Загальні застави вібраційного формування
Сутність вібраційного формування полягає у тому, що на порошковий матеріал, який знаходиться під статичним тиском або без нього, впливає вібрація. При цьому значно знижується тиск пресування, підвищується рівномірність розподілу ільності у виробі і її максимальні значення.
Позитивний вплив вібрації на процес ущільнення пов'язаний з порушенням первинних зв'язків між частинками порошку, що полегшує процес їх структурної деформації за рахунок зниження коефіцієнтів внутрішнього і зовнішнього тертя. По І. І. Блехману і Г. Ю. Джанелідзе ефективний коефіцієнт тертя при русі частинки по шорсткій поверхні під дією вібрації може бути визначений так:
 , (9.1)
, (9.1)
де  – класичний коефіцієнт сухого тертя;
– класичний коефіцієнт сухого тертя;
 – амплітудне значення змінної сили вібраційної дії;
– амплітудне значення змінної сили вібраційної дії;
 – нормальна реакція.
– нормальна реакція.
При  ефективний коефіцієнт тертя за рахунок порушення контакту між частинками прямує до нуля. Як наслідок переміщення частинок при їх структурній деформації під час ущільнення може відбуватися під впливом дуже малих сил. Таким чином, при вібраційному пресуванні частинки порошку можуть навіть під дією власної ваги перемішатися в положення, відповідні мінімуму потенційної енергії і укладатись більш щільно. Крім того, в цьому випадку має місце більш рівномірний розподіл тиску і деформацій в матеріалі, що ущільнюється.
ефективний коефіцієнт тертя за рахунок порушення контакту між частинками прямує до нуля. Як наслідок переміщення частинок при їх структурній деформації під час ущільнення може відбуватися під впливом дуже малих сил. Таким чином, при вібраційному пресуванні частинки порошку можуть навіть під дією власної ваги перемішатися в положення, відповідні мінімуму потенційної енергії і укладатись більш щільно. Крім того, в цьому випадку має місце більш рівномірний розподіл тиску і деформацій в матеріалі, що ущільнюється.
Можливі три відмінні один від одного схеми вібраційного ущільнення (рис.139) за допомогою "вібруючих пуансонів" (а); "вібруючого контейнера і вібруючих пуансонів" (б); "вібруючого контейнера" (в).
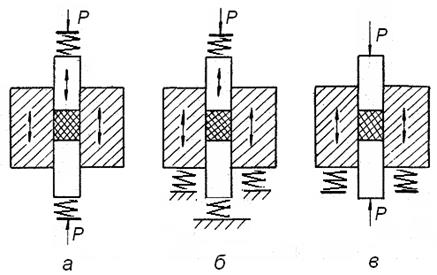
Рисунок 139 – Схеми вібраційного формування
Крім того, розрізняють два процеси ущільнення під впливом вібрації.
1. Вібраційне формування під впливом динамічних зусиль змінної величини. З фізичної точки зору такий процес вібраційного формування відрізняється від статичного пресування тим, що пластичній деформації або крихкому руйнуванню частинок передує більша структурна деформація. При цьому динамічний тиск за величиною практично може не відрізняється від тиску статичного пресування тих же порошків.
2. Вібраційне формування під дією власної ваги або тиску, який у багато разів менший від тиску статичного пресування тих же порошків. Процес характеризується високим ступенем структурної деформації порошкового тіла, який дозволяє одержувати вироби високої щільності навіть при прикладенні незначного зовнішнього тиску.
Застосування другого варіанту вібраційного ущільнення в поєднанні з схемою "вібруючого контейнера" дозволяє при відносній простоті апаратурного оформлення одержувати вироби з високим ступенем рівномірності розподілу щільності по їх об'єму. В цьому випадку ефективність застосування вібраційного формування також обумовлюється значним зниженням (в 10–100 разів) тиску пресування в порівнянні із статичним пресуванням, спрощенням і зниженням матеріаломісткості устаткування і оснащення, що використовують при цьому. Особливо ефективним є застосування методу вібраційного ущільнення при формуванні виробів з порошків твердих, крихких матеріалів, що вимагають високого тиску при статичному пресуванні або введення зв’язок.
На процес вібраційного ущільнення і властивості кінцевих виробів впливають, параметри вібрації, властивості вихідних порошків , час процесу, геометрія виробу, наявність мастил і зв'язок.
