Печи для термической обработки холоднокатаных листов и ленты
Для термической обработки применяют колпаковые садочные печи и протяжные печи постоянного действия. В колпаковых печах термообработке подвергают стопы листов или рулоны ленты. В протяжных печах происходит обработка одного слоя ленты, что обеспечивает большую скорость и равномерность нагрева. Протяжные печи — более прогрессивные агрегаты, соответствующие требованиям современного поточного производства. Они обычно входят в состав непрерывных линий, в которых наряду с термообработкой металла осуществляют ряд других технологических операций (травление, нанесение покрытий и др.). Однако несмотря на эти преимущества, современное производство холоднокатаного листа не может обойтись пока без колпаковых печей.
Основным видом термической обработки холоднокатаного металла является низкотемпературный рекристалли-зационный отжиг. Скорость охлаждения ленты в протяжных печах по сравнению с колпаковыми очень велика. Поэтому получается более мелкозернистая структура и, как следствие, выше предел текучести и твердость металла. В протяжных печах структура получается однородной, чего нельзя сказать о металле, отожженном в колпаковых печах. Колпаковым печам, как печам садочного типа, свойственна неравномерность нагрева металла. В результате этого у одного и того же металла, отожженного в колпаковых печах, структура и свойства могут быть различными.
Режим работы протяжных печей теснейшим образом связан с технологией термической обработки. Температура рекристаллизации определяет температуру нагрева металлов. Скорость нагрева металла обычно составляет 25 – 100 К/с, чем и определяется время нагрева. Для завершения рекристаллизации необходима выдержка при температуре рекристаллизации, которая должна быть не менее 25 с. Скорость охлаждения ленты следует выбирать такой, чтобы из твердого раствора в феррите успевал полностью выпадать углерод и не образовываться перенасыщенный раствор. При температуре около 500°С содержание углерода примерно такое же, как и при 20°С, поэтому регулируемое охлаждение надо вести до 480 – 500°С. Время регулируемого охлаждения не должно быть менее 25 с. Дальнейшее охлаждение ниже 480 – 500°С можно вести с любой скоростью, но до 120°С ленту следует охлаждать в защитной атмосфере, а ниже 120°С — обдувкой холодным воздухом. Ускорение охлаждения от 500 до 120°С представляет собой значительный резерв увеличения производительности и удешевления печи.
Колпаковые печи
В колпаковых печах лист отжигают в пакетах, а рулоны — в стопах (при этом рулоны установлены один на другой). Для ускорения нагрева используют принудительную циркуляцию защитной атмосферы. Между рулонами предусмотрены специальные прокладки, которые позволяют защитной атмосфере циркулировать между рулонами и способствовать тем самым их прогреву в осевом направлении.
Применяют многостопные и одностопные колпаковые печи. В многостопных печах один нагревательный колпак приходится на несколько стоп, которые взаимно экранируют друг друга. Это приводит к неравномерности нагрева стопы и необходимости увеличения времени выдержки и, следовательно, к снижению производительности.
Более совершенны с этой точки зрения одностопные колпаковые печи, в которых рулоны прогреваются равномернее. Однако в экономическом отношении эффективнее многостопные печи. Их целесообразно применять при массовом производстве, когда сортамент отжигаемого металла сравнительно неширок. В случае большого разнообразия сортамента отжигаемого металла одностопные печи позволяют более гибко вести производство.
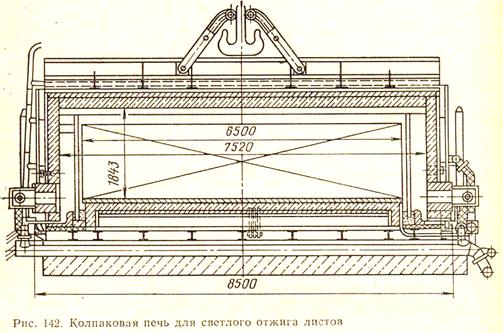
Печи с муфелированием металла. Колпаковая печь для светлого отжига листа представлена на рис. 142. Она предназначена для отжига листов, уложенных в стопу. Нагрев стопы листов целесообразно вести так, чтобы тепло поступало к торцам листов, а не в поперечном направлении. Между листами, сложенными в стопу, находится газовая прослойка, которая снижает теплопроводность в поперечном направлении в 30 – 40 раз по сравнению с теплопроводностью сплошного металла. У печи два колпака: внутренний — из листового железа и наружный футерованный колпак, на котором и размещены горелки. Внутренний колпак — это муфель, которым закрывают стопы, помещенные на неподвижный под (стенд) печи. Внизу внутреннего муфеля устроен песочный затвор, обеспечивающий необходимую герметизацию. Под внутренний муфель по специальной трубке подается защитная атмосфера.
Весь процесс отжига делится на следующие стадии: а) загрузка стоп металла на стенд; б) установка внутреннего муфеля и продувка подмуфельного пространства защитной атмосферой для удаления воздуха; в) нагрев садки до 650 – 750°С (с защитной атмосферой); г) охлаждение садки под внутренним муфелем до 150°С (с защитной атмосферой); охлаждение от 150°С на воздухе и разгрузка стенда.
