Динамические нагрузки, действующие на тяговый элемент конвейера.
При пуске конвейера тяговому элементу приходится преодолевать кратковременно действующие динамические нагрузки необходимые для преодоления инерции движущихся масс и сопротивлений при трогании с места ходовой части конвейера. Эти нагрузки тем больше, чем тяжелее, подвижные части конвейера, выше скорость их движения и меньше время пуска.
Кроме кратковременно действующих динамических нагрузок, в цепных конвейерах имеют место постоянно действующие динамические нагрузки вследствие периодического изменения скорости цепи на трассе конвейера и необходимого из-за того преодоления сил инерции подвижных масс.
Динамические нагрузки не только увеличивают общую действующего на тяговый элемент продольную силу, но и вследствие многократности действия вызывают в цепях усталостные явления. Определив динамические силы, можно более точно рассчитать размеры тяговых цепей (по сравнению с расчетом по статистическому усилию, определяемому методом «обхода по контуру»).
Помимо продольных динамических сил, вызванных неравномерностью движения, в точке набегания на цепь действуют динамические силы, направленные под углом к оси конвейера и обусловленные тем, что каждый новый зуб входит в зацепление с шарниром цепи с ударом. При большой скорости цепи эти удары могут служить причиной разрушения шарниров, а также возникновения в цепи поперечных колебаний. (При расчетах последние не учитываются, т.к. действуют на небольшой участок цепи с незначительной массой конвейера). Учитываются только продольные колебания.
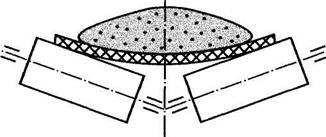
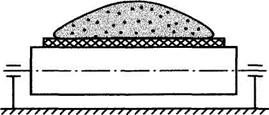
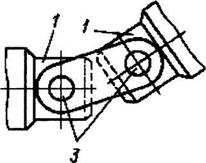
Рассмотрим схему набегания цепи на звездочку или блок с гранями.
б)
Рисунок - Схема движения цепи по звездочке.
Тяговое усилие передается зубом 1, находящемся в зацеплении с шарниром 1`.При дальнейшем вращении звездочки зуб 2 входит в зацепление с шарниром 2`, зуб 3 – с шарниром 3` и т.д. При постоянной угловой скорости звездочки w постоянна и окружная скорость зуба  0=wR, (R – радиус начальной окружности звездочки). Скорость цепи (без учета влияния упругости цепи):
0=wR, (R – радиус начальной окружности звездочки). Скорость цепи (без учета влияния упругости цепи):
 1= 0cos
1= 0cos  =Rwcos ,
=Rwcos ,
где – переменный угол, образуемый радиусом 01 и осью ОY.
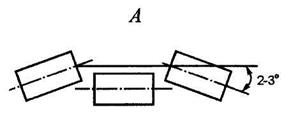
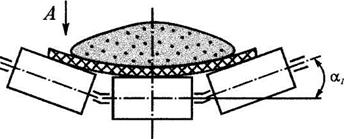
Таким образом, скорость цепи изменяется за период поворота звездочки на центральный угол a, соответствующий одному шагу цепи tц по закону косинусоиды (рис.№ а) при изменении угла от –  /2 до + /2.
/2 до + /2.
Период колебания цепи:
 (z - число зубьев).
(z - число зубьев).
Ускорение j цепи в этот же период изменяется по закону синусоиды:
j=d /dt= - Rw2 sin .
Скорость и ускорение для положений 1, 2, 3:
1) 1= R  cos( /2); j = R 2 sin( /2) = jmax, м/с2;
cos( /2); j = R 2 sin( /2) = jmax, м/с2;
2) 1 = R = max; j = 0;
3) 1= R cos( /2); j = - R 2 sin( /2) = - jmax, м/с2.
Поскольку 
 .
.
Следовательно, величина максимального ускорения цепи прямо пропорциональна квадрату средней скорости цепи q и обратно пропорциональна шагу цепи tц и квадрату числа зубьев звездочки z.
