Варіанти пресування (одно - і двостороннє
пресування)
Одностороннє пресування застосовується для пресування простих виробів з відношенням  .
.
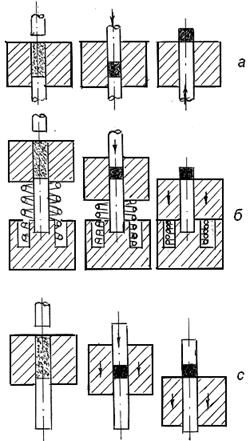
При виготовленні виробів з відношенням  застосовується двостороннє пресування. Схема різних варіантів пресування показані на рисунку 38.
застосовується двостороннє пресування. Схема різних варіантів пресування показані на рисунку 38.
|
| Рисунок 38 – Варіанти пресування: а – одностороннє; б – з плаваючою матрицею; в – з рухомою матрицею |
При двосторонньому пресуванні з рухомою матрицею процес ущільнення відбувається таким чином.
Верхній пуансон, переміщаючись вниз, ущільнює сильніше шари порошку під пуансоном, ніж в протилежному кінці пресованого виробу. У зв'язку з цим у верхній частині між стінками матриці і пресованим виробом виникають значніші сили тертя, ніж в нижній частині, тому нижній пуансон починає рухатися до тих пір, поки сили тертя внизу не перевищать сили тертя біля верхнього пуансона і т.д.
Застосування розглянутих варіантів пресування сприяє отриманню виробів з більш рівномірним розподілом ільності за об'ємом матеріалу.
Пресування із застосуванням різного виду прес-форм здійснюється на механічних і гідравлічних пресах.
Механічні преса застосовуються в основному при пресуванні деталей малих і середніх розмірів, де допускаються високі швидкості навантаження. Зусилля механічних пресів може досягати 1200 кН, а кількість пресованих виробів – близько 60 шт./хв.
Номенклатура пресованих виробів на гідравлічних пресах набагато ширша. Зусилля гідравлічних пресів може складати від 40–100 кН до 50–2000 МН, проте принципова будова їх однакова.
При пресуванні металевих порошків на гідравлічних пресах забезпечується можливість плавного ущільнення з порівняно малими швидкостями, що важливе при пресуванні дрібних порошків з прикладанням великих зусиль, коли особливо можлива поява розшарування. Крім того, важливою обставиною є також можливість забезпечення будь-яких витримок під тиском і регулювання режимів пресування на одному і тому ж пресі.
Недоліком пресування на механічних і гідравлічних пресах є складність (або взагалі неможливість) пресування виробів з складною формою, з великим відношенням висоти до діаметру тощо. Це пов'язано з тим, що не можна одержати рівномірний розподіл щільності у пресовці за рахунок зовнішнього і внутрішнього тертя, пружної післядії і інших чинників, про які йшла мова вище. У цих випадках необхідно застосовувати інші методи формування, які будуть розглянуті надалі.
Нижче зупинимось на характеристиці обладнання, яке використовують для статичного пресування.
Дата добавления: 2015-09-07; просмотров: 1046;