ЛЕКЦИЯ 29. Способы клепки и типы заклепок, применяемых при сборке авиационных конструкций
Технологический процесс образования заклепочного соединения заключается в пластической деформации стержня заклепки с одновременным образованием замыкающей или обеих головок, включая закладную. Этот процесс в самолетостроении осуществляется тремя основными способами: ударной, прессовой и автоматической клепкой, соответственно при помощи ударов пневмомолотка, давлением поддержки пресса или раскаткой с помощью специальных машин и применением автоматического сверлильно-клепального оборудования. Клепка давлением пресса получила соответственно название прессовой клепки. Прессовая клепка имеет следующие преимущества в сравнении с ударной:
- значительно улучшаются психофизиологические условия работы клепальщиков вследствие снижения воздействия шума и вибрации;
- повышаются усталостные характеристики соединения вследствие более плотного и равномерного заполнения отверстия осаживаемым стержнем заклепки по толщине пакета;
- в ряде случаев можно отказаться от герметизации соединения, что обеспечит снижение массы конструкции;
- повышается производительность труда в 1,5…2 раза при сокращении числа рабочих на 50…75%, прежде всего, за счет групповой клепки заклепок, т.е. при одновременной клепке нескольких заклепок.
На ряде зарубежных авиастроительных фирм широко распространен процесс установки заклепочных соединений с помощью электромагнитной клепальной системы (ЭКС), которая состоит из силового узла (рис. 29.1) и двух ручных инструментов пистолетного типа с кабелем на 440 В, соединяющим их с источником питания. В этом источнике накапливается энергия до 6500 Дж (максимальное напряжение 6000 В). Для клепки требуется сжатый воздух давлением 63,3 кгс/см2. Для подачи электроэнергии используется несколько коаксиальных кабелей низкой индуктивности с хорошей изоляцией. Узел, обеспечивающий питание электроэнергией, имеет 0,91 м ширины, 1,2 м высоты и 1,5 м длины и весит около 1270 кгс. Расклепывание стержня производится синхронно путем одновременного встречного действия клепальных инструментов – прессов (с равным усилием) с обеих сторон, вызываемого электромагнитной силой. Система ЭКС состоит из батареи конденсаторов и двух катушек, примыкающих к грибку пресса. Инструменты, массой более 34 кг каждый (диаметр 165 мм, а длина 393 мм), подвешены на балансирах и располагаются по обе стороны вертикально закрепленной в стапеле панели. Клепку производят два оператора.
