Агрегатно-модульный принцип построения ГПС
ГПС строятся по агрегатно-модульному принципу, что имеет ряд преимуществ.
Рассмотрим последовательность создания ГПС.
На рис. 5.22 приведены стандартные узлы, на базе которых строятся горизонтальные ГПМ в зависимости от конкретных требований заказчика. Некоторые узлы являются общими для всей гаммы, другие относятся только к определенным ее типоразмерам. На рис. 5.23 показан ГПМ для сверлильно-фрезерно-расточных работ, построенный по агрегатно-модульному принципу с использованием стандартных узлов (см. рис. 5.22).
По мере необходимости возможно наращивание количества модулей в ГПС, добавляются станки, станции хранения палет, увеличивается длина транспортера и устанавливается контроллер управления участком. Стандартные узлы относятся к основным узлам ГПМ, определяющим производительность и точность обработки. Элементы систем управления (системы ЧПУ, различные датчики, электрошкафы и др.), шпиндельные узлы, комплекты приспособлений и загрузочные устройства встраиваются в станки при проектировании их по каталогам и покупаются у специализированных предприятий. На современном уровне серьезный станкостроительный завод имеет свои стандартные узлы.
При создании ГПМ следовательно и ГПС (например, зажимные приспособления), используется агрегатно-модульный принцип.
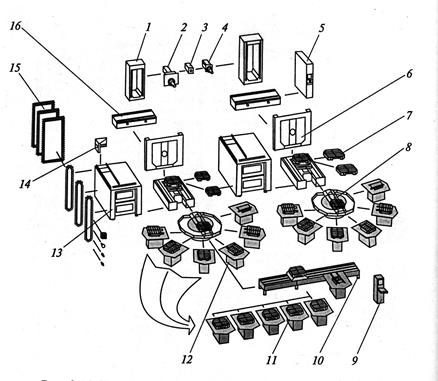
Рис. 5.22. Гамма стандартных узлов для построения ГПМ:
/ — литая стойка; 2 — шпиндель (конус 50, мощность 50 или 60 кВт, 6500 об/мин); 3 — шпиндель (конус 50, мощность 50 кВт, 10000 об/мин); 4 — шпиндель (конус 50, мощность 50 кВт, 15000 об/мин); 5 — защитный экран с пультом управления; 6— стенка по осям X— Устанка; 7 — квадратные, прямоугольные паллеты (по стандарту ИСО); 8 — устройства автоматической смены паллет вместе с обрабатываемой деталью (гибкие, модульные, многопозиционные карусельного типа); 9 — дополнительный контроллер участка; 10 — дополнительный автоматизированный участок загрузки паллет; 11 — перестраиваемые стойки для паллет или станции загрузки-выгрузки; 12 — типовое устройство для смены паллет (до шести стоек) или станций загрузки-выгрузки; 13 — ограждение для рабочей зоны; 14 — механизм автоматической смены инструмента, устанавливаемый сверху; 15 — накопители инструмента на 45—180 шт.; 16 — литоечугунное снование
На рис. 5.24 представлена компоновка отечественного ГПМ "Модуль 500" созданного на базе многоцелевого станка ИР-500МФ4, оснащенного дополнительным накопителем 5 приспособлений-спутников.