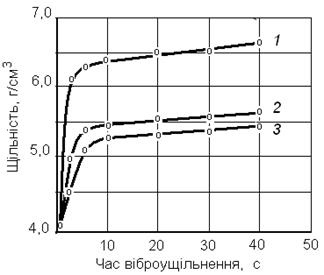
Найбільш істотний вплив на процес вібраційного ущільнення мають частота і амплітуда коливань, а також прискорення. Звичайно із збільшенням частоти коливань щільність виробів збільшується (рис.140). Проте при ущільненні порошків деяких матеріалів, наприклад типу САП з пластинчастою формою частинок (на відміну від порошків, які мають сферичну форму), ця залежність немонотонна (рис.140, 2,3). При досягненні певної оптимальної частоти подальше її збільшення призводить до зниження щільності виробу. При цьому збільшення часу ущільнення може призводити до деякого зниження інтенсивності зменшення щільності (рис.140, 1, 2).
Такий характер зміни щільності виробу від частоти вібрації при вібраційному формуванні несферичних порошків обумовлений тим, що такі порошки менш чутливі до зміни параметрів вібрації. Несферичні порошки можуть незворотньо "розпушуватися", що зменшує їх щільність. Більша їх структурна деформація можлива за рахунок додаткових енергетичних витрат, що і спостерігається при збільшенні часу ущільнення (рис.140, 1, 2).
Враховуючи викладене вище оптимальні значення частоти вібраційного ущільнення залежатимуть від властивостей вихідного порошку, (розмір і форма частинок, густина матеріалу частинок тощо), маси матеріалу, який ущільнюється та іншого.
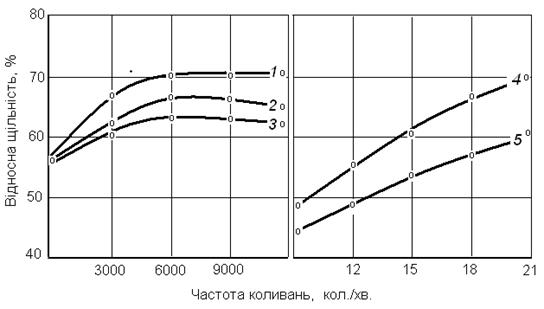
1 – САП ( А = 40 мкм, Т = 180 с); 2 – САП (А = 40 мкм, Т = 60 с);
3 – САП (А = 40 мкм, Т = 2 с); 4 – Мо (400 мкм); 5 – Мо (А= 100 мкм)
Рисунок 140 – Залежність щільності формовок від частоти вібрації
В цілому найбільша швидкість ущільнення спостерігається при резонансних частотах. При цьому при ущільненні великогабаритних виробів слід вибирати частоту вимушених коливань близьку до частоти власних коливань частинок, а при ущільненні виробів невеликих розмірів вибирають частоти, близькі до власних коливань вібруючої системи. При цьому необхідно враховувати, що, за інших рівних умов, частота власних коливань великогабаритних об'ємів порошкової системи нижча, ніж малогабаритних. Це обумовлено тим, що при великих масах матеріалу, який ущільнюється, порушенню зв'язків між частинками перешкоджає маса вище розміщених шарів порошку.
Істотний вплив на частоту вібрації має розмір частинок вихідного порошку.. Вищі частоти вібрації застосовують для ущільнення дрібних порошків, що мають малі інерційні сили. Збільшення частоти збільшує інерційні сили, що сприяє порушенню сил зв'язку між частинками, і, тим самим, більш повній структурній деформації порошкової системи. Так, наприклад, при ущільненні за допомогою вібраційного формування невеликих об'ємів порошку (до 1 дм3) при зменшенні розміру його частинок від 100 мкм до 1 мкм частоти повинні збільшуватися з (6–8) ×103 коливань за хвилину до 18×103 і більше.
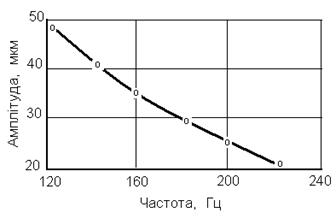
За інших рівних умов на ступінь ущільнення порошків також впливає амплітуда коливань. В цілому збільшення амплітуди сприяє ущільненню в тих межах, поки її збільшення не стане причиною переважання процесів розпушування порошку над процесами ущільнення. У зв'язку з цим вплив властивостей порошку, який ущільнюється, а також інших параметрів вібраційного ущільнення на залежність щільності виробів від амплітуди коливань неоднозначна (рис.141).
