Технологическая последовательность изготовления изделия
| Номер операции | Наименование операции | Оборудование, инструменты, завод - изготовитель |
| Поступление ткани на предприятие | Машина | |
| Разгрузка ткани и перемещение рулонов ткани в цех | Тележки, лифты для подъема грузов | |
| Хранение ткани | Механизированные стеллажи | |
| Разбраковка ткани | Браковочный станок | |
| Подача ткани к настилу | Ленточный транспортер | |
| Настил ткани | Настилочная машина комета «Комета» АО «Авиал» (Россия) | |
| ЗАГОТОВКА Крой деталей изделия | ||
| Выкраивание спинки | Cs 529 | |
| Выкраивание полочек | Cs 529 | |
| Выкраивание рукавов | Cs 529 | |
| Выкраивание манжет | R 1532-2 | |
| Выкраивание воротников | Cs 529 | |
| Выкраивание косых беек для окантовки рукавов | ЭЗДМ-1 | |
| Выкраивание кармана | Cs 529 | |
| Дублирование деталей | ||
| Дублирование манжет | ПГУ-3 | |
| Дублирование верхнего воротника | Cs 511 | |
| Дублирование верхней стойки | ПГУ-3 | |
| Обработка мелких деталей (манжет, кармана) | ||
| Застрачивание среза манжет | 97А класс (Промшвеймаш) | |
| Обтачивание манжет | 97А класс (Промшвеймаш) | |
| Подрезка манжеты в углах | Ножницы | |
| Вывёртывание манжет на лицевую сторону | ||
| Приутюживание манжет | ПГУ-3 | |
| Настрачивание отделочной строчки вдоль края манжет | 5000 фирмы «Джуки» (Япония) | |
| Заутюживание припусков швов притачивания кармана | Электропаровой утюг марки УПП-М Утюжильный стол марки СУ-М-1. | |
| Настрачивание отделочной строчки по входу в карман | 5000 фирмы «Джуки» (Япония) | |
| Обработка спинки | ||
| Обработка полочки | ||
| Настрачивание кармана на левую половинку полочки | 1022 класс (Промшвеймаш) | |
| Обметывание левой и правой половинок застежки | 51- А класс (Промшвеймаш) | |
| Заутюживание припусков обметывания | Электропаровой утюг марки УПП-М Утюжильный стол марки СУ-М-1. | |
| Обработка воротника | ||
| Обтачивание верхнего воротника нижним | 297 класс | |
| Подрезание припусков обтачивания в уголках воротника | Ножницы | |
| Вывёртывание воротника на лицевую сторону | ||
| Настрачивание отделочной строчки по отлету воротника | 5000 фирмы «Джуки» (Япония) | |
| Настрачивание отделочной строчек по отлёту и концам воротника | 5000 фирмы «Джуки» (Япония) | |
| Заутюживание нижнего среза стойки | Электропаровой утюг марки УПП-М Утюжильный стол марки СУ-М-1. | |
| Застрачивание нижнего среза стойки | 1022 класс (Промшвеймаш) | |
| Обтачивание стойки по контуру одновременно втачивая отлет воротника | 97А класс (Промшвеймаш) | |
| Уточнение и надсекание припусков шва обтачивания концов стойки | Ножницы | |
| Вывёртывание стойки на лицевую сторону | ||
| Настрачивание отделочной строчки по срезу соединения воротника со стойкой | 5000 фирмы «Джуки» (Япония) | |
| Обработка рукавов и манжет | ||
| Окантовка разрезов рукавов косой бейкой | 1022 класс (Промшвеймаш) | |
| Настрачивание закрепки в верхней части разреза | 1022 класс (Промшвеймаш) | |
| Притачивание манжет на низ рукавов закладывая складки на рукаве по контрольным знакам | 97А класс (Промшвеймаш) | |
| Настрачивание манжет на низ рукава | 97А класс (Промшвеймаш) | |
| МОНТАЖ | ||
| Стачивание плечевых срезов полочки и спинки совмещая горловину | 97А класс (Промшвеймаш) | |
| Обмётывание припуска шва стачивания плечевых срезов | 51- А класс (Промшвеймаш) | |
| Заутюживание припусков плечевых швов на спинку | Электропаровой утюг марки УПП-М Утюжильный стол марки СУ-М-1. | |
| Втачивание рукавов в открытую пройму | 302 класс (Подольскшвеймаш) | |
| Заутюживание припусков втачивания рукавов на рукава | Электропаровой утюг марки УПП-М Утюжильный стол марки СУ-М-1. | |
| Стачивание боковых срезов рукавов и боковых срезов сорочки совмещая линию проймы рукавов | 97А класс (Промшвеймаш) | |
| Обметывание припусков боковых срезов | 51- А класс (Промшвеймаш) | |
| Заутюживание припусков боковых срезов на спинку | Электропаровой утюг марки УПП-М Утюжильный стол марки СУ-М-1. | |
| Втачивание стойки в горловину, складывая лицевую сторону внешней стойки с лицевой стороной изделия, строчку со стороны стойки | 97А класс (Промшвеймаш) | |
| Настрачивание стойки на горловину | 97А класс (Промшвеймаш) | |
| Застрачивание низа сорочки швом в подгибку с закрытым срезом | 5000 фирмы «Джуки» (Япония) | |
| Окончательная ВТО | Паровоздушный манекен МПВУ | |
| Намелка места расположения петель и пуговиц | ||
| Обметывание петель в местах их предварительной намелке | 25-1 (Промшвеймаш) | |
| Пришивание пуговиц в местах их расположения | 827 класс (Промшвеймаш) |
3. ОБОРУДОВАНИЕ ПОДГОТОВИТЕЛЬНЫХ ЦЕХОВ
3.1. Транспортные средства
Для передачи сырья, полуфабрикатов и готовых изделий на швейных предприятиях существуют внутри и межцеховые транс портные средства.