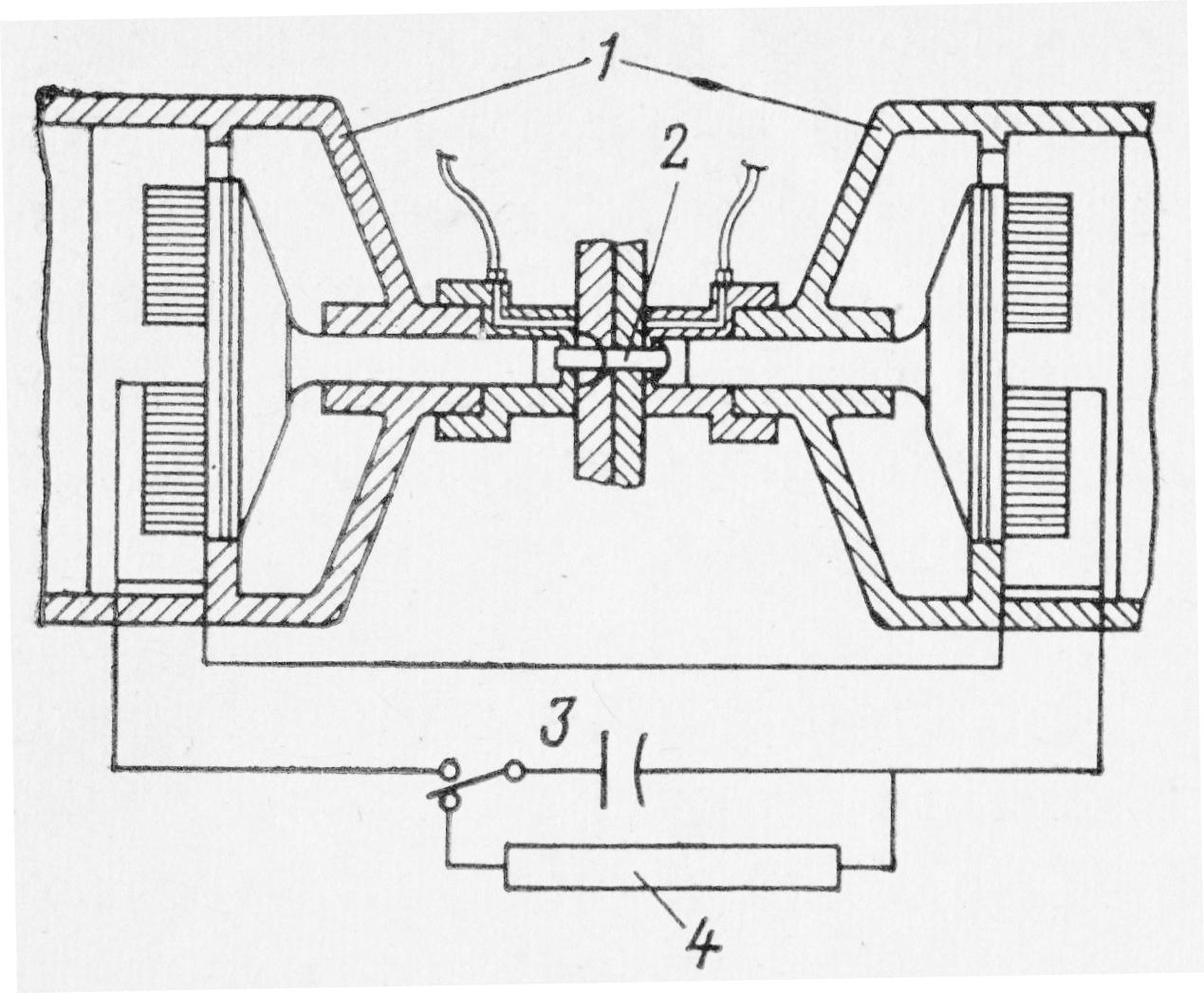
Рис. 29.1. Электромагнитная клепка стержнями с помощью электромагнитной клепальной системы, работающей по принципу синхронизированного двухстороннего обжатия
стержня: 1 – клепальные инструменты; 2 – стержень; 3 – конденсаторы; 4 – источник
постоянного тока.
Существует большое разнообразие форм закладных головок заклепки, которое можно свести к шести основным типовым группам: плоская, полукруглая, потайная (90°), плоско-выпуклая, потайная (120°) и с компенсатором. Точность обработки гнезда под головку заклепки существенно влияет на ресурс соединения.
Все заклепки классифицируют по типу головок, марке материала, диаметру и длине. Заклепки общего пользования предназначены для выполнения заклепочных соединений при ударной и прессовой заклепке.
Типы заклепок общего назначения в условиях двустороннего подхода приведены в табл. 29.1.
В зависимости от технических условий, которым должен соответ-ствовать объект сборки, заклепочные соединения панелей подразделяются на обычные, высокоресурсные и герметичные.
В современных конструкциях летательных аппаратов большое распространение получили высокоресурсные заклепочные соединения, выполняемые заклепками с компенсаторами и стержневыми заклепками. При расклепывании таких заклепок одновременно с образованием замыкающей головки компенсатор утапливается в тело заклепки клепальным инструментом. Компенсатор вызывает радиальную раздачу материала в головке заклепки и прилегающей зоне стержня. В результате полностью заполняется отверстие, как по закладной головке, так и по стержню заклепки за счет одновременного течения материала со стороны замыкающей и закладной головок. Как показали испытания, проведенные на различных режимах нагружения, заклепки с компенсаторами имеют увеличенную выносливость на срез от 2 до 6 раз, на отрыв – в 8-10 раз в сравнении с обычными заклепками. Образованные заклепками с компенсаторами соединения являются герметичными безвнутришовной или иной герметизации и сохраняют ее до разрушения. В табл. 29.2 представлены основные типы заклепок с компенсаторами, применяемые при прессовой и автоматической клепке.