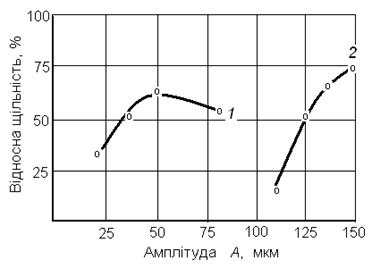
| 1 – САП (частота 100 Гц, час 180 с); 2 – молібден (частота 250 Гц, час 15 с) Рисунок 141 – Залежність густини виробів від амплітуди коливань при вібраційному ущільненні |
Звичайно із зменшенням розміру частинок порошку значення оптимальної амплітуди зменшуються. У протилежному випадку можливе виникнення шаруватих тріщин. Максимальне ущільнення кожного порошку відбувається тільки при оптимальних для нього співвідношеннях частоти і амплітуди, які між собою взаємно зв'язані, як це, наприклад, спостерігається при вібраційному ущільненні порошку суміші твердого сплаву ВК6 (рис.142). Чим вища частота, тим нижче значення оптимальної амплітуди.
| Рисунок 142 – Максимально допустимі значення амплітуди коливань при вібраційному ущільненні порошку ВК6 в залежності від частоти вібрації |
Істотним при вібраційному ущільненні є прискорення, які набуваються частинки вихідного порошку. Так, при ущільненні порошків з частинками малої маси (розмірів) для збільшення інерційних сил, що сприяють руйнуванню зв'язків між частинками, необхідно разом із збільшенням частоти вібрації збільшувати прискорення, яке пропорційне амплітуді коливань А і квадрату частоти, тобто
 . (9.2)
. (9.2)
В цьому випадку також збільшується енергія частинок
 . (9.3)
. (9.3)
Досягненню максимально можливої щільності при вібраційному ущільненні сприяє тиск, прикладений ззовні. При цьому його значення для досягнення однієї і тієї ж щільності виробу в 4–100 разів менший, ніж при статичному пресуванні. Проте, як показано в роботах В. В. Іващенка, слід враховувати, що залежно від умов вібраційного ущільнення дійсний тиск, що впливає на ущільнення порошку, складається із статичного і динамічного. В результаті максимальне зусилля, що прикладається до пороку при його вібраційному ущільненні з прикладанням зовнішньо статичного тиску, може значно перевищувати його (табл.42). При цьому максимальне зусилля залежить від параметрів вібрації.
Таблиця 42 – Тиск статичного і вібраційного пресування порошків заліза марки ПШ-2М до відносної" щільності 41%
| Параметри | Тиск статичного пресування, кН/м2 | Тиск вібраційного пресування, кН/м2, при частоті, Гц | |||
Додатковий статичний тиск
Тиск, що максимально розвивається, при вібраційному пресуванні
Відхилення
 від, від,  , % , %
| – | -12,7 | -14,3 | -7,95 | +4,75 |
Знання максимального зусилля, що прикладається до порошку при його вібраційному формуванні, важливе для з'ясування механізмів ущільнення, які при ущільненні твердих, крихких і пластичних матеріалів відрізняються один від одного. При ущільненні твердих, крихких матеріалів вібраційна дія викликає руйнування первинних зв'язків між частинками порошку, що призводить до їх ефективної структурної деформації, що призводить до найщільнішого укладання частинок. При цьому механізм структурної деформації якісно відрізняється від структурної деформації при статичному пресуванні і вимагає значно менших зовнішніх зусиль. Після завершення структурної деформації енергія вібраційної дії поглинається пружними деформаціями порошку. Останнє після закінчення вібрації може призвести до зменшення щільності виробів або навіть до їх руйнування за рахунок пружної післядії.
Механізм структурної деформації пластичних матеріалів практично не відрізняється від такого для непластичних.
Проте після завершення структурної деформації пластичних матеріалів значення тиску в місцях контактів частинок один з одним можуть перевищити межу текучості матеріалу і викликати пластичну деформацію частинок, що призводить до збільшення щільності і міцності виробу. І чим вищий тиск, тим вища ступінь пластичної деформації.
При вібраційному пресуванні пуансон періодично відривається від порошку, що змінює умови контактного тертя між порошком, пуансоном і стінками прес-форм. Це призводить до зменшення тертя і до більш рівномірного розподілу деформації і щільності у виробі. За інших рівних умов вказані явища призводять до зменшення тиску, що прикладається ззовні, в порівнянні з статичним пресуванням.