Выдавать металл на воздух с температурой выше 150°С нельзя во избежание появления на поверхности металла цветов побежалости.
Время нагрева садки до 650 – 750°С приблизительно в три раза меньше суммарного времени охлаждения садки до 150°С, загрузки и разгрузки металла. Поэтому обычно на один наружный колпак приходится три стенда. Когда один стенд находится под наружным колпаком, второй разгружают и нагружают, а на третьем охлаждают металл под внутренним муфелем. Колпак переносят с одного стенда на другой специальным мостовым краном. Масса наружного колпака около 40 т.
При переносе с одного стенда на другой внутренняя поверхность футеровки колпака остывает до 300 – 350°С. В нижней части наружного колпака с двух сторон по всей его длине расположена серия небольших инжекционных горелок, что обеспечивает торцовой подвод тепла к стопам листов. Перед каждой горелкой установлена карборундовая пластина, предохраняющая внутренней муфель от местного перегрева. У наружного колпака также устроен внизу песочный затвор. В качестве топлива можно использовать любое газообразное топливо, чаще всего употребляют смеси коксового и доменного газов  = 5800 – 10000 кДж/м3.
= 5800 – 10000 кДж/м3.
Дымовые газы отдают тепло внутреннему муфелю, а он в свою очередь передает тепло нагреваемому металлу. Удаляют дымовые газы из рабочего пространства при помощи эжекторов. Газ и инжектирующий воздух подают через специальные гибкие шланги. Дымовые газы удаляются в дымоотводящне трубопроводы, присоединенные к дымовой трубе, оборудованной дымососом.
Масса садки в колпаковых печах составляет 80 – 120 т, удельная производительность достигает 250 – 300 кг/(м2×ч), удельный расход топлива равен 1200 – 1400 кДж/кг.
Колпаковые печи для отжига рулонов ленты чаще всего одностопные (рис. 143). Показатели работы одностопных колпаковых печей приведены ниже:

В работе колпаковых печей для отжига ленты в рулонах большое значение имеет циркуляция защитного газа. Если сравнивать работу колпаковой печи в отсутствие циркуляции и с циркуляцией, то при циркуляции производительность увеличивается в 2 – 3 раза, а удельный расход тепла на отжиг уменьшается. Циркуляция позволяет не только ускорить нагрев рулонов, но и повысить равномерность нагрева садки.
 Циркуляцию осуществляют при помощи вентиляторов с крыльчаткой центробежного типа. Крыльчатка помещена под стопой внутри специального направляющего аппарата. Вентилятор засасывает защитный газ из внутренней полости стопы рулонов и через направляющий аппарат подает его между наружным и внутренним цилиндрами двойного муфеля или вдоль стен внутри одинарного муфеля. Поднимаясь вдоль стен муфеля, газ нагревается и затем поступает во внутреннюю полость стопы через специальные кольца, проложенные между рулонами. Проходя с большой скоростью между рулонами, газ отдает свое тепло торцу рулона, значительно ускоряя его нагрев. Чтобы защитный газ направлялся между рулонами, внутреннюю полость их сверху закрывают специальной крышкой.
Циркуляцию осуществляют при помощи вентиляторов с крыльчаткой центробежного типа. Крыльчатка помещена под стопой внутри специального направляющего аппарата. Вентилятор засасывает защитный газ из внутренней полости стопы рулонов и через направляющий аппарат подает его между наружным и внутренним цилиндрами двойного муфеля или вдоль стен внутри одинарного муфеля. Поднимаясь вдоль стен муфеля, газ нагревается и затем поступает во внутреннюю полость стопы через специальные кольца, проложенные между рулонами. Проходя с большой скоростью между рулонами, газ отдает свое тепло торцу рулона, значительно ускоряя его нагрев. Чтобы защитный газ направлялся между рулонами, внутреннюю полость их сверху закрывают специальной крышкой.
Печи с муфелированием пламени. Светлый отжиг металла также осуществляют в колпаковых печах, в которых топливо сгорает внутри радиантных труб.
Печи с радиантными трубами применяют для светлого отжига металла в рулонах (рис. 144). Эти печи отапливают газообразным топливом с теплотой сгорания не ниже 7500 кДж/м3. Температура нагрева металла 650 – 750°С. Масса садки зависит, от размеров печи и колеблется в пределах 20 – 80 т. Удельная производительность печей составляет 150 – 250 кг/(м2×ч) при удельном расходе тепла 1050 – 1400 кДж/кг.
Для предотвращения окисления металла в печах применяют внутренний металлический муфель. Этот муфель позволяет осуществить циркуляцию защитной атмосферы.

Протяжные печи
Выше было отмечено, что отжиг рулонов в колпаковых печах широко распространен. Однако этому методу присущи следующие недостатки: а) цикл отжига длится очень долго — до нескольких дней; б) равномерный нагрев металла не обеспечивается;. в) невозможно полностью механизировать и автоматизировать загрузку, транспортирование и уборку рулонов; г) требуются большие производственные площади.
