Характеристика нагревательных печей заводов черной металлургии
Нагревательными печами называют печи, в которых осуществляется нагрев металла перед обработкой давлением (прокаткой, ковкой). Часто прокатку металла ведут последовательно на нескольких станах, чем и объясняется состав парка печей.
В последнее время производительность вновь строящихся прокатных станов непрерывно увеличивается. Поэтому основными чертами общей тенденции развития печей являются интенсификация нагрева металла (с соблюдением требований, предъявляемых к качеству нагрева) и стремление к максимально возможной механизации и автоматизации работы печей. Повышение интенсификации нагрева позволяет увеличить производительность печного агрегата и при современной, весьма высокой производительности прокатных станов устанавливать к каждому стану рациональное число печей.
В настоящее время на заводах черной металлургии применяют как разливку стали по изложницам, так и непрерывную разливку стали. В первом случае печное хозяйство включает в себя печи для нагрева слитков перед прокаткой на блюмингах и слябингах, во втором случае подобные печи отсутствуют.
Наиболее распространенным является нагрев прямоугольных заготовок для чего применяют печи периодического (садочные) и постоянного (проходные) действия. В печах периодического действия металл загружается в полностью или частично остуженную печь, и затем постепенно нагревается вместе с печью. Такой метод нагрева, когда температура печи меняется во времени, применяют при нагреве крупных слитков, которые надо греть медленно воизбежание возникновения чрезмерного температурного перепада. В черной металлургии на периодическом режиме работают нагревательные колодцы-печи, в которых слиток, стоящий вертикально, нагревается с четырех сторон. Поскольку размеры слитков значительные (толщина обычно около 600 мм, масса около 7 т), подобный нагрев с четырех сторон обеспечивает необходимую равномерность и производительность.
В печах постоянного действия температура во времени остается неизменной. Вместе с тем температура по длине рабочего пространства таких печей может изменяться в соответствии с необходимостью создания целесообразного режима нагрева. Проходные печи постоянного действия — это наиболее распространенные нагревательные печи в черной металлургии. Они очень многообразны как по способу транспортировки заготовки через печь, так и по методам отопления. Это толкательные печи, печи с шагающим и роликовым подом; с торцевым, сводовым, боковым отоплением. В таких печах может осуществляться как постепенный (методический) режим нагрева, так и весьма форсированный камерный режим.
Наряду с тепловым и температурным режимом для работы печей большое значение имеет режим давления в печи. Идеальным был бы такой режим давления в печи, при котором холодный воздух не попадал бы в печь, а дымовые газы не выбивались бы из печи. Если холодный воздух попадает в печь, то это приводит к излишнему расходу тепла и увеличивает угар металла. Чрезмерное выбивание дымовых газов приводит к увеличению потерь тепла, пагубно влияет на арматуру печи и затрудняет ее обслуживание. Для обеспечения оптимального режима давления в нагревательных колодцах стремятся под крышкой поддерживать небольшое избыточное давление. В проходных печах на уровне нагреваемых заготовок также целесообразно поддерживать небольшое избыточное давление, исключающее подсос воздуха в печь и большое выбивание дымовых газов. Однако полностью выдержать такое давление по всей длине печи не удается.
Печи для нагрева слитков (нагревательные колодцы)
Слитки металла, полученные в мартеновском, конвертерном или электросталеплавильном цехах, перед прокаткой на обжимном стане подвергают дополнительному нагреву. Обычно толщина их не менее 400 мм, поэтому для ускорения и повышения качества нагрева целесообразно греть их с четырех сторон, располагая вертикально. Подобный нагрев достигается применением нагревательных колодцев, которые по сравнению с печами других типов с точки зрения условий нагрева крупных слитков отличаются следующими особенностями:
1) вертикальным расположением слитков, обеспечивающим ускоренный и равномерный нагрев металла, а также исключающим возможность смещения усадочной раковины;
2) удобством транспортирования, загрузки и выгрузки металла при вертикальном положении слитков.
К нагревательным колодцам предъявляют определенные требования:
1) достаточно быстрый нагрев металла, обеспечивающий высокую производительность (общую и удельную);
2) качественный нагрев металла: равномерность нагрева по высоте и сечению слитков без местных оплавлений;
3) эффективная работа воздухо- и газоподогревателей, обеспечение невысокого удельного расхода топлива;
4) возможность надежного автоматического регулирования теплового режима;
5) высокие эксплуатационные качества (удобство удаления шлака, полное сжигание топлива в пределах рабочего пространства, достаточная герметизация рабочего пространства и теплообменных устройств, достаточная стойкость крышек и других элементов нагревательных колодцев);
6) наиболее простая конструкция и невысокие капитальные затраты на строительство.
