Загадьні застави формування шлікерим литвом
Суть методу шлікерного литва полягає у формуванні порошкових виробів з суспензій (шлікерів), що складаються з частинок порошку і рідини, у формах. В залежності від процесів, які лежать в основі формування виробів цим методом, розрізняють три основні способи шлікерного литва:
– шлікерне литво в пористих формах;
– формування з шлікерів електрофоретичним методом;
– литво з термопластичних шлікерів.
Шлікерне литво в пористі форми проводять відповідно до схеми, показаної на рисунку 1130, а. Шлікер заливають в пористу форму, де і відбувається формування виробу за рахунок укладання твердих частинок порошку на стінках форми під дією потоків рідини, які виникають завдяки капілярним силам всмоктування. Після формування виробу останній сушать і спікають. Даний спосіб дозволяє одержувати мало – і великогабаритні вироби складної форми з рівномірно розподіленою щільністю за об'ємом. Основні недоліки цього способу - тривалість процесу і потреба у великій кількості форм.
Формування з шлікерів електрофоретичним методом відрізняється від попереднього вищою швидкістю формування виробу. Це обумовлено тим, що формування виробу з твердих частинок шлікера відбувається під дією спеціально створюваного електричного поля (рис.130, б). При цьому рух частинок відбувається до протилежно зарядженого їм електроду, яким є форма. Даний спосіб має обмеження, пов'язані з неможливістю отримання виробів складної форми, обумовлені можливостями електроперенесення.
Якість готових виробів, одержуваних шлікерним литвом, багато в чому залежить від властивостей шлікерів, які складаються з дисперсних частинок твердої фази і рідини, у якості якої використовують воду, спирти, органічні розчинники, парафін. Найчастіше застосовуються вода і парафін.
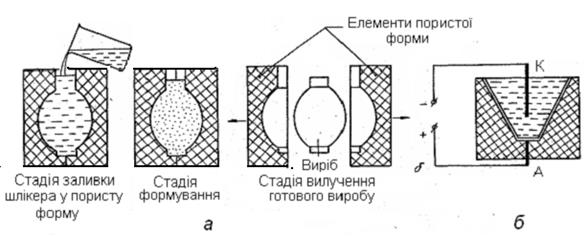
Рисунок 130– Схема шлікерного литва в пористі форми (а) і
електрофоретичним методом (б)
Шлікер повинен мати достатню текучість, високу агрегативну і седіментаційну стійкість, містити максимально можливу кількість твердої фази і добре заповнювати форму. У той же час шлікер в більшості випадків не повинен мати тіксотропію або ділатенсію, тобто збільшенням в'язкості шлікера в часі. Для тіксотропії характерне збільшення в'язкості системи, обумовлене утворенням коагуляційних структур за рахунок сил Ван-дер-Ваальса, які діють між частинками твердої фази менше 5 мкм, ослаблених прошарками рідини. При струшуванні відбувається руйнування коагуляційних структур і повернення шлікера до первинних властивостей. Для тіксотропних шлікерів характерні властивості бінгамовських тіл, тобто перебіг їх починається при перевищенні певної межі текучості.
Ділатенсія спостерігається для шлікеров, що складаються з грубодисперсних порошків з недостатньою кількістю рідкої фази. В цьому випадку рідка фаза займає проміжки між твердими частинками, внаслідок чого шлікер дещо збільшується в об'ємі і стає жорсткішим. При цьому зростає в'язкість шлікера. Залежно від властивостей шлікера міняються його реологічні характеристики (рис.131). Найбільш прийнятні для литва шлікери, які мають властивості ньютонівських тіл. Тіксотропія допустима тільки в тих випадках, коли вона підвищує стійкість шлікерів.
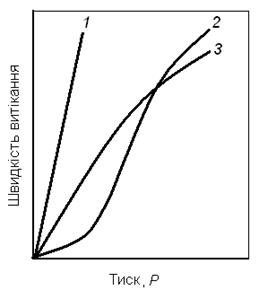 1 – ньютонівських; 2 –тікстропних; 3 –ділатенсних
Рисунок 131 – Загальний вид кривих реологій для лікерів
1 – ньютонівських; 2 –тікстропних; 3 –ділатенсних
Рисунок 131 – Загальний вид кривих реологій для лікерів
|
Під стійкістю шлікерів мається на увазі їх здатність не розшаровуватися протягом часу. Розшарування шлікерів можливе за рахунок седіментації і агрегатування.