Максимальная динамическая сила на тяговую цепь будет зависеть от приведенной массы движущихся частей конвейера с учетом массы перемещающегося груза, действующего ускорения jmax и коэффициента динамичности Кд.:
Кд зависит от упругих свойств цепи и параметров конвейера (длинны, скорости, шага цепи, числа зубьев и др.)
Для уменьшения динамических нагрузок на тяговый элемент в приводе предусматриваются специальные пусковые устройства: гидравлические, электромагнитные, порошковые муфты, дополнительные сопротивления в цепи ротора электродвигателя и т.д. Эти устройства обеспечивают плавный пуск конвейера, уменьшая динамические нагрузки.
В любом случае динамические нагрузки при пуске не могут быть больше усилий развиваемых электродвигателем с учетом его перегрузочной способности.
Колебания цепи конвейера могут быть опасными для ее прочности, если их частота совпадает с частотой вынужденных колебаний, вызванных неравномерностью хода цепи, в случае возникновения резонанса. Эта опасность устраняется применением уравнительных приводов, обуславливающих равномерную скорость движения цепи.
Примером может служить уравнительный привод с некруглым зубчатым колесом.
Рисунок - Схема уравнительного привода с некруглым зубом.
Уравнительный привод вала 1 с некруглым зубчатым колесом 2, число впадин на котором равно числу зубьев тяговой звездочки 3. Ведущая шестерня 4 посажена на вал 5 с эксцентриситетом е и поворачивается на угол 3600 за время поворота тяговой звездочки на угол 1800/z0. Тяговая звездочка 3 имеет переменную скорость, обеспечивающую практически постоянную скорость цепи 6.
Существуют и другие системы уравнительных приводов.
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Общие сведения
Ленточными конвейерами называются машины непрерывного транспорта, несущими и тяговыми элементами которых является гибкая лента.
Ленточные конвейеры являются одним из наиболее распространенных транспортирующих машин для перемещения самых различных грузов, во всех областях промышленного и с/х производства, при добыче полезных ископаемых, в металлургии, на складах и портах.
Существенным преимуществом ленточных конвейеров являются значительная производительность, которая при больших скоростях движения (6-8м/с) и ширине ленты (2-Зм) достигает 30000т/ч, что во много раз превышает производительность других конвейеров.
Можно назвать и ряд других преимуществ:
- простота конструкции;
- бесшумность в работе;
- высокая надежность даже при работе в тяжелых условиях;
- возможность транспортирования грузов в наклонном направлении вверх и
вниз на большие расстояния (3-5км);
- возможность полной автоматизации;
- легкостью обслуживания и малыми эксплуатационными расходами.
К недостаткам ленточных конвейеров относится:
- высокая стоимость ленты и роликов, составляющая соответственно 50% и
30% общей стоимости конвейера;
- быстрый износ ленты;
- необходимость центровки ленты;
- невозможность применения на криволинейных участках в плане  ;
;
- сложность применения простых приводов.
Возрастающее использование ленточных конвейеров требует повышения их качества и технико-экономических показателей, ставит перед конструкторами и исследователями важные задачи: создание высокопрочных и теплостойких лент, разработка конвейеров большой мощности, снижение материалоемкости конструкций и т.д.
Классификация
В настоящее время существует много типов ленточных конвейеров которые можно классифицировать:
1 По области применения:
а) общего назначения;
б) специальные;
в) подъемные.
2 По характеру установки:
а) стационарные;
б) передвижные;
в) переставные.
3 По виду транспортируемого груза:
а) насыпных грузов;
б) штучных грузов.
4 По типу ленты:
а) с прорезиненной лентой;
б) с металлической цельнотканой лентой;
в) с металлической сетчатой лентой.
5 По форме ленты:
а) плоские;
б) желобчатые ( Вл = 400+2000 мм).