Каждый нагревательный колодец в отдельности называется ячейкой. Несколько ячеек составляют группы. Для группы ячеек предусмотрены одна дымовая труба и общее помещение для контрольно-измерительных приборов. Производительность нагревательных колодцев обычно исчисляют на группу в год. Зная производительность стана и производительность одной группы, можно найти необходимое число групп нагревательных колодцев.
Тепловой и температурный режимы. Современные нагревательные колодцы являются камерными печами периодического действия с переменным во времени тепловым и температурным режимом. В подавляющем большинстве нагревательных колодцев нагрев металла осуществляется садками, т.е. после выдачи всех нагреваемых слитков ячейки колодцев вновь загружают слитками. При выдаче и посадке слитков в результате частого открывания крышки кладка рабочего пространства нагревательных колодцев охлаждается. Поэтому при работе колодцев на горячем посаде в первый момент нагрева температура слитков выше температуры поверхности кладки и основной потребитель тепла в этот период — кладка колодца.
На рис. 122 показан температурный режим и приведен тепловой баланс колодца при нагреве слитков горячего посада для различных периодов нагрева. Из этого рисунка видно, что в начальный период нагрева подают максимальное количество тепла, соответствующее тепловой мощности колодцев. После того, как кладка достигнет своей рабочей температуры, начинается интенсивный нагрев металла.
Расход тепла поддерживают максимальным до тех пор, пока температура той части слитка, которая нагревается быстрее, не достигнет предельного значения. Этот период называется периодом нагрева. Вслед за ним наступает период выдержки, в течение которого происходит постепенное уменьшение расхода тепла, так как в течение этого времени температура поверхности слитков остается постоянной и тепло расходуется только на прогрев слитка по сечепию. В этот период температура отходящих продуктов сгорания остается приблизительно постоянной.
Тепловую мощность нагревательных колодцев выбирают так, чтобы обеспечить быстрый подъем температуры кладки и поверхности слитков в начале нагрева. При заниженной мощности период нагрева затянется, а период выдержки сократится, и полный цикл нагрева будет нерационально большим. При завышенном максимальном расходе топлива период нагрева сократится, но увеличится неравномерность температуры по сечению слитка и период выдержки затянется. Это также вызовет чрезмерное увеличение длительности полного цикла нагрева.
На работу нагревательных колодцев очень большое влияние оказывает начальная температура слитков. Обычно нагревательные колодцы работают в подавляющей степени на горячем посаде, т.е. в ячейку для нагрева до температуры прокатки (~ 1200°С) помещают еще не полностью остывшие после разливки слитки, температура которых 700 – 850°С. Чем выше процент горячего посада и начальная температура слитков, тем больше производительность нагревательных колодцев и тем ниже удельный расход тепла на нагрев металла. Процент горячего посада и начальная температура слитков зависят от уровня организации производства на данном предприятии. На тех заводах, где культура производства достаточно высока, горячий посад достигает 95%, а начальная температура слитков перед нагревом 800 – 850°С.
Оптимальное значение тепловой мощности (по химическому теплу топлива) лежит в пределах 200 – 300 МДж/т садки.
Рабочая температура в нагревательных колодцах составляет 1350 – 1400°С. Для обеспечения такой рабочей температуры нужно сжигать топливо так, чтобы калориметрическая температура горения достигала 2100 – 2200°С.
Шлакоудаление. В процессе нагрева металла происходит его окисление. Образовавшаяся окалина стекает по граням слитков на подину колодцев и должна быть оттуда удалена. Существуют два метода удаления окалины или, как говорят, два метода шлакоудаления: сухое шлакоудаление и жидкое.
 При сухом шлакоудалении на подину колодца насыпается мелкий коксик, который впитывает окалину и через 5 – 6 всадов вместе с ней удаляется через специальные лючки. Затем сверху при открытой крышке засыпается и разравнивается новая порция коксика.
При сухом шлакоудалении на подину колодца насыпается мелкий коксик, который впитывает окалину и через 5 – 6 всадов вместе с ней удаляется через специальные лючки. Затем сверху при открытой крышке засыпается и разравнивается новая порция коксика.
Вслед за этим металл нагревают вновь.
При жидком шлакоудалении коксик на поду отсутствует; подину выполняют из огнеупорных материалов, не взаимодействующих с окалиной (обычно хромомагнезит) ; окалина в жидком состоянии удаляется с пода ячейки через специальную летку.
Каждому из этих методов присущи область применения, свои недостатки и преимущества.
