Себестоимость кованных, литьевых, штампованных заготовок.
 , где
, где
 - базовая себестоимость 1 тонны поковок, штамповок, отливок (величина табличная);
- базовая себестоимость 1 тонны поковок, штамповок, отливок (величина табличная);
 - масса заготовки;
- масса заготовки;
 - масса готовой детали;
- масса готовой детали;
 - коэфф. зависящие от точности, группы сложности, материала детали, массы и объёма выпуска (величины табличные);
- коэфф. зависящие от точности, группы сложности, материала детали, массы и объёма выпуска (величины табличные);
 - себестоимость 1 тонны стружки;
- себестоимость 1 тонны стружки;
15. Понятие о припусках и методы их определения.
Припуском на обработку называется слой металла, снимаемый с заготовки для получения готовой детали.
Подразделяются на:
¾ общие, т.е. удаляемые в процессе обработки всей детали
¾ межоперационные, удаляемые при выполнении отдельных операций.
Величина межоперационного припуска определяется как разность размеров, полученных на предыдущей a и последующей b операциях.
ab  Общий припуск
Общий припуск
Различают: односторонние припуски – понимая под ними слои металла, снимаемая с одной стороны детали, и двухсторонние, снимаемые с двух сторон.
Двухсторонние делятся на симметричные и ассиметричные.
Величина общего припуска  зависит в основном от точности изготовляемой детали.
зависит в основном от точности изготовляемой детали.
В машиностроении широко применяются 2 метода определения припусков на обработку детали: опытно-статистический, расчётно-аналитический.
по 1-ому методу общие и промежуточные величины припусков берутся по таблицам ГОСТов. Преимущество – экономия времени. Недостаток –завышение.
Расчетно-аналитический метод учитывает условия выполнения технологического процесса обработки и позволяет получить более точные значения припусков.
Экономическое значение правильного расчёта (выбора)припусков.
Правильный выбор (расчёт) припусков является важной задачей при проектировании технологического процесса, от этого зависит себестоимость детали.
Завышенные припуски приводят к увеличению станочного парка и производственных площадей, а также к расходу электроэнергии и металлорежущих инструментов.