Слід мати на увазі, що вібраційне ущільнення порошкової системи, що знаходиться під певним статичним тиском, в більшості випадків протікає з меншою інтенсивністю, ніж при вільному ущільненні (рис.143). І чим вищий тиск, що прикладається і менша частота коливань, тим нижча щільність.
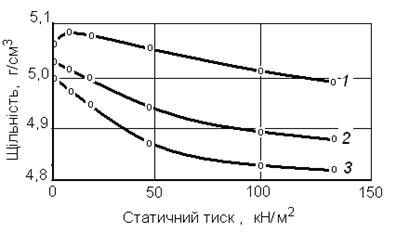
| 1 – 100; 2 – 50; 3 – 25 Рисунок 143 – Залежність густини виробів з мідного порошку фракції -016 +01 від тиску, прикладеного з зовні, при амплітуді коливань 35 мкм і різній частоті (Гц) |
Для підвищення щільності виробів в цьому випадку необхідно збільшувати частоту коливань до тих пір, поки потужність імпульсу не перевищуватиме зростаючі в результаті прикладеного ззовні тиску сили тертя. Проте з енергетичної точки зору такий процес не є оптимальним.
В цьому відношенні більш доцільне прикладання тиску на завершальному етапі ущільнення, коли процес вільного віброущільнення вичерпав свої можливості. При цьому найбільший ефект має місце прикладання відносно невеликого тиску (рис.144).
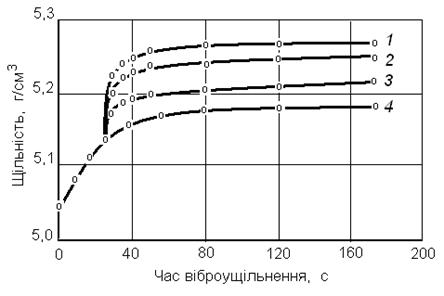
| 1 –5; 2 –50; 3 – 200 ; 4 – вільне ущільнення Рисунок 144 – Залежність густини пресувань з мідного порошку фракції –016+01 від часу ущільнення при частоті 50 Гц, амплітуді 35 мкм і тиску (кН/м2) |
Ефективність прикладання тиску також збільшується із зменшенням розміру частинок порошку і збільшенням ущільнюваних об'ємів. Останнє обумовлене тим, що із зменшенням розміру частинок і збільшенням об'єму збільшуються сили контактного тертя між частинками. Останнє перешкоджає їх взаємному переміщенню і, тим самим, є причиною зростання кількісті дефектів укладання, що утворюються в результаті структурної деформації при вільному віброущільненні. Прикладання тиску сприяє усуненню цих дефектів.
В цілому наявність зовнішнього навантаження при вібраційному ущільненні має позитивне значення. Оптимальні її значення знаходяться в межах 0,5–15 МПа.
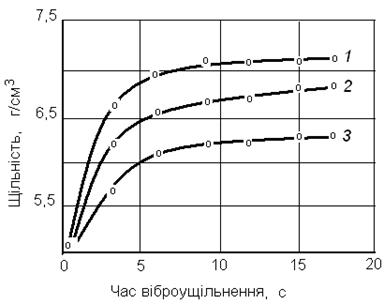
Час вібраційного ущільнення до отримання максимальної щільності виробів для даних умов формування, як правило, невеликий і складає 5–30 с. Причому найбільша швидкість ущільнення має місце в перші 3–5 с (рис.145, 146).