Недостатки сухого шлакоудаления:
1) непроизводительные затраты времени на засыпку и удаление коксика;
2)  замедленный прогрев и науглероживание донной части слитка, несколько утопленной в коксик;
замедленный прогрев и науглероживание донной части слитка, несколько утопленной в коксик;
3) необходимость иметь в цехе хранилище для кокса и плохое санитарное состояние цеха (при засыпке коксика поднимается туча пыли);
4) крайне отрицательное влияние коксовой пыли на керамику регенераторов и рекуператоров.
Однако сухое шлакоудаление — это единственный метод удаления окалины в таких конструкциях, где невозможно обеспечить жидкотекучесть окалины на поду ячейки. Этим обстоятельством и определяется область применения метода сухого шлакоудаления.
Жидкое шлакоудаление позволяет устранить недостатки, свойственные сухому шлакоудалению; но и оно также не лишено недостатка, заключающегося в том, что при жидком шлакоудалении неравномерно изнашивается подина колодца, и слитки теряют устойчивость.
Футеровка и ее служба. В нагревательных колодцах наиболее уязвимы следующие части огнеупорной футеровки:
1) подина и нижняя часть стен, поскольку они интенсивно соприкасаются с окалиной и слитками;
2) те пояса футеровки стен, на которые опираются слитки;
3) футеровка крышки, так как она подвержена действию наиболее высоких температур, колебанию температур и механическому воздействию в связи с частым открыванием и закрыванием крышки;
4) керамика регенераторов и рекуператоров (особенно верхние ряды), которая работает в тяжелых условиях высоких температур, резкой смены температуры, воздействия газовых потоков, несущих окалину и пыль.
Подину колодцев выкладывают обычно в три слоя: 1) внутренний из хромомагнезитового кирпича; 2) шамотный кирпич; 3) внешний теплоизоляционный слой из диатомитового кирпича. При сухом шлакоудалении уровень подины по всей площади колодцев одинаков, при жидком подину выкладывают с уклоном в сторону шлаковой летки.
Стены колодцев также выполняют трехслойными. Внешний слой — теплоизоляционный, затем слой шамотного кирпича. Внутренний слой в нижней части стен (приблизительно на 1 м высоты) выполняют из хромомагнезита, остальное из динаса. Интенсивнее всего стены изнашиваются на том уровне, где опираются слитки. В связи с этим в этом месте выполняют выступ кладки внутрь колодца. Эти выступы выкладывают из динаса, хромомагнезита, каолинового кирпича. Стойкость выступов из динаса наименьшая.
В настоящее время применяют крышки как с арочной футеровкой, так и с подвесным сводом. И в том, и в другом случае можно применять шамотный кирпич. В последнее время для футеровки крышек все шире используют каолиновый кирпич. Каолиновый кирпич в футеровке крышек значительно более стоек, поскольку обладает большой огнеупорностью и меньшей дополнительной усадкой.
Керамические рекуператоры, применяемые в нагревательных колодцах, выполняют из восьмигранных трубок. Обычно монтируют 6 – 8 рядов труб, из них два верхних и нижний ряды из карбо-шамотных трубок, остальное — из шамотных.
В рекуператорах насадку следует сменять раз за 1,2 – 2 года.
Смена футеровки крышек осуществляется через 7 – 9 мес. В отдельных случаях, чаще всего в регенеративных колодцах, быстро сгорает металлическая рама крышек.
Конструкции колодцев
Нагревательные колодцы бывают с регенеративным и с рекуперативным подогревом воздуха. Регенеративные колодцы — это устарелые конструкции, которые нигде уже не строятся. Поэтому рассмотрим конструкции наиболее распространенных рекуперативных нагревательных колодцев.
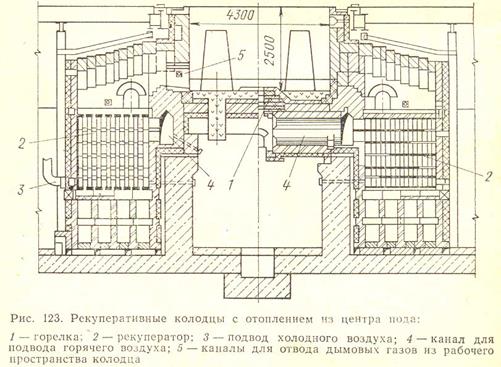
Колодцы с отоплением из центра пода. Такие колодцы (рис. 123) применяют для нагрева слитков перед прокаткой на блюминге производительностью около 2,5 млн. т/год. Они достаточно надежны в эксплуатации, отапливают их смешанным коксо-доменным газом с теплотой сгорания 5800 – 8400 кДж/м3 при помощи горелок, расположенных в центре пода. Группа состоит из двух ячеек. В каждую ячейку помещается по 12 – 16 слитков квадратного сечения.