Для обеспечения автоматической работы станочного модуля в течение полутора-двух смен перед станком устанавливают многоместные загрузочные устройства (накопители) для спутников (рис. 5.17). Для передачи спутников на станок из позиций неподвижного накопителя применяют схему с использованием
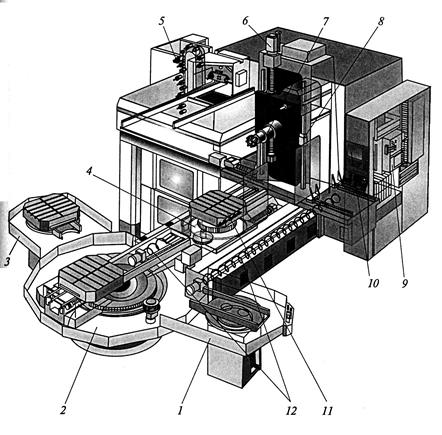
Рис. 5.23. Использование стандартных узлов при построении ГПМ: — автономная станция загрузки-выгрузки паллет с деталями;
2 — модульный механизм смены паллет с обрабатываемой деталью; 3 — автономные стойки для установки паллет; 4 — поворотный стол; 5 — магазин инструментов с возможностью увеличения емкости от 45 до 180 шт.; 6 — цифровые серводвигатели переменного тока с адаптивной настройкой; 7 — шпиндель (конус 50, мощность 50 кВт); 8 — стойка с линейными роликовыми направляющими; 9 — шкаф для кондиционирования воздуха; 10 — УЧПУ; 11 — устройство подачи паллет на обработку; 12 — сдвоенный винтовой транспортер стружки
двух-позиционного перегружателя (каретки-оператора) (рис. 5.25, а) Наличие перегружателя позволяет свести к минимуму время простоя станка. Загрузочное
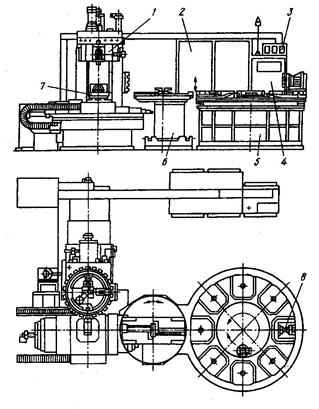
Рис. 5.24. Компоновка ГПМ "Модуль-500" на базе
многоцелевого станка ИР-500 МФ4:
I ~ станок; 2 — шкаф электрооборудования; 3 - система управления измерением параметров обработки; 4 - устройство ЧПУ; 5 - накопитель спутников; 6 - устройство смены спутников; 7 — спутник; 8 — кассета с инструментом
устройство карусельного типа (рис. 5.25, б) осуществляет передачу и прием спутников через одну позицию, расположенную перед станком. Загрузочное устройство с подвижными позициями обеспечивает передачу и прием спутников с двух различных позиций, расположенных вдоль оси. Установка на спутниках различных деталей предусматривает наличие системы автоматической идентификации (распознавания) спутников. С этой целью на спутники устанавливают кодовые гребенки или другие кодовые элементы, по которым датчик на исходной позиции, определяет наличие соответствующего спутника с определенной заготовкой и дает команду на вызов требуемой управляющей программы и подготовку необходимого инструмента.
В ГПС накопители для спутников связаны между собой гибкой транспортной системой. Автоматическая тележка-оператор, управляемая от ЭВМ,
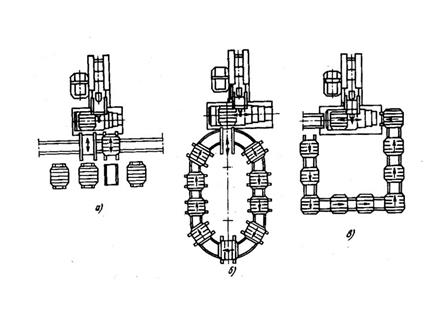
Рис. 5.25. Многоместные загрузочные устройства для спутников многоцелевых станков
обеспечивает передачу требуемой детали со спутником на другой модуль, на склад, на моечную или на координатно-измерительную машину (КИМ).
Контрольные вопросы:
1. Что входит в состав станочного гибкого производственного модуля?
2. Какие предъявляются основные требования к токарному ГПМ, работающего в режиме безлюдной технологии?
3. Какие предъявляются дополнительные требования к токарному ГПМ, работающего в режиме безлюдной технологии?
4. Какие предъявляются специфические требования к токарному ГПМ, работающего в режиме безлюдной технологии?
5. На основе какого принципа создаются ГПМ?
6. Какие преимущества агрегатно-модульного принципа построения ГПС?
7. Чем оснащаются ГПМ для обеспечение автоматической работы в течение длительного времени?
8. Какими устройствами оснащается ГПМ для обеспечения минимального времени простоя?
Дата добавления: 2015-08-11; просмотров: 1932;