6 По типу и месту установки привода:
а) с однобарабанным приводом;
б) с двухбарабанным приводом;
в) с однобарабанным приводом и прижимным роликом;
г) с однобарабанным приводом и прижимной лентой.
Привод может быть расположен на концах и средней части ленточного конвейера.
7 По геометрии трассы:
а) горизонтальные;
б) наклонные;
в) горизонтально-наклонные.
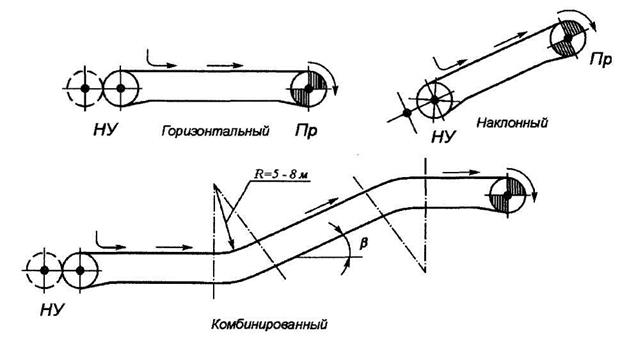
|
| Рисунок 1 |
8 По расположению рабочей ветви:
а) с нижнем расположением рабочей ветви;
б) с верхнем расположением рабочей ветви.
9 По способу разгрузки:
а) с промежуточной разгрузкой с помощью барабанных сбрасывающих тележек;
б) с промежуточной разгрузкой с помощью ножевых сбрасывателей.
10 По типу натяжного устройства:
а) грузовые;
б) винтовые;
в) с механическим приводом расположенным в конце и в средней части
конвейера.
11 По углу наклона:
а) пологие  < 20°;
< 20°;
б) крутонаклонные >20°;
в) вертикальные.
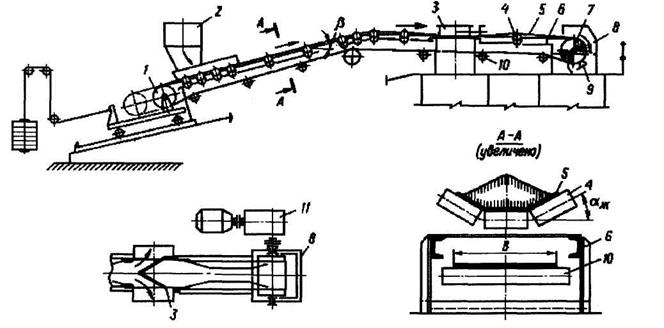
Рисунок 2 Основные составные элементы ленточных конвейеров
1 - задний натяжной барабан; 6 - станина;
2 - загрузочная воронка; 7 - передний приводной барабан;
3 - плужковый (барабанный) пере- 8 - разрузочная воронка;
гружатель; 9 - очистное устройство;
4 - верхние роликоопоры; 10 - нижние роликоопоры;
5 - лента; 11 - привод.
В состав ленточного конвейера могут входить центрирующее устройство, регулирующее устройство, устройство для взвешивания груза на ленте.
Как правило верхняя ветвь рабочая, нижняя - холостая. Угол наклона должен быть примерно на 10° меньше угла трения груза о ленту. Для его увеличения применяют специальную ленту.
Основные направления развития ленточных конвейеров
- увеличение длины;
- повышение производительности (за счет V и qг);
- увеличение угла наклона;
- уменьшение веса конструкции и стоимости;
- повышение срока службы и надежность;
- увеличение мощности привода до 1500-2000 кВт;
- автоматизация;
- стандартизация и унификация;
- принцип агрегатного комплектования узлов.
ОПОРНЫЕ УСТРОЙСТВА
Одним из основных элементов ленточных конвейеров являются опорные устройства.
Роликоопоры или настил (дерево, сталь, пластмасса - применяется очень редко на конвейерах малой длины).
Роликовые опоры
От работы роликов зависят следующие показатели:
- долговечность ленты;
- потребление электроэнергии приводом.