Седиментація спостерігається при осіданні частинок під дією сил тяжіння і залежить від розміру частинок, їх густини, вмісту в шлікері. Седиментаційні процеси можуть бути охарактеризовані швидкістю осадження частинок твердої фази в рідині відповідно до закону Стокса, см/с:
 , (8.1)
, (8.1)
де  – діаметр частинок твердої фази;
– діаметр частинок твердої фази;
 – густина матеріалу частинок;
– густина матеріалу частинок;
 ,
,  – відповідно густина і в'язкість рідкої фази.
– відповідно густина і в'язкість рідкої фази.
Стосовно процесів седіментацій в шлікерах при розрахунках необхідно замість і  використовувати значення густини і в'язкості шлікерів –
використовувати значення густини і в'язкості шлікерів –  і
і  . Інакше обчислена швидкість осадження частинок іноді на порядок вища реально існуючих. Проте навіть при використанні в розрахунках густини і в'язкості шлікера дійсна швидкість осадження може виявитися нижчою. Останнє перш за все може бути обумовлене тікстропією і ділатенсією шлікерів, внаслідок чого в'язкість їх змінюється в часі. Крім того, на швидкість осадження можуть впливати взаємодія частинок, ущільнення шлікера, а також виникнення висхідних потоків рідини. За інших рівних умов на седиментаційну стійкість шлікерів істотний вплив має розмір частинок твердої фази. Для отримання стійких шлікерів максимальний розмір частинок по Ю. Е. Півінському не повинен перевищувати деякого критичного діаметру:
. Інакше обчислена швидкість осадження частинок іноді на порядок вища реально існуючих. Проте навіть при використанні в розрахунках густини і в'язкості шлікера дійсна швидкість осадження може виявитися нижчою. Останнє перш за все може бути обумовлене тікстропією і ділатенсією шлікерів, внаслідок чого в'язкість їх змінюється в часі. Крім того, на швидкість осадження можуть впливати взаємодія частинок, ущільнення шлікера, а також виникнення висхідних потоків рідини. За інших рівних умов на седиментаційну стійкість шлікерів істотний вплив має розмір частинок твердої фази. Для отримання стійких шлікерів максимальний розмір частинок по Ю. Е. Півінському не повинен перевищувати деякого критичного діаметру:
 , (8.2)
, (8.2)
де  – статистична межа текучості шлікера (дотичні напруги, що виникають під впливом сил тяжіння на поверхні частинки в оточуючій її суспензії);
– статистична межа текучості шлікера (дотичні напруги, що виникають під впливом сил тяжіння на поверхні частинки в оточуючій її суспензії);
 – коефіцієнт форми, залежної від кривизни оточуючих частинки струменів. Для випадку шлікерів з розміром частинки менше 1 мм , приймається рівним 0,3;
– коефіцієнт форми, залежної від кривизни оточуючих частинки струменів. Для випадку шлікерів з розміром частинки менше 1 мм , приймається рівним 0,3;
 – густина відповідно твердих частинок і шлікера.
– густина відповідно твердих частинок і шлікера.
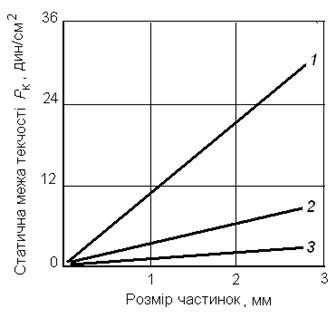 Рисунок 1132– Залежність від розміру частинок і густини шлікера:
Рисунок 1132– Залежність від розміру частинок і густини шлікера:

|
Статистична межа текучості залежить від розміру частинок і їх густини і збільшується з їх збільшенням (рис.132). З приведеної залежності також витікає, що для досягнення однієї і тієї ж стійкості шлікера використовування важких речовин вимагає тонкого їх подрібнення.