Таблица 29.1
| Наименование | Обозначение | Тип | Эскиз |
| Заклепки с плоской головкой | 3501А…3508А ГОСТ 14801-85 | ЗП |
|
| Заклепки с плоскоскругленной головкой из жаропрочного сплава | ОСТ 1 34000-84 ОСТ 1 34003-86 | ЗП | |
| Заклепки с плосковыпуклой головкой | 3558А…3564А ОСТ 14800-85 | ЗВ |
|
| Заклепки с полукруглой головкой | 3515А…3523А ГОСТ 14797-85 | ЗК |
|
| Заклепки с потайной головкой (Ð90°) | 3531А-3532А ГОСТ 14798-85 ОСТ 1 34085-80… ОСТ 1 34091-80 | ЗУ (Ð90°) |
|
| Заклепки с потайной головкой (Ð90°) из жаропрочного сплава | ОСТ 1 34001-84 ОСТ 1 34004-86 | ЗУ (Ð90°) | |
| Заклепки с потайной головкой (Ð120°) | 3547А-3552А ГОСТ 14799-85 ОСТ 1 34096-80… ОСТ 1 34101-80 | ЗУ (Ð120°) |
|
| Заклепки с потайной головкой (Ð120°) из жаропрочного сплава | ОСТ 1 34002-84 ОСТ 1 34005-86 | ЗУ (Ð120°) | |
| Заклепки с потайной уменьшенной головкой (Ð120°) | ОСТ 1 11847-74… ОСТ 1 11648-74 | ЗУМ (Ð120°) |
|
| Заклепки с плоскоскругленной головкой | ОСТ 1 34073-85… ОСТ 1 34083-85 | ЗПВС |
|
Таблица 29.2
| Эскиз | Тип | Наименование | Обозначение |
| | ЗУК (Ð90°) | Заклепки с уменьшенной потайной головкой (Ð90°) с компенсатором | ОСТ 1 12020-75 Ф 185 Я |
| | ЗУКМ (Ð120°) | Заклепки с уменьшенной потайной головкой (Ð120°) с компенсатором | Ф 188 Я |
| | ЗУКМ (Ð90°) | Заклепки с уменьшенной потайной головкой (Ð90°) с компенсатором (модернизированные) | ОСТ 1 34047-80 |
| | ЗУКТ-1 | Заклепки с уменьшенной потайной головкой (Ð90°) с компенсатором для тонких обшивок | ОСТ 1 34116-91 |
| | ЗУКТ-2 | Заклепки с уменьшенной потайной головкой (Ð90°) с компенсатором для особо тонких обшивок | ЗУКТ-2 |
| | ЗВУК | Заклепки с плосковыпуклой уменьшенной головкой с компенсатором | УН 0100 093 |
| | ЗПК | Заклепки с плоской головкой с компенсатором | Ф 186 Я УН 0100 094 |
| | ЗУКС | Заклепки с компенсатором типа «стержень» | УН 2000.135 |
| | ЗУКК (Ð90°) | Заклепки с потайной головкой (Ð90°) с корончатым компенсатором | ОСТ 1 34052-85 АНУ-0301 |
| | ЗВУКК | Заклепки с плосковыпуклой головкой с корончатым компенсатором | ОСТ 1 34040-80 |
| | ЗУГ | Заклепки с уменьшенной потайной (Ð90°) деформируемой головкой для тонких обшивок | ЗУГ |
| | ЗУГБ | Заклепки с потайной (Ð90°) деформируемой головкой | ЗУГБ |
Клепка стержневыми заклепками предусмотрена на автоматическом сверлильно-клепальном оборудовании – сверлильно-клепальных автоматах и установках отечественного и зарубежного производства. Цикл образования заклепочного соединения включает сжатие пакета под действием нижней силовой головки; вращение сверла и быстрый подвод его к поверхности изделия; сверление и зенкование с рабочей подачей; отвод сверла; подачу заклепки (стержня) в отверстие; клепку; зачистку закладной головки. При необходимости команда на подачу дозированного количества герметика поступает после сверления и зенкования.
