Механическая обработка грузовых крюков.
На кранах применяют следующие виды грузовых крюков: кованые однорогие при грузоподъемности кранов до 75 т, двурогие — от 5 до 75 т, пластинчатые однорогие — от 37 до 300 т и пластинчатые двурогие — от 100 до 350 т.
Кованые крюки изготавливают из низкоуглеродистых сталей марки Ст20 или Ст20Г. Перед механической обработкой поковки крюков подвергают термической обработке — полному отжигу, что снимает внутренние напряжения в металле, полученные в процессе ковки и штамповки, и снижает твердость металла до 95— 135 НВ.
Технологический процесс механической обработки крюков, зависит от вида заготовки (рис. 46) [181.
Операция 1 — разметка заготовки крюка — начинается с определения геометрической оси крюка. Заготовка в приспособлении базируется на черновую необрабатываемую внутреннюю поверхность зева крюка радиуса r. Величина h2 = h1 ± 4 мм определяется из равенства
h2 = г + с,
где с — размер, устанавливаемый измерением от базовой поверхности.
Правильность разметки определяется равенством значений величины h в сечениях 1—1 и 2—2.
Операция 2 — обработка центрового отверстия в стержне крюка — выполняется на радиально-сверлильных (крюки малых и
средних размеров) или на горизонтально-расточных (крюки больших размеров) станках.
Операция 3 — токарная обработка стержня и нарезание резьбы — производится на токарно-винторезных станках. Заготовка крюка устанавливается на оправку 1 приспособления-патрона и закрепляется в нем при помощи прижима 2. Хвостовая часть заготовки крюка поджимается центром 3 задней бабки станка.
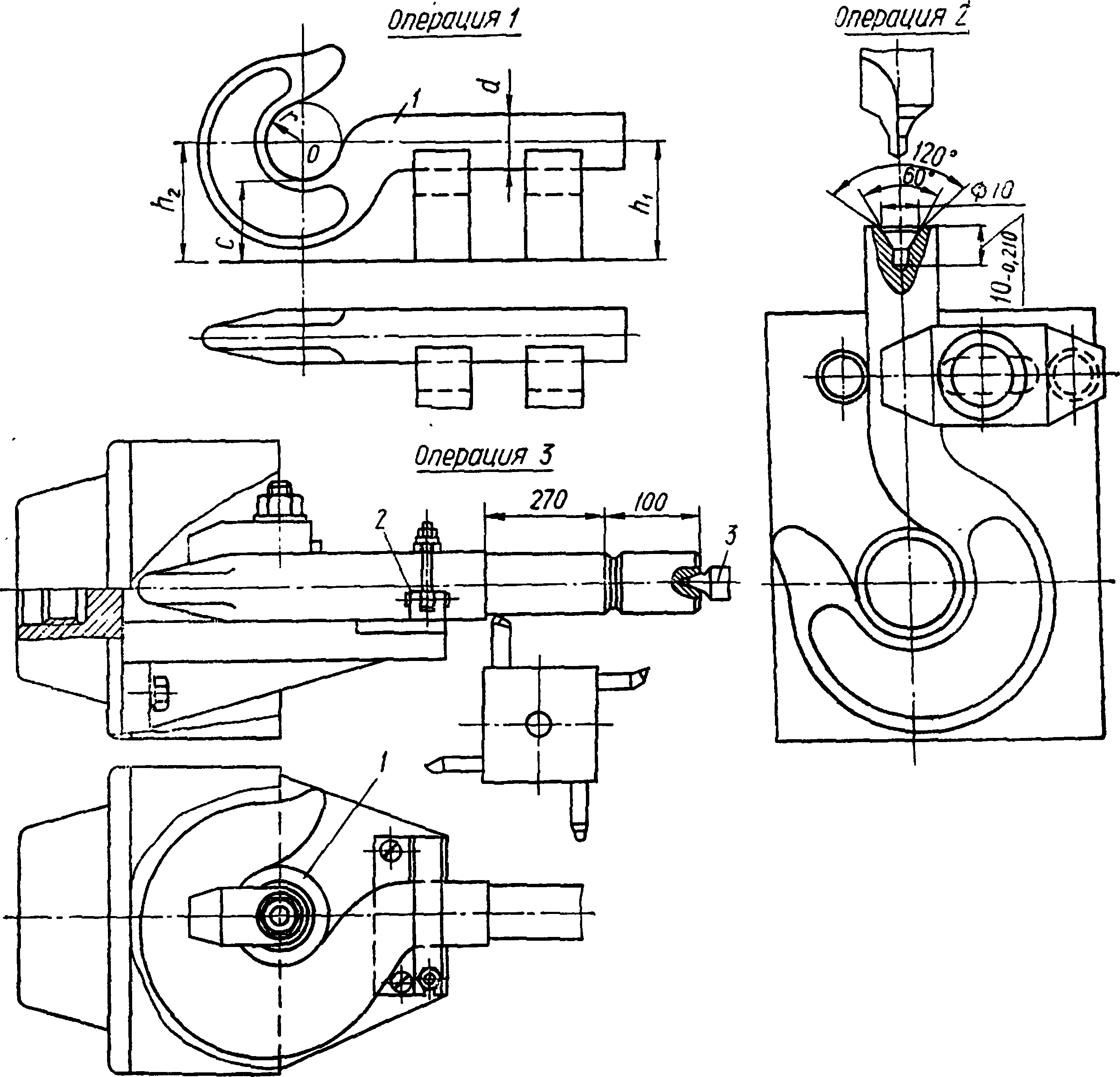
Рис. 46. Эскизы к операциям обработки кованого крюка при крупносерийном
производстве:
1 — оправка; 2 — прижим; 3 — центр задней бабки станка
Маршрутный технологический процесс обработки клепаной заготовки (пакета) пластинчатого крюка включает разметку заготовки и расточку (рис. 47) отверстий диаметром 130А под ось и диаметром 280 А3 — в зевах крюка.