Для транспортирования грузов применяют многороликовые опоры.
Основные параметры роликовых опор установлены ГОСТ 22645-77 и 22646-77.
В соответствии с назначением роликоопоры делятся на две группы: для рабочей (верхней) и нерабочей (нижней) ветви.
Верхние роликоопоры бывают прямыми и желобчатыми на 2х, 3х и 5х роликах; амортизирующими, центрирующими, регулирующими.
| Рисунок 1 |
| Двухроликовые при Вл =300...650 мм |
|
Рисунок 2 Трехроликовые (  = 20° - 30°) для тросовой ленты = 35°, = 20° - 30°) для тросовой ленты = 35°,
|
Однороликовые применяют для плоской ленты малой производительности и для нерабочей ветви.
при Вл =800... 1600 мм
|
|
Рисунок 3
Пятироликовые при Вл = 1600...3500 мм
Различают три типа роликоопор:
- жесткий став - жесткая навеска роликов;
- жесткий став - амортизирующая навеска роликов;
- канатный став - жесткая навеска роликов.
|
Роликоопора должна быть податливой в вертикальной плоскости и не увлекаться лентой по ходу ее движения.
Помимо жесткого соединения роликов имеется шарнирное соединение роликов.
При транспортировании влажных и химически агрессивных грузов применяются подвесные рисунок4 роликоопоры с гибкой осью из стального каната
(канатный став), на котором закреплен комплект
резиновых или пластмассовых дисков-роликов (рис. 4). Гибкие роликоопоры имеют только два подшипника, подвешиваемых к станине конвейера. Канатный став обеспечивает более плавное прилегание ленты к роликам.
В общем случае роликоопора состоит из стоек 1, роликов 2, основания 3.
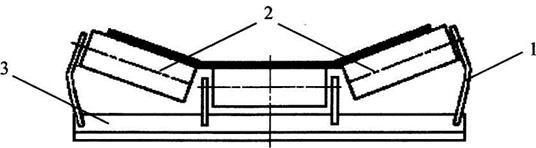
Рисунок 5
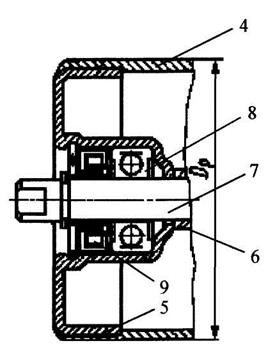
Рисунок 6
Ролик содержит обечайку 4, в которую завальцованы вкладыши 5, соединенные с распорной трубой 6. Подшипник 8 одет на ось 7,9- уплотнение.
Для защиты подшипника с внешней стороны от пыли применяются сложные лабиринтно-войлочные уплотнения с дополнительными контактными шайбами или без них, в некоторых случаях применяется манжетное уплотнение. С внутренней стороны подшипник защищен шайбой, жировыми канавками во вкладыше или внутренней трубе.
Смазка роликоопор может быть: индивидуальной, центральной и закладной.
Выбор диаметра ролика
Производится из условий:
1) момент трения ленты без груза о ролик больше момента трения в подшипни
ках и уплотнениях, иначе лента будет скользить по роликам;
2) центробежная сила вращающегося ролика не должна отрывать груз от ленты
при огибании ролика.
Диаметр ролика повышается с увеличением плотности и кусковатости груза, ширины и скорости движения ленты В, однако чрезмерное увеличение нежелательно, т.к. возрастает его масса и стоимость.
ГОСТом предусматриваются
| Диаметр | 194, 219, 245 | ||||
| В | 400...800 | 400... 1200 | 800... 1200 | 800... 1400 | 800... 3500 |
Зависимость диаметра ролика от  , В,
, В,  приведены в табл. 4.4 [1].
приведены в табл. 4.4 [1].
