Механическая обработка барабанов кранов и ленточных конвейеров
По конструкции грузовые барабаны кранов и ленточных конвейеров могут быть литыми или сварными, что определяет и вид
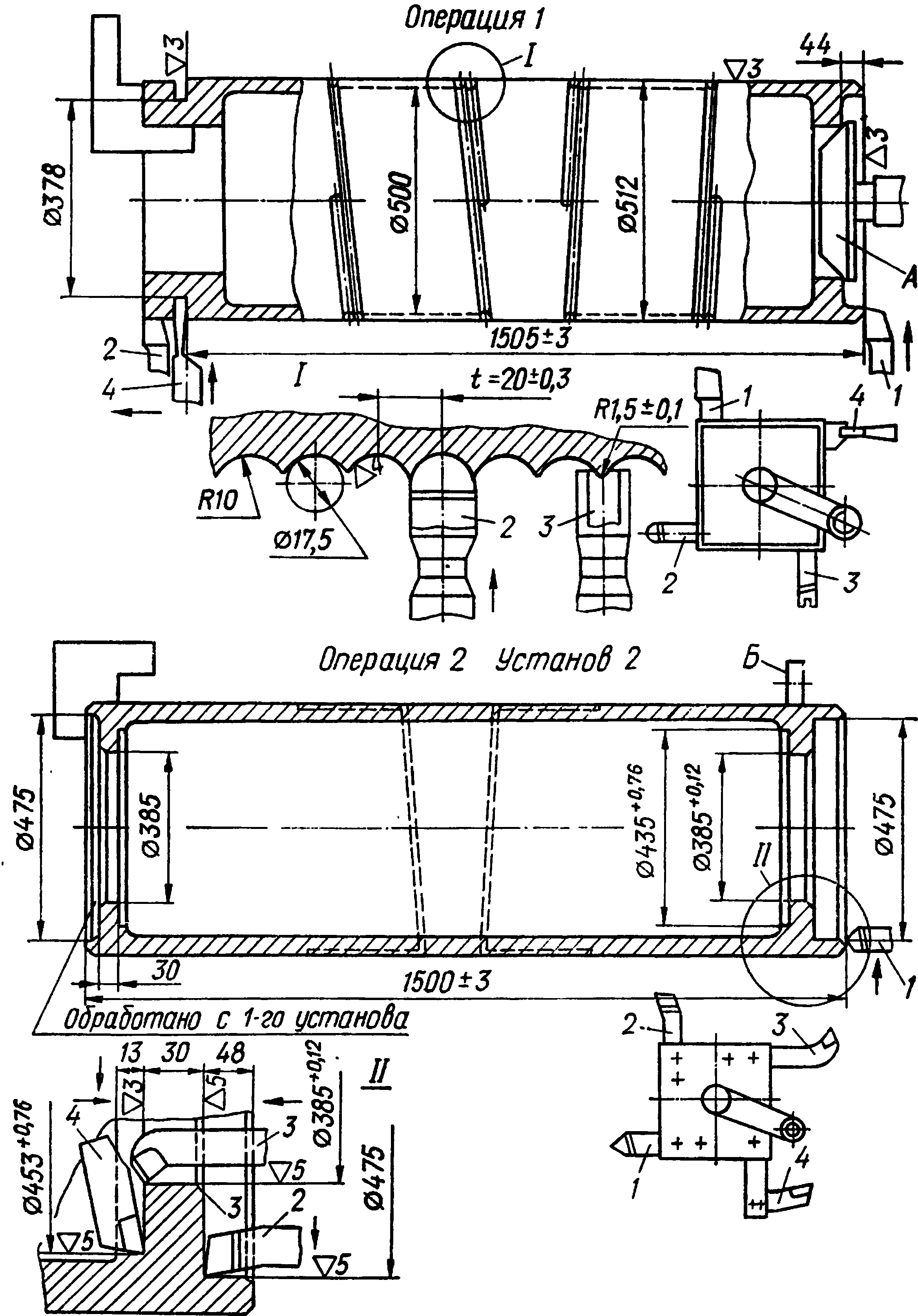
Рис. 37. Основные операции обработки барабана [18]
их заготовок. Литые барабаны изготавливают из стали (Ст 25Л-П) или чугуна (СЧ15-32, СЧ18-36 или СЧ28-42). Отливаются они в песчаные или полукокильные формы. Барабаны сварной конструкции широко применяются в механизмах ленточных конвейеров и специальных кранов. Перед механической обработкой стальные литые и сварные барабаны подвергают нормализации.
Механическая обработка барабанов состоит из токарных операций по обработке наружных поверхностей, растачиванию отверстий и нарезанию ручьев, а также из сверлильных операций. Токарную обработку барабанов выполняют на токарных станк; х в два приема (рис. 37).