Колодцы оборудованы керамическими рекуператорами из восьмигранных карбо-шамотных трубок для подогрева воздуха до 800 – 850°С. Воздух, пройдя через рекуператоры, поступает к горелке с двух сторон по сборным каналам. Газ подается в горелку по специальной трубе снизу вверх, поэтому факел тоже направлен снизу вверх. Продукты сгорания удаляются из рабочего пространства через специальные окна и, пройдя через рекуператор, уходят в дымовую трубу. Рекуперативные колодцы с отоплением из центра пода в настоящее время работают на 90 – 95% горячего посада, обеспечивая при этом производительность одной группы около 220 – 270 тыс. т/год. Удельный расход тепла на нагрев металла составляет 1100 – 1200 кДж/кг. Процесс нагрева металла в этих колодцах можно автоматизировать. Импульсную точку выбирают на одной из боковых стен в зоне наиболее высоких температур, т.е. несколько выше верхней кромки слитка. Тепловая мощность колодцев с отоплением из центра пода составляет обычно 21,0 – 29,0 ГДж/ч.
Качество металла в рекуперативных колодцах с отоплением из центра пода недостаточно. Вследствие вертикального расположения факела зона наибольших температур создается в верхней части рабочего пространства, что приводит к перегреву верхней части слитка при недостаточном нагреве его основания. Перепад температур по высоте рабочего пространства достигает 100°С и более, что вызывает неравномерность нагрева слитка. Однако положительным является то, что все слитки, входящие в садку, греются почти одинаково.
Общая площадь рекуператора нагревательных колодцев составляет около 400 м2. В рекуператоре шесть рядов труб. Два нижних и два верхних ряда — из карбошамотных трубок, средние ряда — из шамотных.
Рекуператоры работают при температуре дымовых газов на входе 1200 – 1250°С; скорости воздуха 1,5 дымовых газов 0,7 – 1,0 м/с.
Воздух в рекуператор поступает обычно под давлением, в результате чего между воздушной и дымовой сторонами рекуператора возникает значительный перепад давлений (до 200 Па), в результате чего создается возможность для утечки воздуха в дымовые каналы. Утечка иногда достигает 40 – 50% всего воздуха, поданного в рекуператор. Низкая герметичность рекуператоров сильно влияет на работу колодцев, так как в результате утечек количество воздуха, достигшего горелки, становится недостаточным и, что очень важно, неопределенным. При недостатке воздуха топливо не сгорает полностью в пределах рабочего пространства и поэтому становится возможным его дожигание в рекуператоре, что вызывает разрушение рекуператора и дальнейшее увеличение утечек.
При уменьшении количества воздуха, попадающего в ячейку, приходится сокращать количество подаваемого топлива, т.е. снижать тепловую нагрузку, а это в свою очередь приводит к снижению производительности.
Ненадежная (в смысле герметичности) работа рекуператоров наряду с высокой стоимостью сооружения является, пожалуй, самым большим недостатком этих нагревательных колодцев.
Колодцы с отоплением из центра пода работают в основном на жидком шлакоудалении, которое позволяет увеличить производительность ячейки и сократить расход топлива. Однако при жидком шлакоудалении резко возрастает число ремонтов, а следовательно, и удельный расход огнеупоров. Колодцы при жидком шлакоудалении работают более форсированно, что увеличивает толщину окалины и возможность оплавления слитков.
Колодцы с верхним отоплением. В последние годы строят колодцы с одной верхней горелкой, что объясняется увеличением производительности строящихся блюмингов до 6 млн. т/год и более. Повышением производительности блюмингов обусловлены новые требования, предъявляемые к нагревательным колодцам, которые в определенной мере реализуются применением колодцев с одной верхней горелкой. Конструкция колодцев представлена на рис. 124. Колодец вытянутой формы шириной 2,2 – 2,5 м. В ячейку помещают в два ряда 14 слитков массой по 7 – 8 т. Каждая группа колодцев включает чаще всего 2 или 4 ячейки. Тепловую нагрузку в этих колодцах поддерживают около 38 – 42 ГВт; удельный расход тепла составляет 1300 – 1350 кДж/кг. Поскольку на поду подобных колодцев температура относительно низкая, применяют сухое шлакоудаление.
Производительность колодцев подобного типа на группу из двух ячеек несколько меньше (200 – 220 тыс. т/год), чем колодцев с отоплением из центра пода. Это объясняется особенностями их тепловой работы.
