Характеристика термических печей заводов черной металлургии
В прокатных цехах заводов черной металлургии термической обработке подвергаются сортовой прокат, горячекатаный и холоднокатаный листы, холоднокатаная лента, рельсы и другая продукция. Применяемые виды термической обработки достаточно разнообразны (табл. 20).
Все виды термической обработки проката могут быть разделены на две грувпы:
1) режимы, связанные со значительными затратами времени на выдержку при определенной температуре и медленным охлаждением (отжиг, отпуск);
2) режимы, связанные лишь с нагревом металла в печи до определенной температуры с последующей выдачей на воздух (нормализация) или в жидкие среды (закалка).
Такое разделение оказывает решающее влияние на выбор типа применяемых печей. При термической обработке прокатной стали применяют печи двух типов (садочные и проходные).
Металл в садочных печах загружают на неподвижный под или на выкатную подину, и в процессе нагрева он находится в неподвижном состоянии. Загрузка металла осуществляется обычно в полуостывшую печь, и нагрев его происходит вместе с нагревом печи.
В проходных печах металл в процессе нагрева перемещается от одного конца печи к другому при помощи специальных механизмов.

Преимущество садочных печей заключается в их универсальности, поскольку в них могут быть обеспечены любые температурные и тепловые режимы. Однако большим недостатком садочных печей является то, что в них не достигается желаемая равномерность нагрева металла и они лепригодны для поточного производства. Кроме того, в садочных печах большое количество тепла тратится непроизводительно, на периодический нагрев кладки печи.
Проходные печи более совершенны, так как в них обеспечиваются непрерывность, поточность производства и однородность нагрева металла. Работу этих печей можно полностью механизировать и автоматизировать. Непрерывность потока производства позволяет совместить термическую обработку с другими технологическими операциями (очисткой, резкой и др.). Следует отметить, что строительство высокомеханизированных проходных печей требует значительных первоначальных капитальных затрат, которые, однако впоследствии окупаются.
При осуществлении режимов термообработки, связанных с длительной выдержкой, применение проходных печей нецелесообразно, так как для обеспечения необходимой производительности термического отделения пришлось бы создавать нерационально большое число крайне длинных печей. Разумное исключение в данном случае составляют протяжные печи для термообработки холоднокатаной ленты. Большое значение при выборе конструкции термических печей имеет качество получаемого металла. В частности, для автостроения необходим холоднокатаный лист, имеющий невысокую жесткость и пригодный для глубокой вытяжки — процесса широко распространенного на автомобильных заводах. Еще не так давно для отжига автолиста в рулонах повсеместно применяли садочные печи колпакового типа. Металл в них охлаждается медленнее, чем в протяжных печах и, имея меньшую жесткость, пригоден для штампования.
Однако в настоящее время для отжига автолиста все шире применяются протяжные печи, приспособленные для обработки автолиста при таких режимах, при которых лист получается с необходимыми характеристиками по жесткости.
При нагреве металла в термических печах обязательными являются равномерность и относительно невысокая скорость нагрева без окисления и обезуглероживания поверхности. Широко распространены топливные и электрические печи. Для отопления термических печей используют обычно газообразное топливо. Чтобы обеспечить равномерность нагрева металла, горелки и дымоотборы стараются разместить равномерно по длине рабочего пространства. Температура в термических печах может превышать конечную температуру металла не более чем на 50 – 70°С. Особое место занимают протяжные печи для нагрева тонкой ленты, в которых создается и поддерживается очень высокая скорость нагрева при значительном перепаде температур (500 - 600°С). Сравнительно невысокая температура в термических печах не позволяет во многих случаях сжигать топливо непосредственно в рабочем пространстве.
Сжигание топлива в рабочем пространстве затруднено, поскольку факел, характеризуемый высокой температурой, может вызвать нежелательный перегрев нагреваемого металла, и температура рабочего пространства бывает порой недостаточна для достижения устойчивого горения топлива.
По указанным причинам топки термических печей часто размещают либо вне рабочего пространства или под подом печи (подподовые топки), либо выносят за пределы печи (выносные топки). Применение подподовых топок позволяет обеспечить необходимую для равномерного нагрева циркуляцию газов.