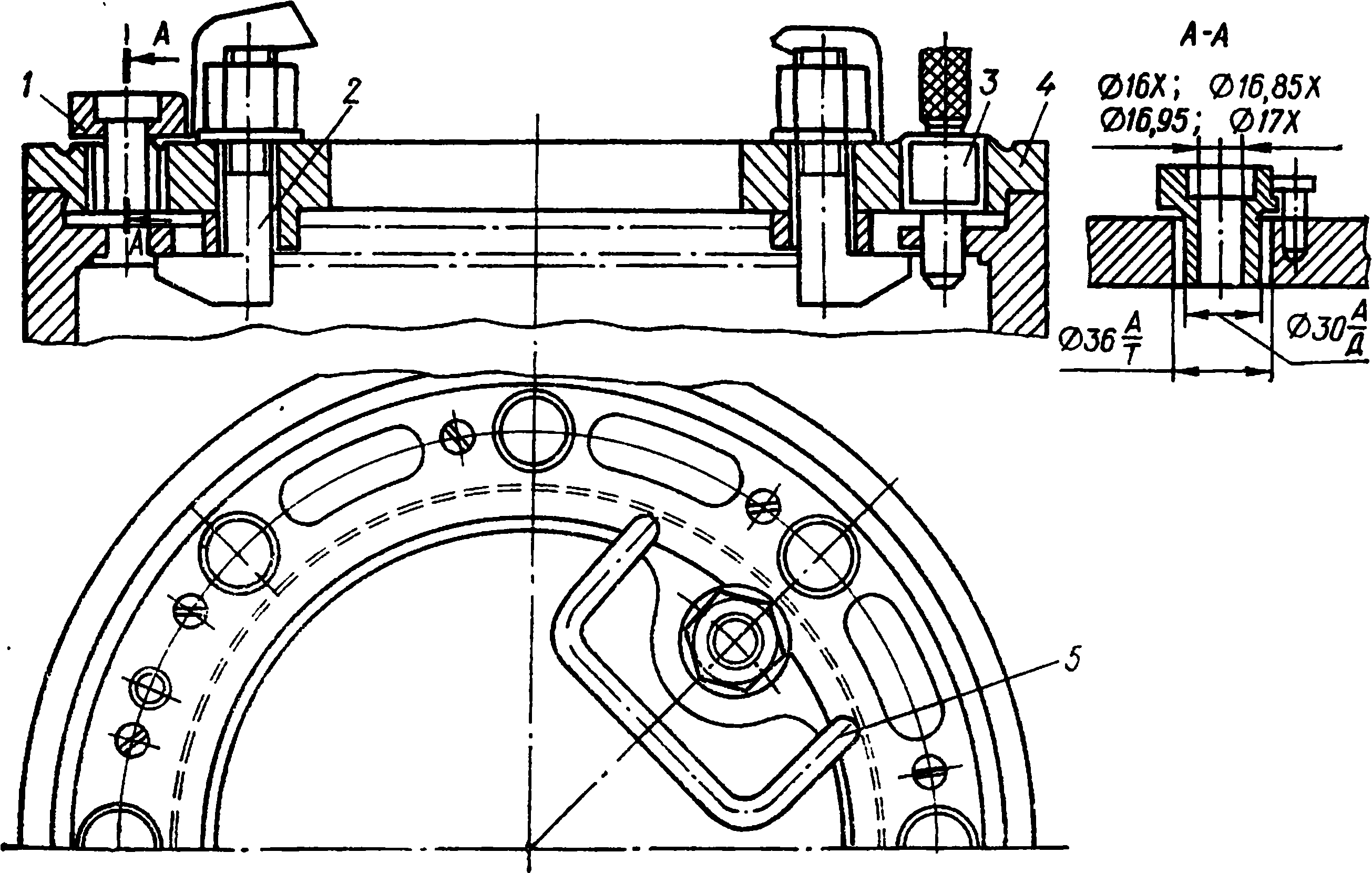
Рис. 38. Кондуктор для сверления отверстий в барабанах [18]:
/ — кондукторные втулки; 2 — Г-образные прихваты; 3 — фиксатор; 4 — корпус; 5 — ручьи
При первой операции один конец заготовки устанавливается в трехкулачковом патроне, а другой опирается на центровой вращающийся диск Л, смонтированный на задней бабке станка. При выполнении второй операции один конец заготовки устанавливается в патроне, а второй опирается на ролики Б гидравлического люнета. На схеме показаны также виды резцов, применяемых при токарной обработке барабанов.
Центральные отверстия барабанов растачивают на расточных станках. Отверстия в стенках барабанов (на цилиндрической поверхности — для болтов прижимных планок, на торцевых — для крепления зубчатых колес и ступиц) сверлят на радиально-сверлильных станках с использованием накладных кондукторов. Типичная конструкция такого кондуктора представлена на рис. 38. При помощи ручек 5 кондуктор устанавливают на заготовку барабана. Базирование кондуктора происходит по выступу в корпусе После закрепления кондуктора Г-образным прихватом 2 сверлят °Дно отверстие, в которое затем вставляется фиксатор 3. Отверстия сверлят через кондукторные втулки 1, имеющиеся в кондукторе и определяющие положение отверстий в барабане.
