Способы регулирования режимов сварки у источников питания.
Из общего упрощенного уравнения внешней характеристики источника питания имеем:
Uд = Uхх – Iс ´ Zэ (6)
где Uд – напряжение на клеммах источника питания для данного тока (Iс),
Uхх – напряжение холостого хода источника питания,
Zэ – эквивалентное сопротивление источника питания или схемы.
Тогда Iс = (Uхх- Uд) / Zэ при Uд = Uи = const (7)
На основе этих уравнений можно осуществлять настройкурежима горения дуги:
1. Изменяя напряжение холостого хода (Uхх) можно получать различные характеристики, соответствующие ряду значения тока Iд1, Iд2, Iд3 и т.д. при неизменном напряжение (Uд1), либо ряд напряжений Uд1,Uд2,Uд3 и т.д. при неизменном токе Iд1 (рис.19.5.а). Такая система настройки приводит к тому, что приходится либо чрезмерно снижать напряжение холостого хода, соответствующее малым токам, либо излишне его повышать при настройке на большие токи. Это неудобно в эксплуатации и снижает экономические показатели источника питания.
2. Изменяя (Zэ) при неизменном (Uхх), можно получить семейство кривых, показанных на рис.19.5,б. Такие источники более удобны, но вследствие того, что напряжение холостого хода выбирают исходя из среднего режима работы, устойчивость дуги (особенно переменного тока) при сварке на малых токах будет недостаточной.
3. Наиболее эффективным является комбинированный плавно-ступенчатый метод настройки, при котором диапазон регулирования разбивается на 2-3 ступени настраиваемым изменением (Uхх), а в пределах ступени настройку производят за счёт изменения (Zэ) (рис.19.5,в).
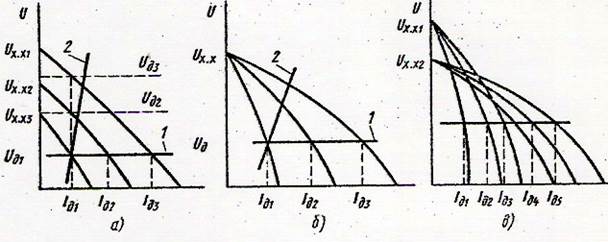
Рис. 19.5. Внешние характеристики источников питания при разных способах регулирования параметров режима сварки: 1 – участок вольт-амперной характеристики дуги при постоянном расстоянии между электродом и изделием; 2 – участок характеристики устойчивой работы при постоянной скорости подачи электрода.
При сварке токами малой плотности интенсивность саморегулирования снижается. В этом случае применяются автоматическое регулирование длины дуги с помощью изменения скорости подачи электродной проволоки.
Дата добавления: 2015-09-18; просмотров: 2225;