 Межцеховые транспортные средства обеспечивают передачу сырья, полуфабриката или готовых изделий между цехами. К таким средствам относятся конвейеры, скаты, тележки, грузовые лифты, электрокары и др.
Межцеховые транспортные средства обеспечивают передачу сырья, полуфабриката или готовых изделий между цехами. К таким средствам относятся конвейеры, скаты, тележки, грузовые лифты, электрокары и др.
 Внутрицеховые транспортные средства служат для передачи сырья или полуфабрикатов между рабочими местами в цехе. Из внутрицеховых транспортных средств (швейного цеха) наиболее распространены конвейеры и тележки.
Внутрицеховые транспортные средства служат для передачи сырья или полуфабрикатов между рабочими местами в цехе. Из внутрицеховых транспортных средств (швейного цеха) наиболее распространены конвейеры и тележки.
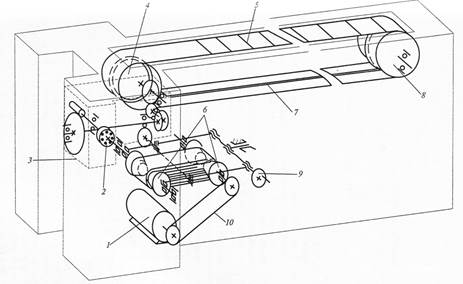
В швейных цехах используют конвейеры различного конструктивного исполнения и назначения. Ленточные конвейеры (рис. 1), используемые в массовом и серийном производстве, имеют брезентовую ленту (5) , прикрепленную к цепи (7) и перемещаемую от звездочки ведущего барабана (4). Цепь (7) с лентой (5) расположена на звездочке ведомого барабана (8). Смещение одного из барабанов со звездочкой создает натяжение ленте (5). На ленте (5) имеются секции для укладки деталей. Ведущий барабан (4) со звездочкой приводится в действие от электродвигателя через клиноременную передачу (10), вариатор (6) скорости и редуктор (3). Вариатор (6) соединяется с редуктором (3) через муфту (2), которая в случае перегрузки конвейера выходит из строя, предохраняя от поломки электродвигатель (1). Валы передач и шкивов проходят в подшипниках, закрепленных в каркасе конвейера.
Вариатор (6) обеспечивает регулирование скорости перемещения ленты, которая зависит от такта выпуска изделий (средняя затрата времени на операцию, выполняемую на одном рабочем месте). Регулирование скорости движения ленты (5) выполняется вращением маховика (9), расположенного сбоку корпуса вариатора (6).
Подвесные конвейеры могут быть цепными и винтовыми (рис. 2). Основным элементом конструкции в цепном подвесном конвейере является цепь (3), на которой располагаются крючки (4) для перемещения полуфабрикатов. Для привода конвейера в движение служит электродвигатель (7), редуктор (8) и вертикальный вал (1), на верхнем конце которого закреплена приводная звездочка (2). Цепь (3) расположена на 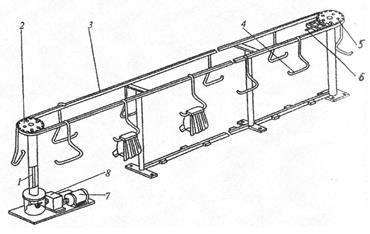 приводной (2) и ведомой (5) звездочках. Натяжение цепи регулируется смещением ведомой звездочки (5) вращением винта (6).
приводной (2) и ведомой (5) звездочках. Натяжение цепи регулируется смещением ведомой звездочки (5) вращением винта (6).
 Тележки различаются по конструктивному исполнению, которое определяется размерами, видом и способом транспортирования полуфабрикатов или изделий. Так, тележка (рис. 3а), состоящая из сварного каркаса (1), кронштейна (2), фиксатора (3) маршрутных листов и колес (4), предназначена для перемещения готовых пиджаков на вешалках и на кронштейне (2).
Тележки различаются по конструктивному исполнению, которое определяется размерами, видом и способом транспортирования полуфабрикатов или изделий. Так, тележка (рис. 3а), состоящая из сварного каркаса (1), кронштейна (2), фиксатора (3) маршрутных листов и колес (4), предназначена для перемещения готовых пиджаков на вешалках и на кронштейне (2).
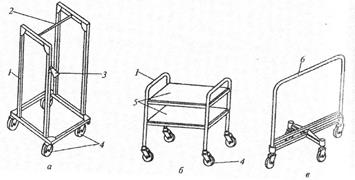 Тележка (рис. 3б) предназначена для транспортирования полуфабрикатов, которые укладываются на полочки (5). Тележка (рис. 3в) используется для транспортирования и хранения пачек деталей, укладываемых на трубу (6).
Тележка (рис. 3б) предназначена для транспортирования полуфабрикатов, которые укладываются на полочки (5). Тележка (рис. 3в) используется для транспортирования и хранения пачек деталей, укладываемых на трубу (6).
 Существуют другие разновидности транспортных средств, которые выбираются конкретно для каждого предприятия с учетом вида пошиваемых изделий, расположения цехов, рабочих мест и организации производственных связей.
Существуют другие разновидности транспортных средств, которые выбираются конкретно для каждого предприятия с учетом вида пошиваемых изделий, расположения цехов, рабочих мест и организации производственных связей.
Дата добавления: 2015-08-14; просмотров: 2190;