| 1 –12; 2 –9; 3 –3 Рисунок 145 – Залежність щільності твердосплавної суміші (94% С + 6%Со) від часу ущільнення при різному тиску (МПа) |
Час ущільнення залежить від параметрів вібраційного пресування і властивостей порошків, перш за все гранулометричного складу. Час ущільнення до максимальних значень щільності зменшується для порошків з частинками простої форми, і чим вище сферичність частинок, тим менше час ущільнення, що пов'язане із зменшенням в цьому ж напрямі міжчасткового тертя, що утрудняє відносне переміщення частинок при їх структурній деформації. Триваліше ущільнення порошків з частинками, що мають шорстку поверхню (наприклад, одержаних гідрометалургійними методами), а також конгломератних порошків (одержаних відновленням) відбувається тому, що разом з високими значеннями міжчасткового тертя порошки також мають можливість ущільнюватися з часом за рахунок руйнування виступів на поверхні частинок і конгломератів (рис.146, 3). Проте триваліше ущільнення разом з незначним збільшенням щільності призводить до збільшення внутрішніх напруг у виробі. Тиск при вібраційному пресуванні одних і тих же порошків практично не впливає на час ущільнення. Спостерігаються тільки інтенсивніше зростання щільності в початковий період ущільнення і, як наслідок, вищі значення кінцевої густини (рис.146, 2)
| 1 – суміш карбонільного і відновленого залізного порошку (частота 10000 коливань в хвилину, Р=2,1 МПа); 2 – карбонільний порошок (частота 14000 коливань в хвилину, Р=3,16 МПа; 3 – карбонільний порошок (частота 14000 коливань в хвилину; Р=2,1 МПа) Рисунок 146 – Залежність щільності від часу ущільнення залізного порошку за різних умов |
У той же час процес ущільнення відбувається тим інтенсивніше, чим вищі частота і амплітуда вібрації. При цьому спостерігаються оптимальні їх значення. Коли частоти і амплітуди менші оптимальних, то ущільнення відбувається швидко, але значення щільності, що максимально досягаються, можуть знижуватися за рахунок розпушування порошкової системи.
Як наголошувалося, важливе значення для отримання максимально щільних виробів при вібраційному формуванні має гранулометричний склад вихідних порошків. Найвищі значення щільності досягаються при ущільненні порошків, що містять дві і більше фракції. При цьому важливим є співвідношення розмірів частинок окремих фракцій, яке повинне бути таким, щоб дрібніша фракція повністю просівалася через паралелограмну пору, утворену частинками крупної фракції. Повне просівання забезпечується при виконанні наступної умови:
 ,
,  , (9.4)
, (9.4)
де  – максимальний розмір частинок дрібної фракції;
– максимальний розмір частинок дрібної фракції;
 – мінімальний розмір частинок крупної фракції.
– мінімальний розмір частинок крупної фракції.
Співвідношення  впливає на щільність деталі, що формується (рис.147). При збільшенні цього співвідношення щільність збільшується. Кожному конкретному випадку ущільнення властиві оптимальні режими, що забезпечують найбільшу швидкість просіювання і, тим самим, найбільшу щільність. Наприклад, для мідних сферичних порошків, що відповідають приведеній умові, максимальна швидкість просіювання спостерігається при частоті 50 Гц і амплітудах 10–20 мкм, а максимальна щільність – при частоті 50 Гц і амплітуді 5 мкм. З погляду отримання заданої щільності застосування амплітуд більших за оптимальні при відповідній частоті коливань приводить до руйнування правильного укладання шарів крупнішої фракції.
впливає на щільність деталі, що формується (рис.147). При збільшенні цього співвідношення щільність збільшується. Кожному конкретному випадку ущільнення властиві оптимальні режими, що забезпечують найбільшу швидкість просіювання і, тим самим, найбільшу щільність. Наприклад, для мідних сферичних порошків, що відповідають приведеній умові, максимальна швидкість просіювання спостерігається при частоті 50 Гц і амплітудах 10–20 мкм, а максимальна щільність – при частоті 50 Гц і амплітуді 5 мкм. З погляду отримання заданої щільності застосування амплітуд більших за оптимальні при відповідній частоті коливань приводить до руйнування правильного укладання шарів крупнішої фракції.