Вплив агрегації на стійкість шлікерів залежить від багатьох чинників і пов’язано з силами, які сприяють укрупненню частинок. Укрупнення частинок твердої фази в шлікерах може проходити двома шляхами. У першому випадку укрупнення частинок відбувається за наявності розчинності твердої фази в рідкій за рахунок процесів розчинення-осадження. При цьому відбувається розчинення дрібних частинок і зростання крупніших. Інший шлях обумовлений злипанням частинок і утворенням конгломератів, які поводяться подібно частинкам більшого діаметру. Рушійними силами злипання (флокуляції) частинок є їх велика питома поверхня і пов'язаний з нею великий запас поверхневої енергії, що обумовлює її термодинамічну нестійкість. Зниження питомої поверхні за рахунок укрупнення частинок призводить систему в стійкіший стан.
Для запобігання процесам флокуляції до складу шлікерів вводять речовини дефлокулятори, якими можуть бути кислоти (соляна, оцтова) і луги (  ) – електроліти. Суть у тому, що іони, які знаходяться в дисперсійному середовищі шлікера, при адсорбції на поверхні твердої фази утворюють адсорбційний поверхневий шар з позитивним або негативним знаком заряду. При введенні електролітів дефлокуючу дію надають іони, заряд яких аналогічний заряду частинок твердої фази за рахунок зростання сил електростатичного відштовхування. Регулювання властивостей шлікерів, стабілізованих електролітами, здійснюють зміною рН шлікерів шляхом збільшення в розчині концентрації іонів
) – електроліти. Суть у тому, що іони, які знаходяться в дисперсійному середовищі шлікера, при адсорбції на поверхні твердої фази утворюють адсорбційний поверхневий шар з позитивним або негативним знаком заряду. При введенні електролітів дефлокуючу дію надають іони, заряд яких аналогічний заряду частинок твердої фази за рахунок зростання сил електростатичного відштовхування. Регулювання властивостей шлікерів, стабілізованих електролітами, здійснюють зміною рН шлікерів шляхом збільшення в розчині концентрації іонів  або
або  .
.
Необхідно враховувати, що при приготуванні шлікерів дисперсна фаза частково розчиняється в дисперсійному середовищі, наприклад воді, змінюючи значення її рН (для води рН = 7). При цьому всі матеріали можна розділити на дві групи: підкисляючі дисперсійне середовище (рН < 7) і лужне (рН > 7). Шлікер можна стабілізувати, змінюючи рН від 0 до 14 шляхом додавання кислот або лугів. Максимальна, стабілізація у шлікерів з підкисляючими матеріалами спостерігається при додаванні лугів (NaOH), а з лужними – при додаванні кислот (HCl).
У тих випадках, коли сили електричної взаємодії незначні, стабілізацію шлікера можна проводити за рахунок сольватації частинок твердої фази, що виявляється у взаємодії їх з рідкою фазою і утворення на поверхні сольватних оболонок, які перешкоджають флокуляції частинок. Для забезпечення стабілізації шлікерів по цьому механізму необхідно, щоб адсорбційні шари мали структурну в'язкість, пружність і механічну міцність. В цьому випадку при зіткненні частинок твердої фази шари не витісняються з їх поверхні і тим самим перешкоджають флокуляції. Сольватні шари можуть утворюватися як у водних, так і термопластичних (парафінових) шлікерах. При недостатній змочуваності твердої фази або низької міцності сольватних шарів в шлікер вводяться поверхнево-активні речовини (ПАР).
В цілому механізм стабілізації шлікерів за рахунок дефлокуляції залежить від типу адсорбції – іонної або молекулярної. При адсорбції на поверхні частинок іонів дефлокуляції в основному сприяють електричні сили, а при адсорбції молекул – розклинюючі сили сольватних шарів.
Як наголошувалося раніше, важлива характеристика шлікерів – в'язкість і пов'язана з нею текучість. В'язкість шлікерів визначає їх здатність зповнювати форми. За інших рівних умов в'язкість шлікера можна регулювати співвідношенням в ньому твердої і рідкої складових.
При збільшенні вмісту твердої фази в шлікері в'язкість його росте спочатку поволі, а потім інтенсивніше. При цьому інтенсивне зростання в'язкості призводить до зниження кінцевої щільності відливок (рис.133).
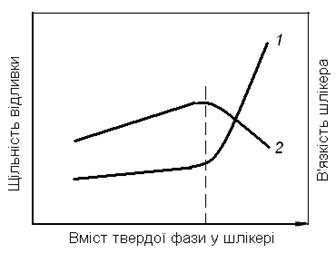 Рисунок 133 – Залежність в'язкості (1) шлікера і щільності відливки (2) від вмісту твердої фази в шлікері
Рисунок 133 – Залежність в'язкості (1) шлікера і щільності відливки (2) від вмісту твердої фази в шлікері
|
На в'язкість шлікерів можна було б впливати, змінюючи рН середовища за допомогою розглянутих прийомів. Значення рН, при яких шлікер має потрібну текучість, називають ливарним інтервалом. Залежно від складу шлікера оптимальні ливарні інтервали мають місце у області як кислих, так і лужних середовищ.