При стержневой клепке стержень устанавливается в отверстие с помощью поршня 1 (рис. 29.2). Пакет сжат между верхней плитой 3, к которой приложено усилие четырех пневмоцилиндров  , и нижним прижимом (усилие
, и нижним прижимом (усилие  ). Усилие больше усилия примерно на 1000 Н. Разность этих усилий воспринимается пакетом. Усилие
). Усилие больше усилия примерно на 1000 Н. Разность этих усилий воспринимается пакетом. Усилие  , приложенное к поддержке 2, значительно больше усилия клепки
, приложенное к поддержке 2, значительно больше усилия клепки  , и поэтому перемещение поддержки при клепке исключено. После подвода обжимки 5 образуются небольшие "бочки" с обоих концов стержня. Затем под действием усилия окончательно образуется замыкающая головка. Усилие через замыкающую головку передается на пакет и через него на верхнюю плиту. Поэтому после образования замыкающей головки на пакет снизу действует усилие + , большее усилия пневмоцилиндров . В результате пакет приподнимается вверх и отжимает верхнюю плиту. При этом происходит окончательное образование закладной головки.
, и поэтому перемещение поддержки при клепке исключено. После подвода обжимки 5 образуются небольшие "бочки" с обоих концов стержня. Затем под действием усилия окончательно образуется замыкающая головка. Усилие через замыкающую головку передается на пакет и через него на верхнюю плиту. Поэтому после образования замыкающей головки на пакет снизу действует усилие + , большее усилия пневмоцилиндров . В результате пакет приподнимается вверх и отжимает верхнюю плиту. При этом происходит окончательное образование закладной головки.

Рис. 29.2. Схема клепки стержнями: 1 – цилиндр; 2 – поддержка; 3 – верхняя плита;
4 – прижим; 5 – обжимка.
В табл. 29.3 представлены два основных типа стержневых заклепок, применяемых в отечественном самолетостроении.
Таблица 29.3
| Эскиз | Тип | Наименование | Обозначение | Условия подхода |
| | ЗУС, ЗПС | Заклепки стержневые | ОСТ 1 34043-80 | Двусто- ронний |
| | СКН | Заклепки-стержни | ОСТ 1 34012-76 | Двусто- ронний |
В отрасли с внедрением прогрессивной автоматической клепки в целях повышения надежности технологического перехода вставки заклепки в отверстие в автоматическом режиме создан ряд специальных типов заклепок со скругленной торцевой частью (табл. 29.4).
Применение при сборке прессовой и автоматической клепки соединений заклепками с компенсаторами и стержневыми заклепками позволяет значительно увеличить ресурс заклепочных соединений в сравнении с ударной клепкой и использованием заклепок общего назначения за счет упрочнения поверхности стенок отверстия деталей. Упрочнение производится за счет пластического формообразования заклепки-стержня создания напряженно-деформированного состояния в замкнутой зоне.
Таблица 29.4
| Эскиз | Тип | Наименование | Обозначение |
| | ЗПВС | Заклепки с плоскоскругленной головкой | ОСТ 1 34054-85 |
| | УЗ | Универсальные заклепки | ОСТ 1 34044-80 |
| | ЗУК (90°) | Заклепки с потайной головкой (90°) с компенсатором | ОСТ 1 34039-79 |
| | ЗУКК | Заклепки с плоскоскругленной головкой с корончатым компенсатором | ОСТ 1 34045-80 |
| | ЗУКМ (90°) | Заклепки с уменьшенной потайной головкой (90°) с компенсатором | ОСТ 1 34012-76 |
Вопросы для самоконтроля:
1. Какие преимущества имеет прессовая клепка перед ударной?
2. Какой принцип работы электромагнитной клепальной системы?
3. Какие основные различия в процессах установки заклепок типа ЗУ и заклепок типа ЗУКМ?
4. Какой принцип работы компенсатора заклепки?
5. Какие преимущества клепки стержневыми заклепками и заклепками с компенсаторами?
6. Какие принципиальные различия в процессах автоматической и прессовой клепки?
7. Какие перспективы применения заклепочных соединений существуют?
Дата добавления: 2015-09-29; просмотров: 15705;