Гибкие автоматизированные линии механообработки
Гибкие механообрабатывающие системы в виде гибких линий и участков механообработки могут охватывать не только отдельные операции технологических процессов, в частности токарную отработку деталей, но и всю механообработку комплексно. ГАЛ и ГАУ механообработки можно разделить на операционные и комплексные.
Комплексныеподразделяются по виду изготовляемых деталей — производства валов, колец, зубчатых колес, корпусных деталей и т. д.
Операционныеделятся на группы по видам технологии токарной обработки, фрезерования, шлифования и т. д.
В настоящее время широко применяются три типичных решения гибкой автоматизации механообработки в машиностроении.
1. Создание и внедрение гибких участков и линий на базе работающих на заводах и серийно выпускаемых станков с ЧПУ.
2. Создание линий и участков на базе типовых решений, серийно модулей.
3. Создание ГПС на базе специальных разработок, в основу которых положены новые прогрессивные конструктивные решения, высокопроизво-дительные модули, спроектированные по агрегатно-модульному принципу, и новые технологические процессы (высокоскоростное фрезерование, многошпин-дельная обработка, лазерная резка и т. д.).
Если первый подход связан главным образом с реконструкцией существующего производства, то последние два — с принципиальным обновлением производства.
Управляет работой станков линии, системами АТСС и СИО управляющий вычислительный комплекс, расположенный в специальном помещении.
На линии АЛП-3-2 (рис.5.26) частично автоматизирована инженерная подготовка производства (технологические процессы и все управляющие станками программы обработки разрабатываются на ЭВМ).
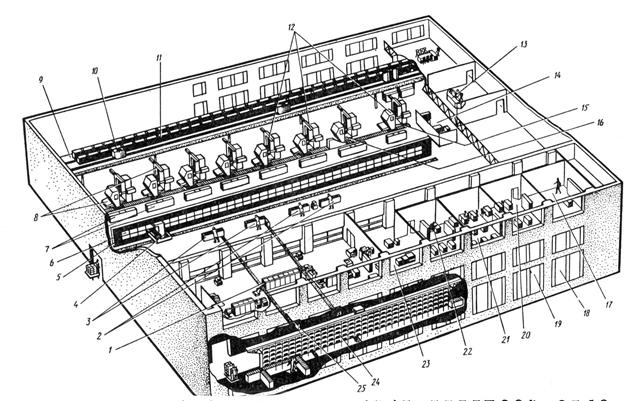
Рис. 5.26. Гибкая автоматизированная линия АЛП-3-2
1 – участок комплектации; 2,3 - позиции разгрузки и контроля; 4-— штабелер;
5 - стеллаж-накопитель спутников; 6 - ячейки стеллажа; 7 - агрегагы загрузки;
8-многооперационные 5-координатные станки с ЧПУ; 9 - системы инструментального обеспечения; 10 -робот-автоопераюр; 11 - инструментальный склад-накопитель;
12—многооперационные 6-координатные :танки с ЧПУ; 13, 14 - пульты оператора;
15 - транспортная линия; 16 — 5-координатный станок для сверления глубоких отверстий; 17—23-управляющий вычислительный комплекс; 24, 25 -склады заготовок и комплектующих изделий
Оценка эффективности применения ГАЛ
Для оценки экономической эффективности показательно сравнить АЛП-3-2 и участок автономно работающих 16 станков с ЧПУ типа обрабатывающий центр, выпускающих одно и то же число одинаковых деталей (6600 сложных в обработке корпусов гидроагрегатов 50 разных наименований) в год.
В обоих случаях в три смены используются одинаковые по техническим характеристикам станки, при этом учитывается, что 16 станков обслуживают 8 станочников.
Трудоемкость изготовления типовой детали: на ГАЛ — 5,6 ч, а на станке — 7,56 ч
Коэффициент сменности при работе в две смены: ГАЛ — 2, а станков — 1,6; в три смены: ГАЛ — 3, станков — 2,2.
Коэффициент загрузки оборудования: ГАЛ - 0,85, станков -0,7.
Производственный цикл: на ГАЛ 6 дней, на станках - 45 дней.
Примерно равные затраты не учитываются (по производственным площадям, стоимости инструмента и т. д.).
Экономическая эффективность применения ГАЛ по сравнению с автономно эксплуатируемыми станками с ЧПУ образуется в основном за счет:
· сокращения затрат (экономии основных фондов) на закупку оборудования в связи с уменьшением его числа;
· уменьшения затрат на строительство производственных площадей под уменьшенное число оборудования;
· экономии фонда заработной платы в связи с сокращением состава производственного и обслуживающего персонала;
· уменьшения вложений в оборотные фонды, так как уменьшается в разы производственный цикл изготовления продукции, ее партионность, необходимые запасы.
Кроме того, во всех случаях уменьшаются потери от брака и во многих случаях сокращаются затраты на оснастку.
Практика показала, что внедрение ГАЛ в 2—3 раза сокращает численность персонала, работающего во вторую и третью смены, облегчая организацию и обслуживание производства.
Применение гибких производственных линий и участков механообработки:
· увеличивает уровень технической вооруженности труда,
· в значительной мере решает проблему сокращения дефицита рабочих,;
· увеличивает долю умственного труда и сводит к минимуму долю физического;
· повышает требования к квалификации работников, обслуживающих комплекс; в ряде случаев в связи со сложностью выполняемых работ обслуживающий персонал должен иметь специальное среднее или высшее образование (инженеры по вычислительной технике, программисты).
· Следует учитывать, что создание ГАЛ сопряжено со значительными материальными затратами.
Одним из наиболее важных факторов, влияющих на эксплуатационную эффективность ГПС, является выбор оптимального варианта технологического процесса под отобранную номенклатуру деталей.
Дата добавления: 2015-08-11; просмотров: 1873;