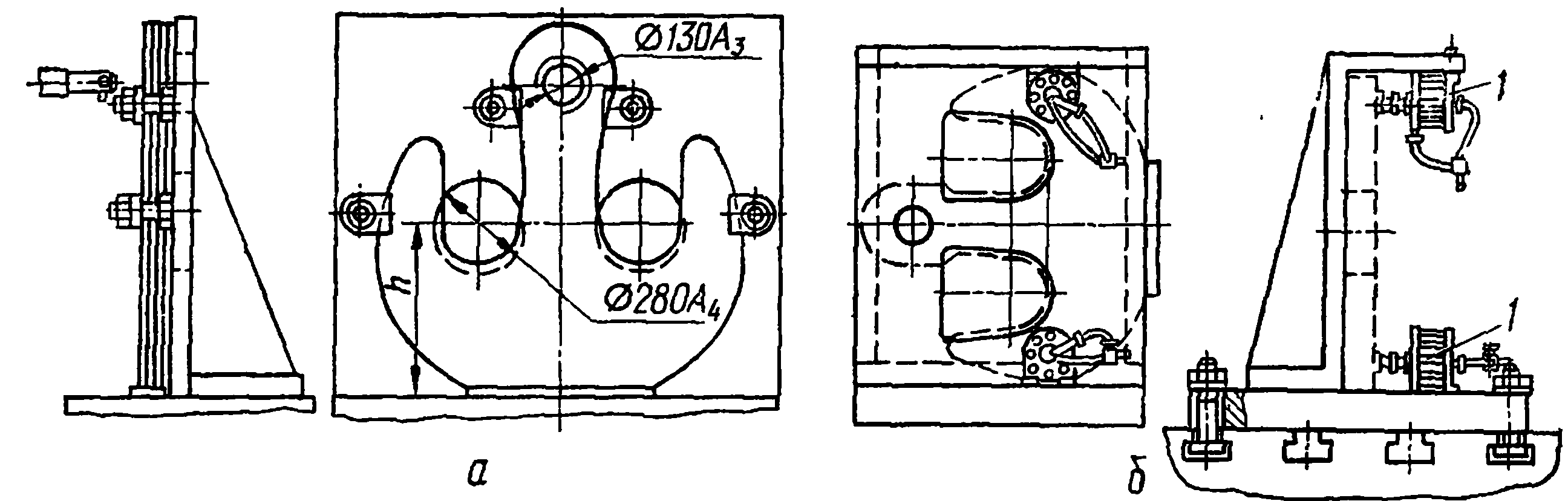
Рис. 47. Схемы установки пластинчатого крюка для обработки на горизонтально-расточном станке:
а — приспособления с винтовыми прижимами; б — специальные приспособления; 1 — цилиндры
Эти отверстия могут растачиваться в простом приспособлении — угольнике с винтовыми прижимами (рис. 47, а) — или в специальном приспособлении, в котором заготовка крюка закрепляется при помощи двух пневматических цилиндров 1 (рис. 47, б). После выполнения этих операций производится разметка крюка для фрезерования мест под установку износных накладок, а затем — непосредственно фрезерование на горизонтально-фрезерном станке.
Заключительной операцией является слесарная обработка (запиловка радиусов под накладки, снятие заусенцев и др.).
Дата добавления: 2015-10-29; просмотров: 3369;