8 Амортизирующие ролики
Устанавливаются в зоне загрузки ленты, служат для смягчения ударов падающего груза и предохранения ленты от повреждений. На корпус ролика одеваются упругие резиновые шайбы (раздельные - а или сплошные - а').

|
|
а) а')
Рисунок 7
Конструктивно выполняют плоскими или желобчатыми. Вместо них иногда применяют ролики на пружинящих опорах. Они применяются в конвейерах транспортирующих тяжелые насыпные грузы (руда, камень).
Центрирующие роликоопоры
В процессе работы конвейера по различным причинам возможен поперечный сдвиг ленты с роликов (причины: одностороння загрузка ленты, налипание груза на барабанах и роликах, неправильная стыковка ленты и т.п.).
Для автоматического выравнивания хода ленты служат центрирующие роликоопоры.
Центрирующая желобчатая роликоопора (рис. 8, а) имеет трехроликовую опору 1, установленную на поворотной раме 3, которая устанавливается на вертикальной оси 4. К раме прикреплены рычаги 5 с дефлекторными роликами 2. Лента при смещении в сторону давит на дефлекторные ролики и вся поворотная рама разворачивается вокруг вертикальной оси. В результате образуется восстанавливающий момент от самой ленты, который заставляет ленту идти к центру роликоопоры. После возвращения ленты в центральное положение, роликоопора движением самой ленты автоматически устанавливается в нормальное положение. Эти опоры применяются при  > 40 м.
> 40 м.
Центрирующая роликоопора с тормозными колодками (рис. 8,в) применяется для реверсивных конвейеров; имеет поддерживающий ролик 1, дефлекторные ролики 2, рычаги 6 с тормозными колодками 7.
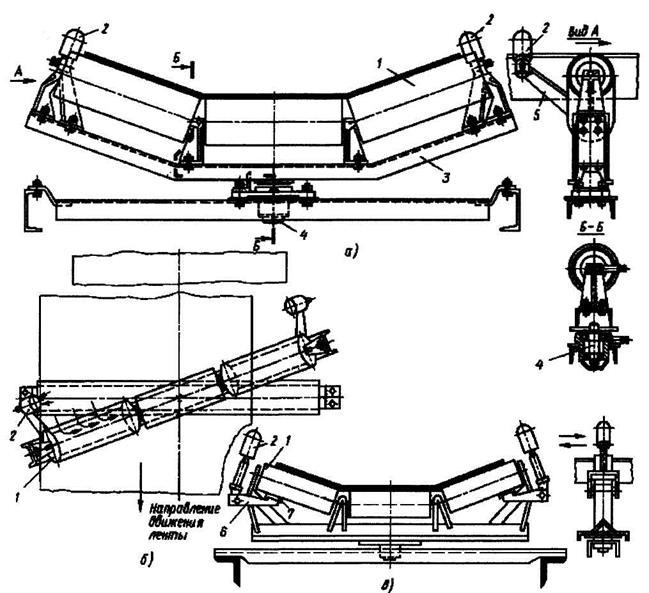
Рисунок 8
У конвейеров большой мощности применяются батареи центрирующих роликов (2-3 шт.). Их недостатком является большая высота дефлективных роликов, что затрудняет разгрузку конвейера передвижными разгрузочными станциями.
Имеются центрирующие роликоопоры с дебалансными кольцами. Для холостой ветви используются роликовые батареи (3 шт.) или прямые ролики наклонные в вертикальной и горизонтальной плоскостях на 2... 3°.
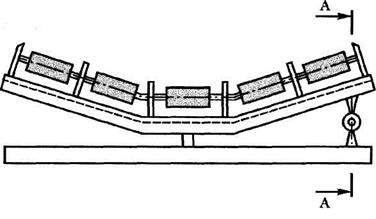
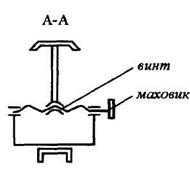
Регулирующие роликоопоры
Предназначены для устранения сбегов ленты в сторону, вызванных постоянными причинами: неравномерной загрузкой, ребровой кривизной ленты, действием ветра. Корректирующий поворот рамы устанавливают с помощью винтового механизма.
|
|
Рисунок 9
Очистные роликоопоры могут быть дисковыми или спиральными, вибрационные почти не применяются.
