещения ПП, входящих в сборочный состав между АСТО, ГПМ, ГАЛ, механизированными модулями (стендами) в накопителях, отсутствие принудительного ритма в процессе производства РЭМ; организация автоматической комплектации и подготовки к сборке комплектующих элементов не
менее чем за два цикла обработки транспортной пачки на СТО; отсутствие конвейеров — как основного транспортного устройства между АСТО, ГПМ, ГАЛ, механизированными модулями (стендами); применение подвесных промышленных роботов в качестве одного из основных элементов внутрицеховой транспортной системы; наличие на СТО магазинов РЭМ в виде накопителей с целью организации межоперационного буфера; наличие между участками унифицированных буферных устройств с целью сбалансирования в отклонениях временных циклов изготовления РЭМ на различных участках.
Специальное технологическое оснащение, используемое в ГАП сборки и монтажа РЭМ, можно представить тремя группами: механизированные модули (ММ), автоматизированное специальное технологическое оборудование (АСТО), гибкие производственные модули (ГПМ).
К механизированным сборочным модулям относятся стенды подготовки ИС малой применяемости; лужения их выводов; установки, пайки и контроля качества пайки; диагностики и ремонта РЭМ; монтажа светодиодов; маркировки и окончательного контроля (стенд представителя ОТК). В состав каждого из перечисленных стендов входят рабочее место оператора, на котором размещается технологическая оснастка; видеотерминал с клавиатурой для связи АСУ участка; устройство приема накопителей (исключая стенды подготовки ИС и лужения выводов ИС малой применяемости), которое имеет датчик, сигнализирующий о возможности его обслуживания промышленным роботом. Транспортное обслуживание стендов подготовки ИС и лужения, их выводов, а также частично стенда установки и пайки ИС осуществляется с помощью тележек, на которых устанавливаются накопители для кассет с ИС в различных корпусах.
Автоматизированное специальное технологическое оборудование (АСТО), используемое в ГАП (цеха) сборки и монтажа РЭМ независимо от вида выполняемых технологических операций и степени их автоматизации, состоит из комплекта устройств для выполнения заданных технологических операций, устройства стыковки с автоматической транспортной системой, технического средства для связи с автоматизированной системой управления. АСТО, используемое в составе ГАП, может работать в автоматическом, автономном и наладочном режимах. АСТО в автоматическом режиме обеспечивает прием ПП и других комплектующих изделий от автоматизированной транспортной системы и их идентификацию; идентификацию поступивших ПП на АСТО, находящееся на входе цеха; выдачу пустых накопителей ПП и других комплектующих, а также накопителей с РЭМ в автоматизированную транспортную систему; передачу в систему управления информации о приеме накопителей; прием от системы управления управляющих технологических программ (УТП); выход на рабочие режимы, их контроль и поддержание; регенерацию используемых в АСТО рабочих растворов; передачу РЭМ, ПП и других комплектующих в рабочую зону АСТО
из накопителя и обратно в накопитель; выполнение технологических операций; подачу РЭМ из рабочей зоны в накопитель; диагностику состояния устройств СТО. В состав АСТО, используемого ГАП сборки и монтажа РЭМ входят автоматизированные установки очистки ИС и метки контрольных контактов и вилок; автоматические линии отмывки ячеек от флюса и вакуумной сушки; автомат установки планок; автоматические установки тестового контроля и влагозащиты ячеек.
Гибкие производственные модули и РТК сборки и монтажа РЭМ независимо от вида выполняемых технологических операций в общем случае состоят из АСТО, устройства стыковки с автоматической транспортной системой, технических средств связи с системой управления верхнего уровня. Основным режимом работы ГПМ является автоматический (без непосредственного участия оператора).
В автоматическом режиме ГПМ обеспечивает прием комплектующих изделий от автоматизированной транспортной системы (АТС); прием печатных плат (ПП) в накопителях от АТС; идентификацию поступающих накопителей, выдачу обработанных изделий в накопителях в АТС; диагностику состояния гибких производственных модулей; идентификацию печатных плат на АСТО, находящемся на входе в ГАП; передачу печатной платы в зону обработки из накопителя и обратно в накопитель; аварийный останов. В состав гибких производственных модулей, используемых в ГАП сборки и монтажа РЭМ, входят модули комплексной подготовки и пайки интегральных схем в корпусах типа 4.
