Обладнання та технологія прокатки
Для виготовлення порошкового прокату застосовують стани, які за конструкцією принципово не відрізняються від станів для прокатки литих матеріалів. Основними вузлами в них є шестерінчаста кліть, редуктор, шарнірні шпінделі, валки, нажимний пристрій, пристосування для осьової і радіальної настройки валів. Особливістю прокатних станів для прокатки порошків є відносно мале і регульоване число обертів валів (0,33–30 об/хв.) і горизонтальне розташування площини, в якій розташовані осі валків при вертикальній прокатці. Стани для вертикальної прокатки порошків забезпечені спеціальними бункерами для подачі порошків в зону деформації. Конструкція бункера має важливе значення як з погляду отримання однорідності властивостей по довжині і ширині прокату, так і можливості виготовлення прокату різноманітної форми і властивостей. Бункери можуть бути підвісними і такі, які спираються на валки. Схеми основних видів бункерів показані на рисунку 116. Найбільш універсальним і зручним в роботі є пристрій для подачі порошку, показаний на рисунку 116, 2. За рахунок регулювання рівня шибера, можна одержувати як моно –, так і біметалевий прокат. Крім того, при використанні порожнистих шиберів, можна пропускати через нього сітку або стрічку виготовлених з різноманітних матеріалів і отримувати армований прокат. Для прокатки порошків, що мають високу текучість, зручно застосовувати бункер відповідно до схеми (рис.116, 3), і навпаки, для примусової подачі порошку або регулювання його витрат зручно застосовувати пристрій (рис.116, 4).
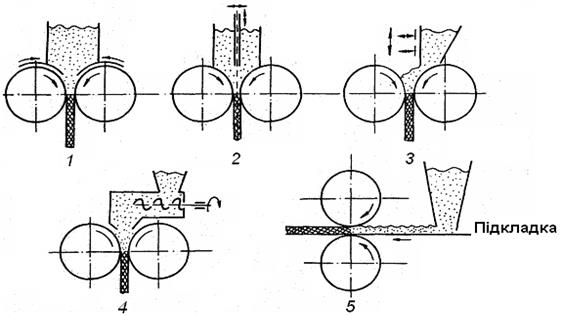
Рисунок 116 – Схема прокатки з різними варіантами подачі
порошку
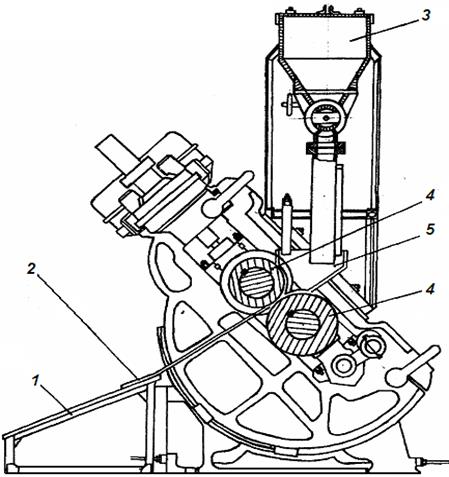
Для прокатки порошків можливе дакож застосування прокатних станів з нахиленим розміщенням валків, що розширює їх можливості (рис.117)
|
| 1– нахилений стіл; 2 –напрямна прокадка; 3 – бункер з регульованим пристроєм; 4 – прокатні валки; 5 – приймальний бункер Рисунок 117 – Схема прокатного стана |
Прокат після стану безпосередньо або заздалегідь намотаний в бухти прокат спікають в муфельних печах протяжкою через зону нагрівання (рис.117). Закономірності спікання аналогічні закономірностям спікання інших видів порошкових матеріалів, які розглядаються в підручнику С.С. Кіпарисова та Г.А. Лібенсона Г.А “Порошковая металлургия”.
Метод прокатки порошків знаходить все більше застосування для виготовлення матеріалів різного призначення. При цьому застосування прокатки гранульованих порошків і гарячої прокатки розширює круг матеріалів, що виготовляються цим методом. Характеристики деяких матеріалів, одержаних методом прокатки, приведені в таблиці 38.
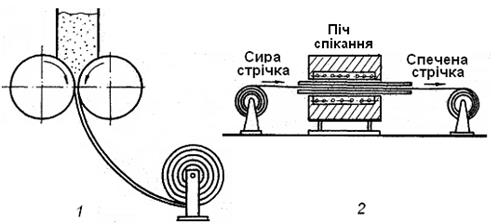
Рисунок 117 – Схема формування прокату і його спікання
Таблиця 38 – Порошковий прокат і галузі його застосування
| Вид прокату і його склад | Галузі застосування |
| Листи з неіржавійної сталі марки ПН (порошок сталі ІХІ8НІ0Т) | Фільтри для фільтрації агресивних середовищ |
| Стрічка нікелева пориста (99,5% Ni) | Теплостійкі фільтри тонкого очищення рідин |
| Пористі залізні листи марки ПЖ (99,0% Fe) | Фільтри для очищення не агресивних рідин і газів |
| Мідна стрічка беpпориста (99,5%Cu, Fe,Sn,C) | Для потреб електротехнічної промисловості |
| Наплавлювальна стрічка | Автоматичне наплавлення, зварювання |
| Стрічка залізо-нікелева пориста | Компенсаційні прокладки, вживані при паянні твердосплавних пластин до державки різця |
| Тришаровий прокат мідь – залізо – мідь | Екранування кабелів зв'язку |
| Псевдосплавні стрічкові електроди із старіючого сплаву марки К30М18 | Механізоване наплавлення вирубних і висічених прецизійних штампів |
| Тонкі смуги твердосплавні | Твердосплавний інструмент, зносостійкі направляючі верстатів тощо |
| Диски з алмазів на бронзовій зв'язці | Шліфовка скла |
Дата добавления: 2015-09-07; просмотров: 965;