Типові залежності в'язкості і щільності відливок від значень рН показані на рисунку 134.
Важливим в процесі шлікерного литва в пористі форми і електрофретичним методом є приготування шлікера.
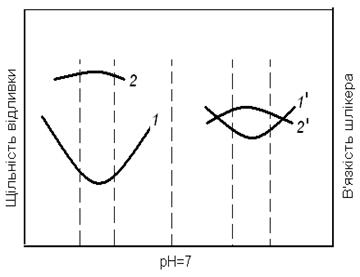 Рисунок 134 – Залежність в'язкості (1, 1') лікерів і густина відливок (2, 2') від рН середовища
Рисунок 134 – Залежність в'язкості (1, 1') лікерів і густина відливок (2, 2') від рН середовища
|
Важливим в процесі шлікерного литва в пористі форми і електрофретичним методом є приготування шлікера.
По Ю. Е. Півінському і А. Г. Ромашину приготування шлікерів можна здійснювати трьома способами: одностадійним, двостадійним і способом граничного насичення додаванням порошку твердої фази в дісперсійне середовище.
Найбільш ефективний одностадійний спосіб, який суміщає процес розмелювання вихідних порошків до необхідного ступеня подрібнення і змішування з дисперсійним середовищем. При цьому дисперсійне середовище виступає в ролі рідини, що інтенсифікує процес подрібнення.
Двостадійний спосіб передбачає спочатку сухе розмелювання твердої фази, а потім мокре з метою отримання шлікера. Цей спосіб менш ефективний, оскільки триваліший, а також не забезпечує необхідної якості шлікера через присутність в певних кількостях на поверхні частинок адсорбованого повітря. Видалення повітря вимагає тривалого мокрого помелу. Прискорення двостадійного процесу приготування шлікерів можливе введенням поверхнево-активних речовин, що інтенсифікують процес сухого подрібнення і поліпшують змочування рідиною.
Метод граничного насичення дозволяє одержувати шлікери з максимально можливою густиною. Суть його полягає у тому, що якщо перемішуванням вдається понизити в'язкість шлікера, то до нього додають наступну порцію порошку і продовжують перемішування до наступного пониження в'язкості. Процес ведуть до тих пір, поки не припиняється дія ефекту зниження в'язкості.
Приготований шлікер заливають в спеціальні форми, виготовлені з матеріалу, здатного поглинати вологу. Найприйнятнішим матеріалом є гіпс. Для виготовлення форми гіпс замішують з водою, виготовляють форму і потім її сушать з температури 50–65°С до вологості 5–10%.
Гіпсові форми мають ряд недоліків, що полягають в низькій продуктивності литва, недовговічності, зменшенні швидкості литва при повторному використанні за рахунок закупорки порових каналів тощо. У зв'язку з цим перспективним є застосування дешевих форм одноразового використання з паперової маси, керамічних форм, а також перфорованих металевих форм з використанням вакууму.
Після заливки шлікера у форму починається власне процес формування виробу, механізм якого полягає у тому, що частинки шлікера осідають на стінках пористої форми в процесі всмоктування рідини під дією капілярних сил. При цьому спостерігається направлене осадження під дією потоків рідини, направлених до поглинаючих її стінок форми.
Важливим є співвідношення швидкості вбирання рідини формою і швидкості підходу рідини до межі розділу стінка форми – формований виріб. Ці швидкості повинні бути приблизно рівними. У випадку, якщо швидкість вбирання перевищує швидкість доставки рідини до стінок форми, можливе інтенсивне обезводнення зовнішніх шарів формованого виробу, що призводить до виникнення в ньому тріщин і відшаровування від стінок форми.
На швидкість перенесення рідини мають вплив розмір частинок і їх гранулометричний склад, які повинні забезпечити максимально можливу щільність відливки при оптимальній швидкості литва. Звичайно при великому розмірі частинок первинні шари, що утворилися біля стінок форми, мають високу вологопроникність, що забезпечує високу швидкість литва. Проте швидкий набір маси призводить до відшаровування виробу від стінок і його деформацію.
