Многопозиционный РТК
Многопозиционный РТК мод. АСВР-01 (АСВР-02) предназначен для токарной обработки валов
Предусмотрены три варианта работы РТК: АСВР
1) последовательная обработка деталей на станках, налажнных на выполнение разных операций;
2) параллельная обработка деталей одного наименования на станках, налаженных на выполнение одинаковой операции;
3) параллельная обработка деталей двух наименований на станках, налаженных на выполнение соответствующих операций.

Рис. 5.19. Циклограмма работы РТК
РТК (рис. 5.20) состоит из фрезерно-центровального станка 1, двух токарных станков 3; ПР 2; вспомогательного оборудования и системы обеспечения безопасной работы. ПР перемещается по монорельсу.
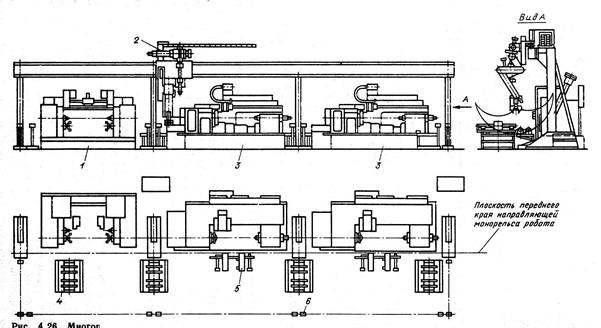
Рис. 5.20. Многопозиционный РТК мод. АСВР-01
Перед станками расположены промежуточные позиции 5 и магазины-накопители 4. РТК оснащен защитным устройством
На станке МР-179 фрезеруются торцы заготовки и обрабатываются центровые отверстия с двух сторон за один рабочий цикл.
На токарных станках с ЧПУ обрабатываются цилиндрические, конические, сферические поверхности, прорезаются канавки и нарезается резьба.
ПР осуществляет установку заготовок, снятие деталей, их межстаночное транспортирование. Система ЧПУ робота обеспечивает индивидуальное обслуживание станков по вызовам.Если вызовы поступают одновременно с двух и более станков, то устанавливается система приоритета, по которой ПР в первую очередь обслуживает станок с наиболее длительным циклом обработки. В долговременной памяти СЧПУ робота хранятся индивидуальные программы обслуживания каждого станка. После вызова система управления ПР осуществляет поиск в памяти программы обслуживания данного станка.
ПР комплектуется широкодиапазонными захватными устройствами, оснащеннымидатчиками внешней информации. ПР выполняет следующий круг операций:
· поиск заготовок в накопителе;
· отработка заготовок с недопустимыми отклонениями размеров;
· переустановка;
· промежуточное складирование и укладка деталей в выходные позиции РТК.
ПР программируется методом обучения. СЧПУ является центральной системой управления электроавтоматикой РТК при групповом обслуживании станков.
Станки РТК оснащены устройством автоматического подвода-отвода ограждения и пиноли, устройством автоматического зажима - освобождения патрона, датчиками, фиксирующими наличие детали в станке и контролирующими состояние патрона, УЧПУ и электроавтоматикой, обеспечивающими диалог между станком и ПР и выполнение других функций.
Дата добавления: 2015-08-11; просмотров: 1193;