При сверлении отверстий во второй торцевой поверхности барабан необходимо переустановить (повернуть), что при больших размерах и массе барабана требует значительных затрат времени
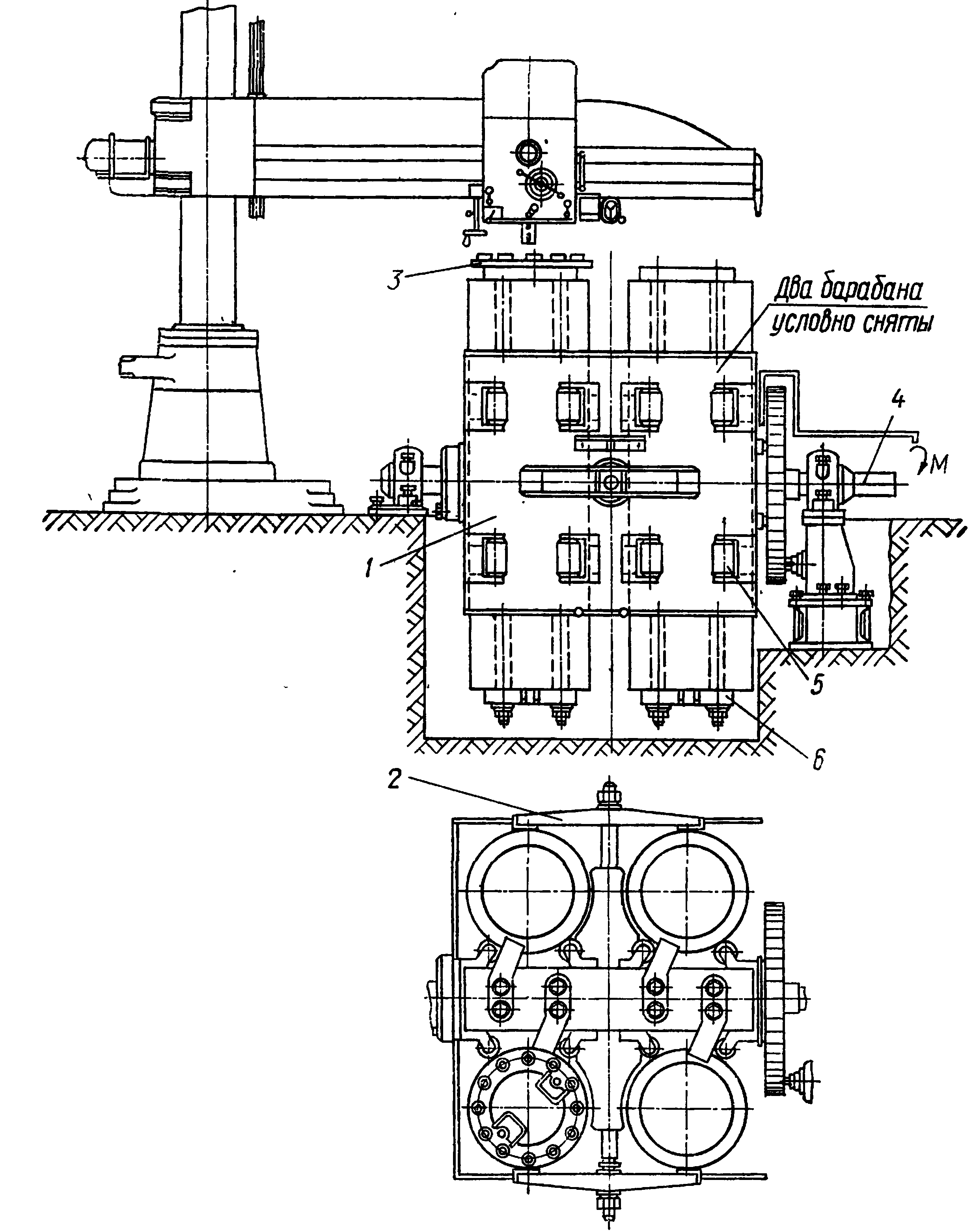
Рис. 39. Схема выполнения сверлильной операции с применением
кантователя:
1 — поворотная рама; 2 — прихваты; 3 — накладной кондуктор; 4 — цапфы; 5 — опорные ролики; 6 — торцевые опоры
С целью сокращения этого времени и полной механизации процесса поворачивания барабана применяют специальные кантователи с установкой в них нескольких барабанов (рис. 39) [18]. Кантователь состоит из поворотной рамы 1, имеющей опорные ролики 5,и торцевые опоры 6. Барабаны закрепляются в раме при помощи прихватов 2 с гидравлическим приводом.
Отверстия в торцах барабанов сверлят по накладному кондуктору 3, после чего раму поворачивают на 180°, вращая ее в цапфах 4, и сверлят отверстия с другого конца. Вращение передается от электродвигателя.
Дата добавления: 2015-10-29; просмотров: 1520;