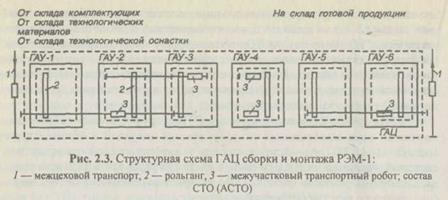
ГАЦ сборки и монтажа РЭМ предназначен для автоматизированной сборки РЭМ на печатных платах и интегральных микросхемах с планарны-ми выводами. В состав ГАЦ сборки и монтажа РЭМ входят шесть гибких автоматизированных участков (ГАУ) следующего назначения (рис. 2.3).
ГАУ-1 — участок подготовки микросхем. Он предназначен для рихтовки, формовки, лужения выводов микросхемы в корпусах 401.24, 402.16, 405.24 и укладки их в технологические кассеты с одновременной комплектацией по номиналам в соответствии с программой установки на ПП. На участке размещено следующее СТО: ГПМ комплексной подготовки микросхем в корпусах типа 4 (7 единиц), установка автоматической очистки микросхем, устройство автоматическое прямоточное с приводным рольгангом, унифицированное буферное устройство для накопителей микросхем (15 единиц), ПР типа М-34 (2 единицы), стенд лужения выводов микросхем, стенд подготовки микросхем.
ГАУ-2 — участок предварительной сборки ПП, предназначен для установки вилок и контрольных контактов на ПП, сушки ПП перед пайкой, пайки установочных элементов. На участке размещено СТО следующих видов: устройство автоматическое передаточное, РТК сборки ПП, автоматизированная линия вакуумной сушки цифровых ячеек, автоматизированная линия
пайки контрольных контактов и вилок, ПР типа М-34, унифицированное буферное устройство для накопителей ПП.
ГАУ-3 — участок установки и пайки микросхем на ПП, предназначен для установки и пайки ИС на ПП в корпусах типа 4. На участке имеются ППМ установки и пайки микросхем в корпусах 401.14 (11 единиц), 402.16 (7 единиц), 405.24 (2 единицы), ПР типа М-34 (4 единицы), унифицированное буферное устройство для носителей ПП (6 единиц), микросхем (4 единицы), устройство автоматическое передаточное с приводным рольгангом.
ГАУ-4 — участок контроля и ремонта РЭМ по электрическим параметрам предназначен для: установки и пайки микросхем малой применяемости, контроля качества пайки и допайки некачественных соединений, контроля ячеек по электрическим параметрам; ремонта неисправных ячеек; отмывки от остатков флюса и сушки ячеек. На участке размещено следующее СТО: стенд установки и пайки микросхем малой применяемости, ПР типа М-34, линия автоматической отмывки ячеек от флюса, автоматическая линия вакуумной сушки, унифицированное буферное устройство для накопителей ПП, стенд контроля качества пайки, рольганг приводной, автоматическая установка тестового контроля ячеек, стенд диагностики и ремонта ячеек.
ГАУ-5 — участок влагозащиты РЭМ, предназначен для нанесения на ячейки трех слоев защитного лакового покрытия. На участке размещены следующие виды СТО: автоматические линии отмывки ячеек от флюса и вакуумной сушки, установка автоматизированной влагозащиты ячеек, унифицированное буферное устройство для накопителей ПП, ПР типа М-34, рольганг приводной.
ГАУ-6 — участок досборки РЭМ, предназначен для окончательной сборки ячеек, контроля их по электрическим параметрам, маркировки и передачи ячеек службе ОТК. На участке размещены следующие виды СТО: автомат установки планок, стенд монтажа светодиодов, автомат установки тестового контроля ячеек, ПР типа М-34, стенд маркировки и окончательно-
го контроля и унифицированное буферное устройство для накопителей планок, стенд ОТК. В состав ГАЦ сборки и монтажа РЭМ входят следующие автоматизированные системы: технологическая обработка ячеек, объединенная в ГАУ, транспортная (АТС), управления (АСУ) ГАЦ. В структуре цеха сборки ячеек не предусматривается наличие складов на территории цеха. Комплектующие и ПП хранят на общезаводских складах.
Дата добавления: 2015-10-29; просмотров: 1573;