Выбор оборудования, приспособлений и инструмента.
После установления технологического маршрута обработки приступают к подробной разработке операций, уточняют их содержание и расчленяют на элементы (установки, переходы, проходы), назначают оборудование, приспособление, режущий и мерительный инструмент.
Станок выбирают с учётом: вида обработки поверхности детали, габаритных размеров заготовки, обеспечение необходимой точности, шероховатость поверхности, производительность обработки, стоимости.
Для черновых операций используются станки с невысокой точностью, которые не ограничивают сечение снимаемой стружки. Для чистовых операций выбор станка ограничивается жёсткостью, точностью и быстроходностью.
мелкосерийное и серийное производства применяют обычно универсальные станки, в ряде случаев – револьверные, токарные автоматические и полуавтоматические, агрегатные станки и станки с ЧПУ.
Приспособление – следует принимать универсальные, быстродействующие. В пищевом машиностроении – УНП и УСП. В массовом производстве – специальные, которые позволяют значительно повысить производительность труда.
Режущий инструмент – по возможности следует ориентироваться на стандартный и нормализованный инструмент, лишь в необходимых случаях – на специальный.
Материал режущей части: ВК2; ВК3; ВК3М; ВК4; ВК6; ВК8; ВК10М; ВК15М – вольфрамокобальтовые – для обработки цветных металлов, чугуна, неметаллических сплавов. Т30К4; Т15К6; Т5К10; Т14К8; Т15К12В – для обработки сталей.ТТ7К12; ТТ7К15; ТТ10К8Б – для обработки жаропрочных нержавеющих.Алмаз, эльбор, гексанит – для обработки закалённых сталей, высокопрочных чугунов.
Мерительный инструмент - в единичном и мелкосерийном – в основном универсальный: микрометры, штангенциркули, нутромеры. В крупносерийном и массовом : предельные калибры и шаблоны, индикаторные приборы, контрольно-измерительные приспособления, а также автоматическое устройство. Шероховатость - эталонами или специальными приборами.
19. Методика определения режимов резания.
Назначение режимов (глубина резания, подача и скорость резания) важный этап при разработке технологических операций. От них зависит качество поверхности, точность, производительность и стоимость обработки.
Порядок следующий:
1. назначают глубину резания, которая определяется межоперационным припуском.
2. затем назначают максимально допустимую подачу. При чистовых операциях – от шероховатости.
3. рассчитывается скорость резания, м/мин.
3.1  ; где
; где  - по табл.;
- по табл.;  - показатель относительной стойкости.
- показатель относительной стойкости.
3.2 Частота вращения шпинделя  .
.
3.3  ;
;
 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2.
1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2.
3.4  .
.
3.5 Подсчитывается сила резания 
3.6 Момент резания
3.7 Мощность резания  .
.
20. Технологическая документация - комплекс текстовых и графических документов, определяющих в отдельности или в совокупности технологический процесс изготовления или ремонта изделия (включая контроль и перемещения) и содержащих необходимые данные для организации производства.
Технологические документы подразделяются на документы общего назначения (для всех видов различных работ) и документы специального назначения (на технологические процессы, специализированные по отдельным видам работ). Технологические документы общего назначения включают: маршрутную карту, карту эскизов, технологическую инструкцию, комплектовочную карту, ведомость расцеховки, ведомость оснастки и ведомость материалов.
Маршрутная карта (МК) содержит описание технологического процесса изготовления или ремонта изделия по всем операциям в технологической последовательности, с указанием данных по оборудованию, оснастке, материальным, трудовым и другим нормативам.
Карта эскизов (КЭ) содержит графическую иллюстрацию технологического процесса изготовления изделия и его отдельных элементов. Карту составляют по усмотрению разработчика в зависимости от характера или условий производства изделия.
Технологическая инструкция (ТИ) содержит описание специфических приемов работы или метода контроля технологического процесса, правил пользования оборудованием или приборами, мер безопасности и других случаев, требующих дополнительных разъяснений.
Комплектовочная карта (КК) содержит данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия.
Ведомость расцеховки (BP) содержит данные о маршруте прохождения изготовляемого или ремонтируемого изделия по службам предприятия.
Ведомость оснастки (ВО) содержит перечень специальных и стандартных приспособлений и инструментов, необходимых для оснащения технологического процесса изготовления изделия.
21. Базы¾ поверхности, линии, точки, принадлежащие заготовке или изделию и используемые для базирования.
1. Конструкторские 2. Сборочные 3. Технологические a) Исходные б) Установочные (Черновые, Чистовые, Основные, Вспомогательные)
4. Измерительные
Конструкторские базы ¾ это совокупность поверхностей, линий или точек, посредством которых определяется расчетное положение детали относительно других деталей изделия (оси отверстий, валов, оси симметрии, биссектрис углов).
Сборочные базы ¾ поверхности (обработанные), которыми деталь присоединяется к другим деталям (отверстия к торцу зубчатого колеса; обработанные шейки червяка и его торец).
Измерительные базы ¾ совокупность поверхностей, линий, точек, от которых производят отсчёт выполняемых размеров при обработке детали тли проверку взаимного положения поверхностей детали
Размер, который определяет это положение, называется исходным.
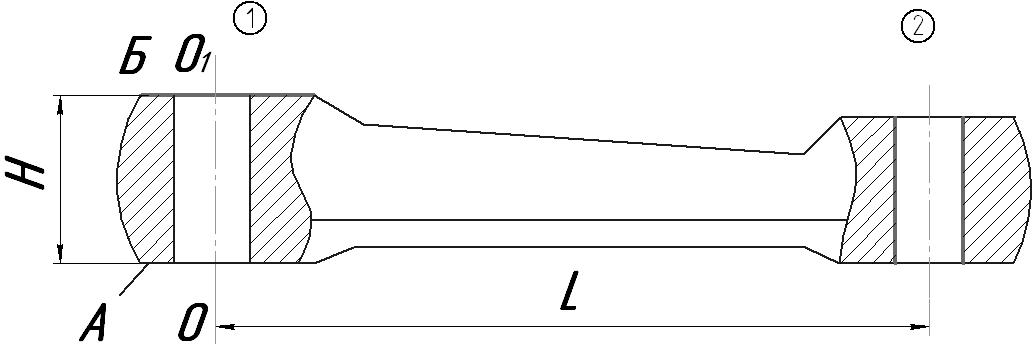 А ¾ исходная база, ОО1¾ исходная база
А ¾ исходная база, ОО1¾ исходная база
Н, L¾ исходные размеры
Установочными базами называют такие поверхности детали, которыми деталь устанавливается для обработки в определённом положении относительно станка (или приспособления) и режущего инструмента.
Основная база ¾ поверхность, которая служит для установки детали при обработке и сопрягается с другой деталью, совместно работающей в собранной машине.
Вспомогательная база поверхность детали, которая служит только для её установки при обработке (центровые отверстия).
Дата добавления: 2015-09-29; просмотров: 7843;