Колодец отапливают газообразным топливом при различной степени подогрева воздуха. Выходные скорости в горелке должны быть подобраны так, чтобы кинетической энергии струй было достаточно для проталкивания газов от горелки до дымоотборного окна по петлеобразной траектории. Плохое смешение топлива и воздуха приводит к тому, что наибольшая температура развивается около стены, противоположной горелке; на этой стене и выбирают импульсную точку для автоматизации теплового режима. Причем, раньше других нагреваются слитки, находящиеся около этой стены.
Когда температура в импульсной точке достигает заданного значения, то во избежание ее дальнейшего повышения расход топлива снижается и кинетическая энергия струй топлива и воздуха уменьшается. Это приводит к тому, что газы уже не достигают противоположной стенки и двигаются по прогрессивно укорачивающейся петле.
Таким образом, процесс нагревания садки протекает неравномерно, затягивается, поэтому производительность группы, состоящей из двух ячеек таких колодцев, меньше производительности колодцев с отоплением из центра пода. Однако, колодцы с одной верхней горелкой более компактны и при одной и той же общей длине отделения нагревательных колодцев их можно установить несколько больше, чем колодцев с отоплением из центра пода.
На нагревательных колодцах с одной верхней горелкой применяются керамические воздушные рекуператоры, при использовании которых возможны два способа подачи воздуха: при первом, для подвода воздуха от рекуператора к горелке применяют эксгаустер из жароупорного материала. Воздух просасывается через рекуператор, и возможность утечки практически устраняется. Однако, в этом случае температура подогрева воздуха ограничивается 400 – 450°С, так как при более высокой температуре существующие эксгаустеры работать не могут.
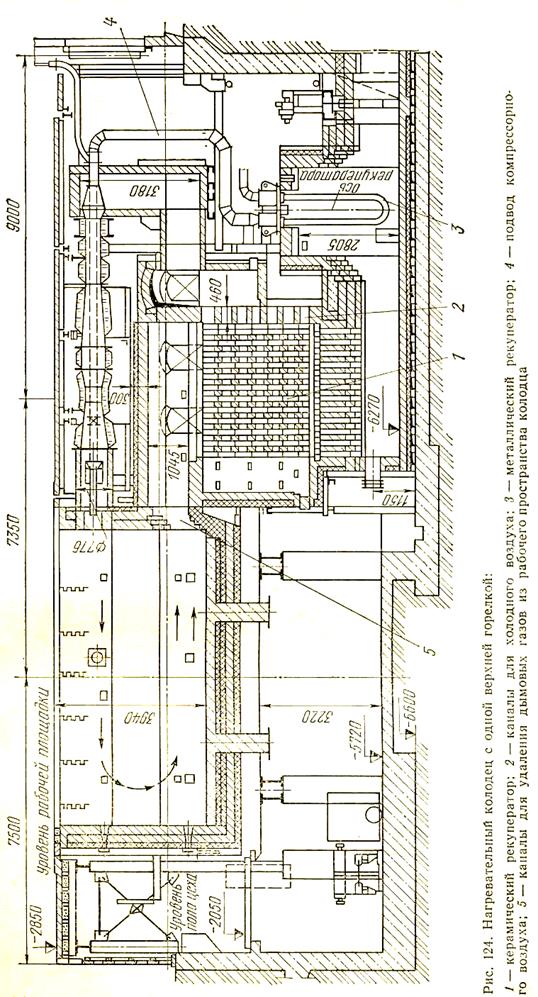
Второй способ предусматривает подачу воздуха из рекуператора к горелке при помощи инжектора. Инжектирующей средой служит воздух высокого давления (20 – 40 кПа), количество которого составляет 25 – 30% общего расхода и который подогревается в металлическом трубчатом рекуператоре до 250 – 350°С. В этом случае температура воздуха перед горелкой составляет 650 – 700°С. Если для инжектирования применять компрессорный воздух (5 – 7% общего расхода), то температура воздуха перед горелкой составит 700 – 800°С.
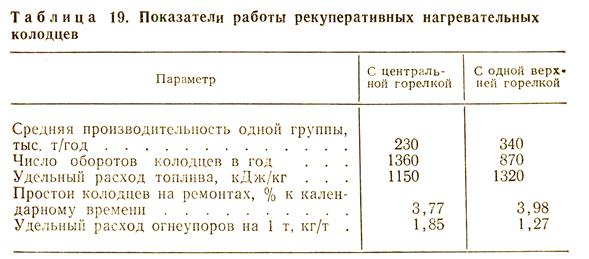
Сравнение различных нагревательных колодцев по эксплуатационным показателям приведено в табл. 19.
Дата добавления: 2015-11-10; просмотров: 4642;