Поэтому все шире применяют непрерывные линии с протяжными печами, которые используют для обезуглероживающего отжига электротехнической стали, светлого отжига жести, светлой закалки нержавеющей полосы, цинкования тонкого листа и лужения жести. Все шире начинают применять протяжные печи для отжига тонкого автомобильного листа.
Протяжные печи могут быть разделены на две большие группы: горизонтальные и вертикальные (башенные). Длина ленты в горизонтальных печах допускается не более 200 м, а скорость движения до 2 м/с, так как при больших значениях трудно обеспечить центрирование при движении ленты через печь. Производительность горизонтальных печей невелика и их обычно применяют при небольшом объеме производства. В вертикальных печах условиях центрирования благоприятнее, поэтому длина ленты в таких печах может достигать 1 км, а скорость движения 10 м/с. Такие печи распространены шире, так как при весьма высокой производительности они занимают небольшую производственную площадь. Подобные печи обычно состоят из трех частей: входной, печной и выходной (рис. 145).
Входная и выходная секции отделены от печной секции петлевыми башнями, в которых накапливается запас полосы. Во входной и выходной секциях скорости синхронизируются со скоростями движения полосы в рабочей (печной) секции. Для этого устраивают специальные петлевые ямы, в которых положение свободно висящей ленты контролируется фотоэлементами. Скорость движения полосы во всех агрегатах задают в зависимости от скорости нагрева и охлаждения полосы.
На входном участке происходит сварка рулонов между собой, а также обезжиривание и очистка полосы при помощи специальных щелочных ванн; на выходном участке — разрезка полосы после намотки рулона требуемого размера.
Печная секция состоит из четырех камер: нагрева, выдержки, замедленного и быстрого охлаждения. В камере нагрева металл нагревается до конечной температуры 700 – 730°С. Эту камеру в топливных печах обычно отапливают коксовым или природным газом, сжигаемым в радиантных трубах. Светлый отжиг полосы проводят чаще всего в азотной защитной атмосфере (96% N2 и 4% Н2). Чтобы дымовые газы не попадали в печь, радиантные трубы работают под разрежением. Разность между температурой в печи и конечной температурой металла около 200°С; при этом время нагрева полосы толщиной 0,25 мм составляет 15 – 20 с. Предельная температура печи 1000°С, выше которой возможен перегрев и разрыв полосы. Камера нагрева с радиантными трубами приведена на рис. 146. Камеры выдержки конструктивно весьма схожи с камерой нагрева с той лишь разницей, что в камеру выдержки подается такое количество тепла, которого было бы достаточно для покрытия тепловых потерь. Кроме радиационных труб, камеры нагрева и выдержки иногда оборудованы электронагревателями.

В камере замедленного охлаждения температура металла падает с 700 – 780 до 480°С в течение 25 с. Камера оборудована воздухоохлаждаемыми трубами и электронагревателями. Скорость охлаждения регулируют изменением расхода воздуха. Электронагреватели включают при разогревах и остановках печи.
В камере быстрого охлаждения металл охлаждается до заданной температуры. Применяют две системы высокоскоростного охлаждения: первой предусмотрена установка в камере большого числа водяных теплообменников со встроенными вентиляторами для обеспечения интенсивного движения охлажденного защитного газа. По второй системе охлажденный в водяных холодильниках защитный газ подается вентиляторами в вертикальные проходы и через щелевые отверстия с большой скоростью обдувает с двух сторон движущуюся полосу. Такое струйное охлаждение резко уменьшает время операции и позволяет сократить длину камеры.
Непрерывные агрегаты для светлого отжига жести с вертикальными башенными печами распространены достаточно широко. Обычно обработке подвергают полосу толщиной 0,2 – 0,3 мм, движущуюся со скоростью 150 – 600 м/мин. Производительность агрегатов колеблется в пределах 25 – 60 т/ч. В камере нагрева обычно предусмотрено 6 – 12 проходов, вмещающих 100–200 м полосы, камера выдержки вмещает 120 – 170 м полосы, камеры медленного охлаждения около 100 – 130 м, общая длина полосы составляет 600 – 1200 м.
При отоплении камеры нагрева коксовым газом на 1 т отжигаемой полосы расходуется около 40 м3 газа и 9 кВт×ч электроэнергии. Расход защитной азотной атмосферы при производительности агрегата 55 т/ч составляет 700 – 900 м3/ч. В печах поддерживают давление 50 – 150 Н/м3. При использовании башенной печи с защитной атмосферой для светлой закалки полосы из нержавеющей стали толщиной от 0,08 до 0,3 мм полосу нагревают до 1100 – 1150°С, температуру в печи поддерживают на 200 – 250°С выше конечной температуры металла. Такие печи работают со скоростью движения полосы 20 – 30 м/мин и обеспечивают производительность до 10 т/ч.
Протяжными печами оборудуются непрерывные линии для горячего цинкования ленты и для электролитического лужения жести.
Дата добавления: 2015-11-10; просмотров: 4440;