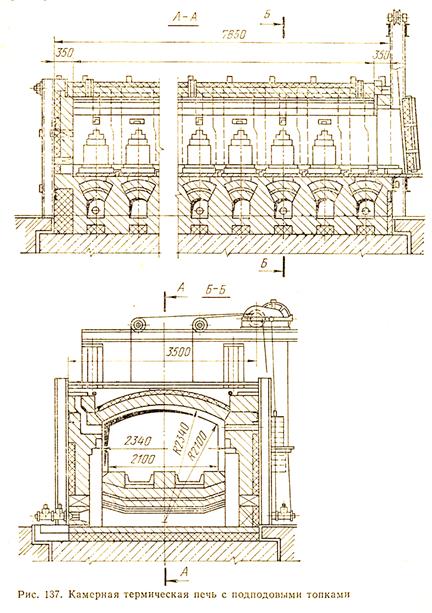
На рис. 137 представлена термическая печь с подподовыми топками, в которых сжигают топливо. Образовавшиеся дымовые газы проходят под подом и поступают в рабочее пространство через правый какал. В топке развивается высокая температура, необходимая для сгорания топлива, однако рабочее пространство ограждено от воздействия излучающего высокотемпературного факела.
Очень важное значение имеет левый канал, через который в подподовую топку подсасываются более холодные дымовые газы из рабочего пространства. В результате этого снижается до требуемой величины температура вновь образующихся при горении дымовых газов перед их выходом в рабочее пространство и обеспечивается их циркуляция.
Обычно выполняют ряд подподовых топок по длине печи с шахматным расположением форсунок или горелок. При шахматном расположении горелок в рабочем пространстве печи достигается развитая циркуляция газов и обеспечивается тем самым равномерный нагрев металла Наряду с подподовыми топками в термических печах применяют экранированные топки, в которых нагреваемый металл не воспринимает прямого излучения факела.
В зависимости от величины рабочей температуры печи можно разделить на три группы: высокотемпературные, среднетемпературные и низкотемпературные.
Высокотемпературные печи (рабочая температура 1100 – 1150°С) применяют для закалки и высокотемпературного отжига нержавеющих, кремнистых и других легированных сталей. При этом топливо сжигают в рабочем пространстве печи.
Среднетемпературные печи (рабочая температура 600–950°С) используют для отжига, высокого отпуска и нормализации углеродистых и низколегированных сталей. В таких печах в зависимости от рабочей температуры сжигают топливо в рабочем пространстве или применяют подподовые и экранированные топки.
Низкотемпературные печи (рабочая температура до 600°С) применяют для низкого и среднего отпуска. В таких печах топливо всегда сжигают вне рабочего пространства, причем часто используют рециркуляцию дымовых газов.
При термической обработке металла используют специальные защитные атмосферы, чтобы получить металл с чистой, неокисленной поверхностью (так называемый светлый отжиг). Поэтому все существующие конструкции термических печей могут быть разделены на две большие группы: прямого и косвенного нагрева. В печах прямого нагрева металл не отделен от печных газов. Такие печи применяют в том случае, когда допустим контакт между металлом и дымовыми газами, которые оказывают на него окисляющее действие. Обычно металл (лист), нагреваемый в печах прямого нагрева, проходит последующее химическое травление.
В печах косвенного нагрева (муфельных) нагреваемый металл отделен от печных газов. Такой метод нагрева применяют в тех случаях, когда недопустимо даже малейшее окисление поверхности металла. Различают два принципа отделения металла от печных газов: муфелирование металла и муфелирование пламени.
В первом случае садку металла закрывают специальным металлическим колпаком — муфелем (съемным или стационарным). Под муфель подают специальную защитную атмосферу, препятствующую окислению металла. Тепло от печных газов передается муфелю, а от него — нагреваемому металлу.
Во втором случае топливо сжигают в радиационных трубах. Продукты сгорания в рабочее пространство печи не попадают, а пройдя по трубе, уходят в атмосферу. В этом случае печь также заполняют защитной атмосферой во избежание окисления металла. Как при муфелировании металла, так и при муфелировании пламени необходима высокая степень герметизации, чтобы избежать попадания в печь атмосферного воздуха. Печи прямого нагрева обычно применяют для нормализации (закалки) и отжига сортового проката и горячекатаного листа. Печи косвенного нагрева используют для светлого отжига холоднокатаного листа, ленты и других видов проката.
Методы муфелирования применяются как в садочных, так и в проходных печах.
Современное металлургическое производство является высоко-механизированным и автоматизированным производством. В полной мере это относится и к термическим печам, степень механизации которых непрерывно повышается. Садочные печи оборудованы выкатными подинами, специальными загрузочными машинами, кранами. Проходные печи для транспортирования металла через печь снабжены шагающим подом, роликовым подом, специальными конвейерами. На многих термических печах (протяжных, колпаковых) начинают внедряться АСУ ТП.
Дата добавления: 2015-11-10; просмотров: 557790;