Устойчивость горения дуги.
Дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания, называется устойчивой. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой.
Устойчивость дуги зависит от многих причин, основными из которых являются:
· род и полярность тока;
· состав и покрытие электродов;
· длина дуги.
Для электродов с покрытием диаметром 4…5 мм нормальная длина дуги равна 5…6 мм. Такая дуга называется короткой, она горит устойчиво и обеспечивает нормальное протекание процесса сварки.
Дуга, у которой длина больше 6 мм, называется длинной. Процесс плавления металла протекает при этом неравномерно. Образующиеся капли электродного металла в большей степени окисляются кислородом воздуха и обогащаются азотом. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность, увеличивается разбрызгивание металла, чаще образуются места с непроваром.
В сварочной дуге столб дуги можно рассматривать как гибкий проводник, по которому проходит электрический ток и который под воздействием электромагнитного магнитного поля может изменять свою форму. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья.
Сила магнитного поля пропорциональна квадрату тока, поэтому магнитное дутье особенно заметно при сварке постоянным током значительной величины (свыше 300…400 А). При сварке переменным током покрытыми электродами и сварке под флюсом явление электромагнитного дутья сказывается слабее, чем при постоянном токе и применении голых или тонкопокрытых электродов. для уменьшения отклоняющего действия магнитных полей на дугу следует вести сварку возможно более короткой дугой.
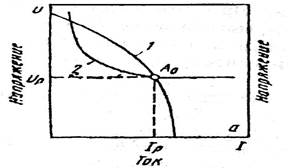 Основным условием устойчивого горения сварочной дуги является соответствие внешней (1) характеристики источника питания _ статической_(2) характеристике дуги (рис. 19.4). Внешняя характеристика - это зависимость между силой тока в сварочной цепи и напряжением источника.
Основным условием устойчивого горения сварочной дуги является соответствие внешней (1) характеристики источника питания _ статической_(2) характеристике дуги (рис. 19.4). Внешняя характеристика - это зависимость между силой тока в сварочной цепи и напряжением источника.
Рис. 19.4. Единая энергетическая система внешней характеристики источника питания (1) и сварочной дуги (2)
Точка А0их пересечения соответствует установившемуся режиму работы U и I. Условие устойчивости работы системы источник - дуга выражается в следующем виде:
Ку = (dUд/dl - dUu/dl)Ip0>0 (4)
Ку – коэффициент устойчивости.
При ручной дуговой сварке токами небольшой плотности
(dUu/dl)Ip 0 < (dUд/dl)Ip 0 < 0. (5)
В режиме А0 длина дуги автоматически поддерживается постоянной в том случае, если скорость подачи электродной проволоки постоянна. С изменением длины дуги изменяется и ток. Скорость плавления уменьшается, и длина дуги восстанавливается при постоянной скорости подачи проволоки. Это свойство дуги называется саморегулированием.
На капли расплавленного электродного металла при прохождении их через дуговой промежуток действуют:
· сила тяжести;
· силы поверхностного натяжения;
· силы электромагнитного поля;
· силы внутреннего давления газов.
Электрические характеристики дуги определяют требования к сварному соединению, к источникам питания. В установившемся состоянии зависимость между напряжением U и током I выражается статической вольт-амперной характеристикой дуги (рис.19.1).
I зона- увеличение электропроводности столба дуги – крупнокапельный металлоперенос; II зона- увеличение сечения столба дуги; 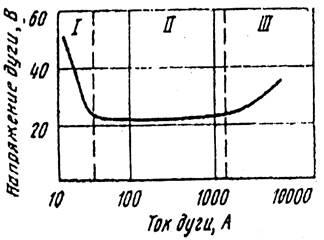 Ш зона- сечение не может увеличиваться (предел) – мелкокапельный металлоперенос. Поэтому при дуговой электрической сварке используется жесткая часть воль-амперной характеристики дуги.
Ш зона- сечение не может увеличиваться (предел) – мелкокапельный металлоперенос. Поэтому при дуговой электрической сварке используется жесткая часть воль-амперной характеристики дуги.
Рис. 19.1. Вольт-амперная характеристика сварочной дуги
Дуга зажигается в результате прикосновения конца электрода, соединенного с одним полюсом источника тока, к свариваемому металлу, который соединен с другим полюсом того же источника, с последующим быстрым отводом электрода на расстояние 3-4 мм. Если до зажигания дуги Uхх ≈ 60В. В момент касания электродом изделия (короткое замыкание – КЗ) Uкз = 0, а при нормальном горении Uраб = (15-30)В в зависимости от типа и длины электрода. Мощность тока N1 = U×I расходуется на нагрев металла, скорость которого N2 = dQ/d t = Cm DТ/d t, и его расплавление. При локальном нагреве КПД дуги достаточно высок ( » 0,5-0,9). Легко подсчитать, что за короткий промежуток времени температура быстро растет и достигает температуры плавления металла.
Вследствие неравномерного нагрева деталей в шве и зоне термического влияния возникают значительные - растягивающие напряжения, что приводит к трещинам и к браку.
Определение стойкости металла шва против возникновения горячих трещин является первым видом испытания свариваемости.
В зонах закалки металл имеет пониженную пластичность: там могут образовываться околошовные холодные трещины.
Испытание металла околошовной зоны, шва и сварного соединения в целом на склонность к образованию холодных трещин_ являются вторым видом испытания свариваемости.
В испытания на свариваемость включают испытания механических свойств металла шва и сварного соединения.
При ручной сварке пост состоит из источника питания, сварочных проводов, электродержателя и электродов. Сварщик должен быть специально подготовлен и иметь специальный допуск к сварочным работам. Для защиты от излучения дуги и брызг металла сварщик имеет защитный щиток или маску с темными очками и спецодежду.
Существует сварка плавящимися и неплавящимися (графитовые, вольфрамовые) электродами с дугой прямого и косвенного действия постоянным током прямой и обратной полярности. При прямой полярности электрод соединяют с отрицательным полюсом источника постоянного тока, а основной металл – с положительным; при обратной полярности – наоборот. При сварке дугой переменного тока катодное и анодное пятна меняются 100 раз в секунду (если частота 50 Гц). Поэтому устойчивость горения дуги переменного тока ниже, чем у дуги постоянного тока. Основные преимущества дуги переменного тока:
· Простота и меньшая стоимость оборудования (источников питания).
· Отсутствие магнитного дутья.
· Наличие катодного распыления оксидной пленки при аргонодуговой сварке алюминия. Катодное распыление – это процесс бомбардировки сварочной ванны положительными ионами в тот момент, когда изделие бывает катодом, за счет чего разрушается оксидная пленка.
Дуга прямого действия – это дуга, которая горит между металлом и электродом, косвенного действия – дуга, горящая между двумя электродами. Ремонт чугунных изделий производят дугой обратной полярности графитовым электродом рис. 19.3, а). Для увеличения мощности для сварки металла средней толщины применяют два электрода с косвенной дугой (рис. 19.3,б). Для сварки металла большой толщины применяют трехфазную дугу (рис. 19.3,в).
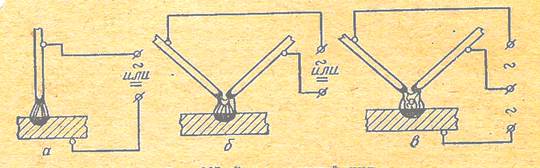
Рис. 19.3. Виды сварочной дуги
Дата добавления: 2015-09-18; просмотров: 5388;