Вологопроникність і, відповідно, швидкість набору маси зменшуються із зменшенням розміру частинок. Особливо різко зменшується швидкість набору маси при утворенні шарів з пористістю менше 14%.
При малій швидкості вбирання у стінок форми накопичується надлишок рідини, що призводить до розмивання відливки і приклеювання її до стінок форми. Швидкість вбирання можна регулювати первинною вогкістю гіпсової форми, оптимальні значення якої повинні лежати в межах 5–10%. Для збільшення швидкості вбирання можна обдувати зовнішню поверхню форми теплим повітрям, що сприяє інтенсифікації випаровування рідкої фази з її поверхні і виникненню градієнта вологості по перетину форми. Останнє прискорює рух рідини по порових каналах до зовнішньої поверхні форми і тим самим до збільшення швидкості вбирання.
Як було відмічено, на швидкість литва також має вплив співвідношення твердої і рідкої фаз в шлікері і ступінь його стабілізації. Швидкість набору маси за інших рівних умов знижується із збільшенням вмісту рідкої фази, оскільки при одній і тій же швидкості вбирання на стінках форми осідає менша кількість твердої фази.
Збільшення ступеню стабілізації шлікера призводить до зменшення швидкості набору маси через збільшення уявної щільності відливки.
Швидкість набору маси по І.Я. Ярчуку і ін. відповідно до методу гіпсових стрижнів, г/(см2 хв.):
 , (8.3)
, (8.3)
де  – маса стрижня, виготовленого з матеріалу, аналогічного матеріалу форми, перед зануренням в шлікер, г;
– маса стрижня, виготовленого з матеріалу, аналогічного матеріалу форми, перед зануренням в шлікер, г;
 – маса стрижня після занурення в шлікер;
– маса стрижня після занурення в шлікер;
 – вологість шлікера, яка може бути визначена зважуванням залишку після висушування шлікера або з наступного співвідношення %;
– вологість шлікера, яка може бути визначена зважуванням залишку після висушування шлікера або з наступного співвідношення %;
 ;
;
 – відповідно густина твердої фази і шлікера;
– відповідно густина твердої фази і шлікера;
S – площа поверхні занурення стрижня в шлікер, см2.
Серед технологічних чинників, які істотно впливають на процес шлікерного литва в пористі форми, слід зазначити температуру шлікера, дію вібрації, вакуумування шлікера.
Вплив температури може бути двояким. Підвищення температури шлікера допустиме в тих випадках, коли поліпшується текучість шлікера за рахунок зниження в'язкості, збільшується рухливість іонів, що адсорбуються на поверхні частинок, а також інтенсифікується дегазація шлікера, що призводить до поліпшення змочуваності твердих частинок рідкою фазою.
В деяких випадках підігрівом шлікера до 60 °С можна, збільшити швидкість литва майже в 2 рази. Підігрів до вищих температур призводить до швидкого зносу гіпсових форм за рахунок дегідратації гіпсу. Нагрів шлікера небажаний в тих випадках, коли підвищення температури призводить до інтенсифікації процесу взаємодії твердої і рідкої фаз, або підвищенню тіксотропії. Підігрів шлікерів, схильних до загустінню, можливий тільки в тих випадках, коли одночасно застосовується вібрація, яка дозволяє понизити в'язкість тіксотропних шлікерів на один–два порядки. В цілому застосування вібрації у всіх випадках сприяє зниженню в'язкості шлікерів. При цьому чим вище в'язкість шлікера, тим ефективніше застосування вібрації. Вібрація також сприяє збільшенню стійкості шлікерів за рахунок запобігання осадженню частинок незалежно від їх густини і розмірів.
Вакуумування шлікерів проводять з метою видалення повітря, розчиненого в рідині, або присутньої на поверхні частинок твердої фази у вигляді газових міхурів. При цьому чим краща змочуваність, тим більш повно відбувається видалення міхурів. Вакуумування покращує технологічні властивості шлікерів, зменшуючи їх в'язкість, а також забезпечує отримання якісних виробів без навності газових устот. Вакуумування здійснюють при тиску 40–55 кПа, при нижчому тиску починається кипіння шлікера.
Дата добавления: 2015-09-07; просмотров: 969;