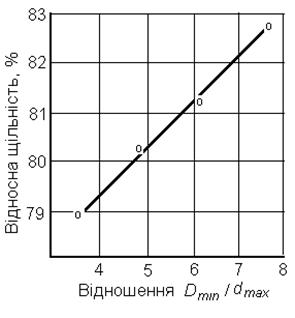 Рисунок 147 – Залежність максимальної густини двокомпонентної системи від співвідношення розмірів частинок компонентів
Рисунок 147 – Залежність максимальної густини двокомпонентної системи від співвідношення розмірів частинок компонентів
|
Останнє призводить до порушення процесу рівномірного просівання дрібної фракції і зменшує щільність виробу у цілому. Для отримання заданої щільності виробів при формуванні їх з порошків, що складаються з декількох фракцій, важливим є кількісне співвідношення цих фракцій. По В.В.Іващенку щільність двокомпонентної системи може бути визначена так:
 . (9.5)
. (9.5)
Для досягнення такої щільності необхідно, щоб кількість дрібнішої фракції по відношенню до крупнішої
 , (9.6)
, (9.6)
де  – щільність заповнення форми порошком даного матеріалу з частинками найбільшого розміру (у першому наближенні ця величина дорівнює щільності утруски);
– щільність заповнення форми порошком даного матеріалу з частинками найбільшого розміру (у першому наближенні ця величина дорівнює щільності утруски);
 – відносна щільність заповнення форми порошком з найбільшим розміпром частинок. Для сферичних частинок і відносно великих ущільнюваних об'ємах ця величина змінюється в межах 0,62–0,68;
– відносна щільність заповнення форми порошком з найбільшим розміпром частинок. Для сферичних частинок і відносно великих ущільнюваних об'ємах ця величина змінюється в межах 0,62–0,68;
 – коефіцієнт відносного заповнення змінюється в межах
– коефіцієнт відносного заповнення змінюється в межах  і дорівнює
і дорівнює  ;
;
 – відносна густина заповнення об'єму дрібнішою фракцією.
– відносна густина заповнення об'єму дрібнішою фракцією.
Для випадку, коли порошок, який ущільнюється складається з (n+1) фракцій, щільність і кількісне співвідношення фракцій може бути визначене з виразів:
 (9.7)
(9.7)
 .(9.8)
.(9.8)
Коефіцієнт з достатньою для практики точністю може бути визначений з виразу  (9.9)
(9.9)
при  .
.
Як наголошувалося, неправильна форма частинок значно підвищує внутрішнє тертя в порошку, що утрудняє процес їх вібраційного ущільнення і тим самим отримання виробів з високою щільністю. В цьому випадку для отримання вищої щільності можливе введення в порошок, який ущільнюється мастил. При цьому для запобігання зменшенню міцності виробів кількість мастил, що вводяться, не повинна перевищувати оптимальних значень, які залежать, від виду мастила, що вводиться. Так, для інертних мастил (вода,
1–2%-й розчин полівінілового спирту у воді, вазелінове масло, гліцерин) оптимальні їх кількості лежать в межах 0,5–1,5 % об'ємн. при розмірі частинок I–5 мкм. Кількість поверхнево-активних мастил залежить від питомої поверхні порошків. Їх вводять у вихідний порошок із розрахунку утворення на поверхні його частинок мономолекулярних прошарків.
Слід враховувати, що поверхнево-активні мастила полегшують руйнування місць контакту між частинками, що також зменшує міцність пресовок. У зв'язку з цим при введенні поверхнево-активних мастил необхідно зменшувати час ущільнення і динамічні зусилля, що розвиваються при вібраційному ущільненні.
У тих випадках, коли для виготовлення виробів використовують частинки сферичної форми з гладкою поверхнею, важко досягти міцності виробів, достатньої для подальшої маніпуляції з ними. У цих випадках для досягнення необхідної міцності до складу порошку вводять зв'язки. В якості таких зв'язок можна використовувати розчин полівінілового спирту у воді, парафін, розчин каучуку в бензині тощо. У зв'язку з тим, що ці речовини одночасно є пластифікуючими, їх кількість також повинна бути обмежена тими ж межами, що і для мастил. Введення зв'язок призводить до збільшення в'язкості ущільнюваної системи, що утрудняє процес її ущільнення. Тому в тих випадках, коли необхідно вводити відносно велику кількість зв'язки, зменшують в'язкість останньої. Для цього до її складу вводять поверхнево-активні речовини у співвідношенні 1:10. Так, для зменшення в'язкості парафіну і розчинів каучуку в бензині в них вводять олеїнову кислоту, а в розчин полівінілового спирту у воді – олеат натрію.
Для здійснення процесу вібраційного формування можна використовувати установки з різного типу вібраторами: пневматичними, гідравлічними, електромагнітними, магнітострикційними, електромеханічними. Найприйнятнішими для виробничих умов є установки з електромеханічними вібраторами з динамічним збудженням коливань. Такі установки дають значні збурюючі сили при відносній простоті конструкцій.
Прес-форми (форми) для пресування можуть бути металевими і керамічними, графітними. Останні застосовуються в тих випадках, коли унаслідок низької міцності виробів (високопористі) вони спікаються разом з формою.
Дата добавления: 2015-09-07; просмотров: 997;