Уменьшенные не обеспечивают удаления дефектных поверхностных слоев, получения требуемой точности и шероховатости, приводят к браку.
 эффективности расходования металла исходят из величины коэффициента использования металла
эффективности расходования металла исходят из величины коэффициента использования металла
 - можно определить как произведение коэффициентов использования металла при изготовлении заготовок в литейном (кузнечном) цехе и механических цехах.
- можно определить как произведение коэффициентов использования металла при изготовлении заготовок в литейном (кузнечном) цехе и механических цехах.
 ;
;
 ;
;
Пример:  ;
;  ;
;  ;
;
Чем выше  на каждом этапе, тем выше общий
на каждом этапе, тем выше общий  .
.
Анализируя, видим, что можно повысить за счёт снижения припусков на обработку, и пересмотром конструкции детали с целью улучшения её технологичности.
 16. Структура припуска
16. Структура припуска






 - высота микронеровностей, образованных при выполнении предшествующей операции (перехода)
- высота микронеровностей, образованных при выполнении предшествующей операции (перехода)  - глубина дефектного слоя
- глубина дефектного слоя  - пространственная погрешность
- пространственная погрешность
 - погрешность установки на данном
- погрешность установки на данном
1. Последовательная обработка противоположных расположенных поверхностей:  ;
;
2. Параллельная обработка противоположных поверхностей:
 ;
;
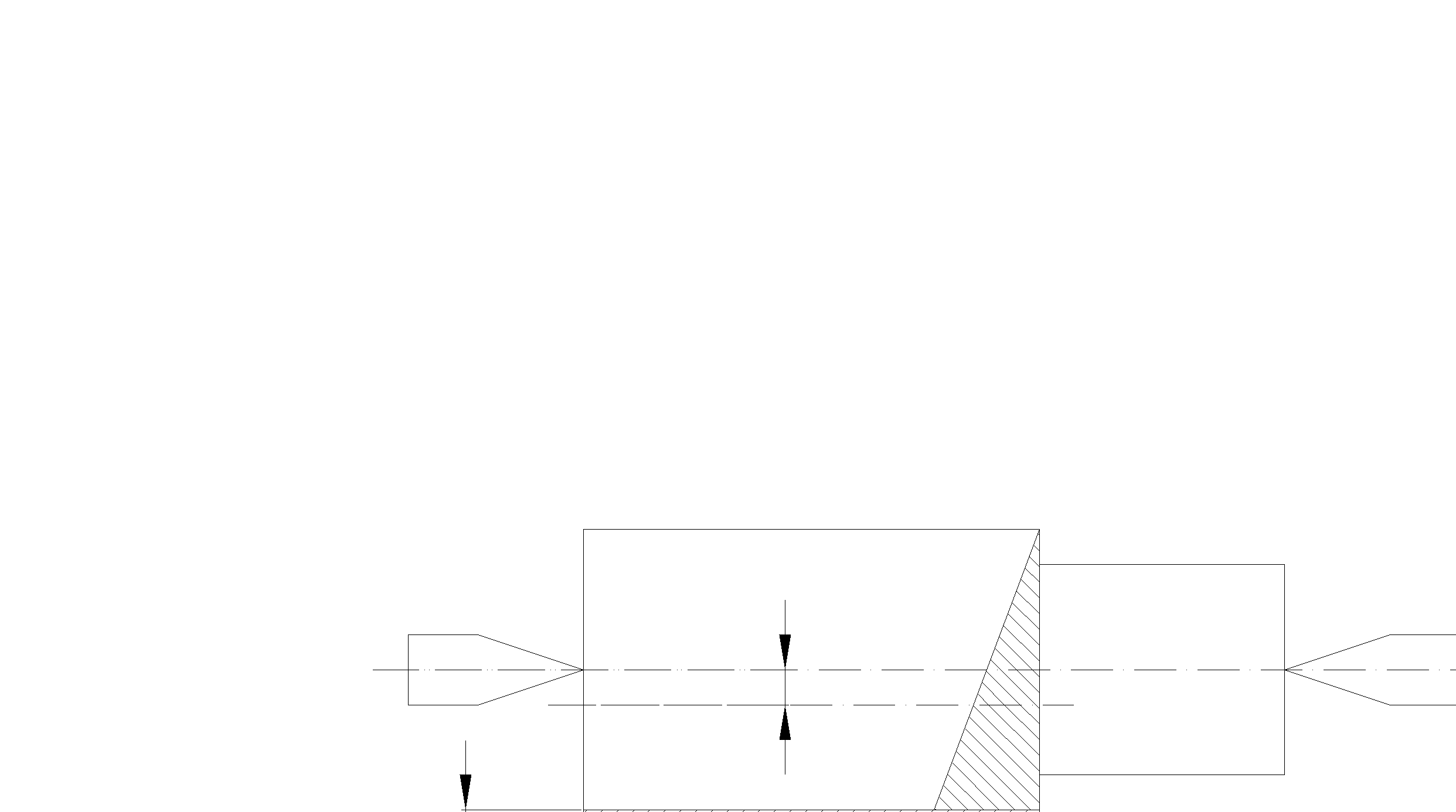
3. Обработка тел вращения:  ;
;
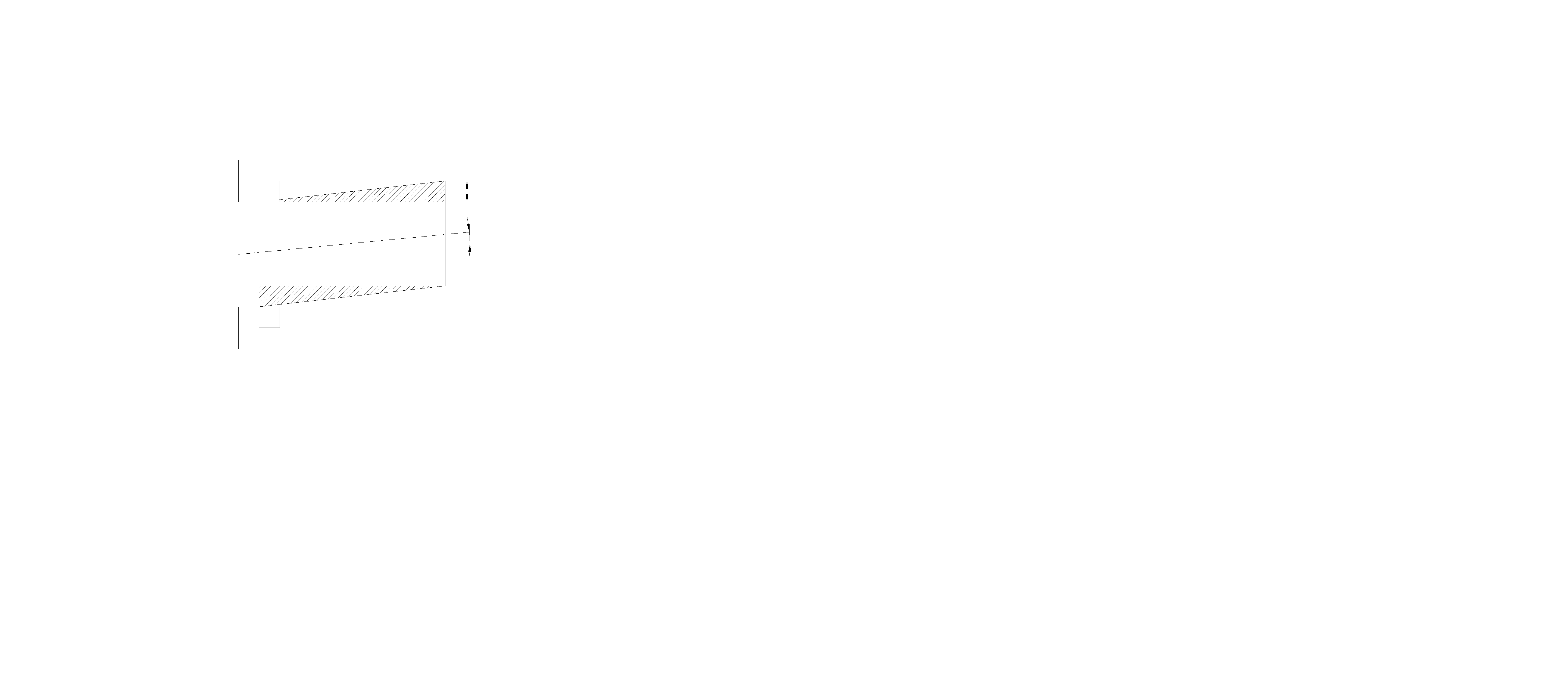
4. Обтачивание цилиндрической поверхности установленной в центрах
 ;
;
5. Развёртывание, протягивание:  ;
;
7. Шлифование: при наличии  ,
, 
при отсутствии  ,
, 
, , , - по таблицам для соответствующих видов обработки и установки на данной операции.
 1,5…3мм – поковки 0,5…1,5мм – штамповки 0,5…1мм – прокат горячекатаный
1,5…3мм – поковки 0,5…1,5мм – штамповки 0,5…1мм – прокат горячекатаный
1…2мм – отливки из СИ 1…3мм – стальные отливки
Дата добавления: 2015-09-29; просмотров: 1334;