Схема расстановки роликоопор
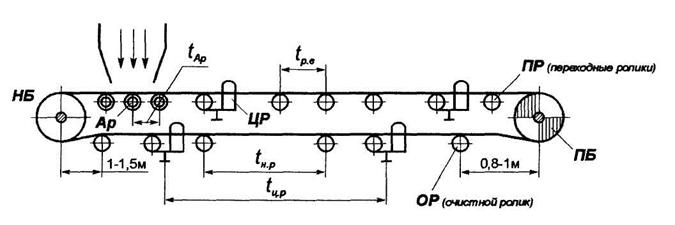
Рисунок 10
tАР = 0,5tрв, tpв=1,2 -1,6м, tн.р=2 tpв , tц.р = (10-14)/ tpв,(20...25м).
ОТКЛОНЯЮЩИЕ УСТРОЙСТВА
Направление движения ленты изменяется при помощи концевых оборотных (рис. 1а) и отклоняющих (рис. 1б) барабанов, роликовой батареи (рис. 1в) и по кривой свободного провисания ленты (рис. 1г).
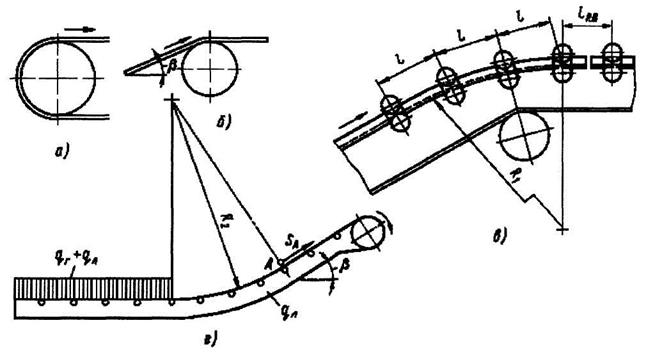
Рисунок 1
Переход ленты от наклонного положения к горизонтальному целесообразен для обратной ветви конвейера, а также для грузонесущей ветви с прямыми ролико-опорами. Диаметр отклоняющего барабана определяется по формуле
D = KаKб i (для резинотканевой ленты)
D = KбDб (для резинотросовой ленты),
где Ка - коэффициент, зависящий от типа прокладок;
Кб - коэффициент, зависящий от назначения барабана;
Dб - диаметр приводного барабана.
На конвейерах с желобчатыми роликоопорами переход выполняется на роликовой батарее из трех-пяти роликоопор для сохранения желобчатости ленты и исключения возможности просыпания груза. Роликоопоры устанавливают на расстоянии  в 2-2,5 раза меньше, чем на прямом участке (рис. 1в).
в 2-2,5 раза меньше, чем на прямом участке (рис. 1в).
Теоретический радиус выпуклого участка ленты на отклоняющей роликовой батарее зависит от ширины и типа ленты, угла наклона боковых роликов, устанав-
ливаемых на криволинейном участке, и натяжения ленты в верхней точке участка (рис. 1в)
 ,
,
где В - ширина ленты; р — угол наклона бокового ролика, град.
 -относительное удлинение ленты от натяжения в конце выпуклого
-относительное удлинение ленты от натяжения в конце выпуклого
участка трассы.
ЗАГРУЗОЧНЫЕ УСТРОЙСТВА ЛЕНТОЧНЫХ
КОНВЕЙЕРОВ
Конструкция загрузочных устройств зависит от характеристики транспортируемого груза и способа подачи его на конвейер.
Штучные грузы подаются на конвейер при помощи направляющих лотков или укладываются на конвейер.
