Основы ручной дуговой сварки
При дуговой сварке источником теплоты служит электрическая дуга, горящая между свариваемым (основным) металлом и одним или двумя электродами. Стержень электрода плавится и расплавленный металл каплями стекает в сварочную ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую или газошлаковую защиту дуги и сварочной ванны, которая изолирует их от воздуха. По мере движения дуги металл сварочной ванны затвердевает и образуется сварочный шов. Жидкий шлак по мере остывания образует на поверхности шва шлаковую корку.
В процессе сварки в результате нагрева и охлаждения происходит изменение структуры и свойств в участках основного металла, прилегающих к шву. Вся зона основного металла, в которой в результате нагрева и охлаждения происходит изменение структуры и свойств, называется зоной термического влияния. Строение зоны термического влияния для конструкционной стали показана на рис. 19.2.
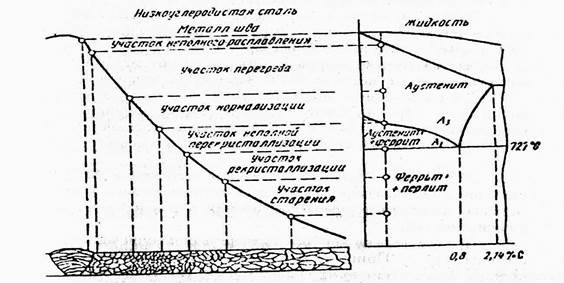
Рис. 19.2. Зоны термического влияния
I. Участок полного_расплавления_ (металл шва) при остывании имеет крупнозернистую литую структуру.
II. Учaсток неполного расплавления является переходным от наплавленного металла к основному и напевается _ зоной сплавления.
III. Участок_перегрева нагревается до 1100-1300°С и характеризуется зерном. Зоны II-III называются околошовной зоной. В этой зоне в результаты нагрева и охлаждения наиболее резко меняются структура и свойства основного металла, определяющие свариваемость, снижается пластичность и ударная вязкость.
IV. Участок нормализации нагревается выше точки А3 и характеризуется измельчением зерна и повышением механических свойств.
V. Участок неполной перекристаллизации характеризуется нагревом от А1 до А3. Структурные изменения в этой зоне слабо влияют на свойства сварных соединений.
VI-VII _участки - зоны рекристаллизации и старения.
При сварке дугой прямого действия теплота выделяется в дуге между металлом и электродом (а), а при сварке косвенной дугой (б) - металл плавится в столбе дуги между двумя электродами. Используют переменный и постоянный ток, либо трехфазный ток.
Сварочной дугой называют стационарный электрический разряд в газах и парах между находящимися под напряжением электродами. Сварочная дуга характеризуется высокой температурой газов и большим током в зоне разряда. Расстояние между электродами - это область дугового разряда или длина дуги. Электрическая дуга – это ионизированный воздух под действием напряжения.
Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с изделием. Ток короткого замыкания мгновенно расплавляет металл в месте контакта, в результате чего образуется жидкая перемычка. При отводе электрода от изделия жидкая перемычка растягивается, металл перегревается и его температура достигает температуры кипения, пары металла и газы под действием термо- и автоэлектронной эмиссии ионизируются - возбуждается дуга.
Электрическая дуга является концентрированным источником теплоты. Мощность постоянного тока N = U I. (1)
Однако не вся мощность дуги расходуется на нагрев и расплавление металла. КПД h = Nпол /N составляет » 50%. Для автоматической сварки под флюсом h » 0,9, для ручной дуговой h » 0,8.
Электрическая дуга состоит из трех частей: катодной (Lк), столба дуги (Lс) и анодной области (Lа). Длина катодной области ~ 10-5, анодной ~ 10-3 - 10-4 см.
Столб дуги можно рассматривать как газовую плазму, находящуюся в термодинамическом равновесии. Общее напряжение дуги
U = Uан + Ucp + Uкат = Uк.а + Ес L, (2)
где Uк.а = Uк + Ua - общее падение напряжения в катодной (Uk) и анодной (Ua) областях, Ес - напряженность поля в столбе дуги длиной Lc.
Основными параметрами режима ручной дуговой сварки являются напряжение U и сварочный ток Iс. Диаметр dэ электрода выбирают в зависимости от толщины h свариваемого металла.
| d, мм | 1,5-2,5 | 3-4 | 4-5 | > 5 | |
| h, мм | 1-2 | 4-5 | 6-12 | > 13 |
Производительность сварки определяется количеством металла m, наплавляемого в течение времени t и сварочным током Iс:
m = aн Iс t , (3)
aн - коэффициент наплавки, [aн ] = (г/А)*час. При ручной дуговой сварке он равен 8-12 (г/А)*час.
Оптимальную величину сварочного тока Iс устанавливают экспериментально Iс = kdЭ , где dЭ - диаметр электрода, k - коэффициент, зависящий от типа свариваемого материала и его толщины. Для электродов со стержнем из низкоуглеродистой стали k = 30-60 А/мм, а из высоколегированной стали k = 30-40 А/мм.
Дата добавления: 2015-09-18; просмотров: 1285;