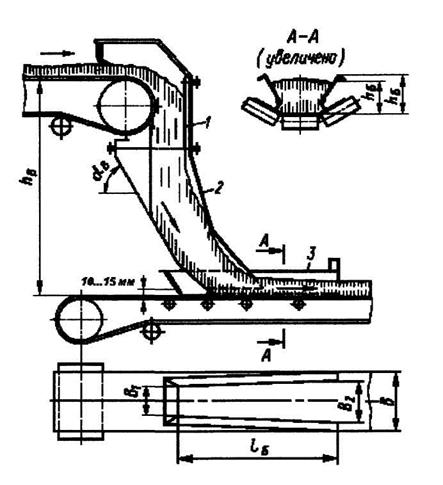
Рисунок 1
Насыпные грузы подаются на конвейер при помощи загрузочной воронки 2 и
направляющего лотка 3 (рис.1), которые формируют поток груза и направляют его в середину ленты. Для обеспечения высокого срока службы ленты и роликоопор высота падения груза из воронки на ленту должна быть минимально возможной, а скорость и направление подачи груза должны быть близки к скорости и направлению движения загруженной ленты, это условие наиболее точно выполняется при параболическом очертании направляющей стенки воронки, которая воспринимает удары падающего груза. Углы наклона стенок воронки в на 10-15° больше углов трения груза о стенки.
Для предохранения передней стенки от износа:
- устанавливают броневой щит 1 из закаленной стали;
- устраивают отдельные отсеки (карманы);
- устанавливают листы износостойкой резины.
Наилучший результат - при футеровке стенки гребенчатой износостойкой резиной.
После выхода груза из створа направляющих бортов он должен находится в состоянии покоя. Соблюдение этого требования является основным для определения длины бортов.
Длина направляющих бортов  равна пути скольжения груза по ленте и определяется в зависимости от начальной скорости груза
равна пути скольжения груза по ленте и определяется в зависимости от начальной скорости груза  гр, скорости ленты л, и силы давления груза Q.
гр, скорости ленты л, и силы давления груза Q.
При разгоне на некоторую массу т сыпучего груза, находящемуся на участке ленты загрузочного устройства действуют следующие силы:
- тяжести mg;
- трения о стенки бортов F6 = mgkбfб;
- инерции  ,
,
- j — ускорение при разгоне;
- трения о ленту Fn = Nfn =mgcos fJl.
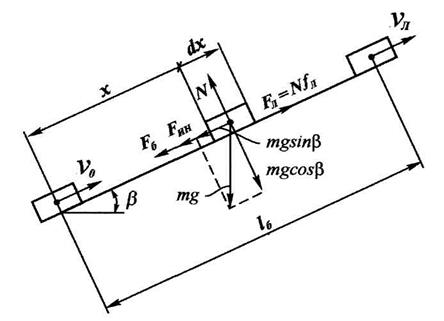
Рисунок 2
В соответствии с расчетной схемой и принципом Даламбера сумма проекций этих сил на направлении движения ленты равна нулю.


 , т.к.
, т.к.  , то
, то

 ,
, 
где Кб - коэффициекг бокового давления груза на направляющие борта;
fл - коэффициент трения груза о ленту;
fб - коэффициент трения груза о направляющие борта;
lб - минимальная длина бортов. Обычно принимают: lб = (1,25...2)В;
hб = (0,3...0,5)В; В1  0,5В; В2 0,6В.
0,5В; В2 0,6В.
Средняя масса груза, приходящаяся на 1 м длины борта

Расчетная производительность
Q = 3600FVср 
где vcp - средняя скорость движения груза;
bср - расстояние между бортами;
 объемная масса груза.
объемная масса груза.
Средняя высота груза
 ,
,
Используя гидростатический закон распределения давления груза по высоте борта hcp (рис. 3), можно принять, что сила воздействия груза на борт равна среднему давлению, уменьшенному на площадь борта.
Nб= 
Дата добавления: 2015-10-22; просмотров: 6336;