Общее описание процесса электрической эрозии
Электрическая эрозия – направленное разрушение электропроводящих материалов в результате кратковременного теплового действия импульсных электрических разрядов между инструментом и заготовкой в жидкой диэлектрической среде.
По мере сближения электрода-инструмента с заготовкой напряженность возрастает по формуле:

U – разность потенциалов инструмента и заготовки
S – зазор между инструментами
При этом наибольшая напряженность возникает на участке минимального МЭП. Его расположение зависит от местных выступов и неровностей на инструменте и заготовке, а также от наличия и размеров электропроводных частиц (продуктов разрушения находящихся в МЭП) рисунок 1.2.
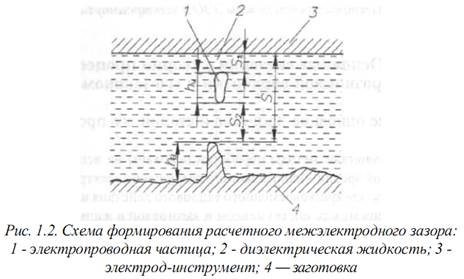
Видно, что размер МЭП зависит от высоты  местных выступов на заготовке, а также от размеров частиц
местных выступов на заготовке, а также от размеров частиц  уменьшающих размер минимального МЭП со значения S→S1+S2. Если электроды сблизить до нескольких десятков микрометров, то в месте минимального МЭП возникнет электрический разряд. Это значит, в направлении обратном направлению движения электронов происходит перемещение более тяжелых ионов. Электроны имеющие меньшую массу быстро достигают положительно заряженной поверхности заготовки и нагревают метал, вызывая его расплавление и испарение. В результате на заготовке образуется углубление – сферическая лунка радиусом R (рисунок 1.3).
уменьшающих размер минимального МЭП со значения S→S1+S2. Если электроды сблизить до нескольких десятков микрометров, то в месте минимального МЭП возникнет электрический разряд. Это значит, в направлении обратном направлению движения электронов происходит перемещение более тяжелых ионов. Электроны имеющие меньшую массу быстро достигают положительно заряженной поверхности заготовки и нагревают метал, вызывая его расплавление и испарение. В результате на заготовке образуется углубление – сферическая лунка радиусом R (рисунок 1.3).
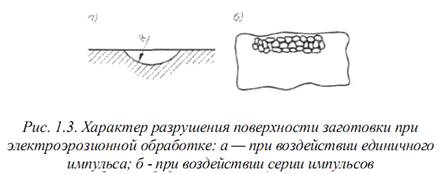
Вылетевшие из лунки частицы метала охлаждаются диэлектриком и застывают в виде миниатюрных шариков. При воздействии серии разрядов поверхность приобретает краторо-образную форму в виде множества перекрывающих друг друга лунок (рисунок 1.3.б). В электроискровом режиме большинство ионов не успевает достичь отрицательно заряженного электрода – КАТОДА, и вызвать удаление метала с его поверхности. Поэтому преимущественный съем происходит с анода (+), который выбирают в качестве заготовки. интенсивность износа электрода-инструмента определяется количеством ионов, достигающих его поверхности. Чем меньше износ электрода-инструмента, тем точнее получаются детали. Поэтому стремятся сформировать кратковременный импульс, что снижает производительность. Такая полярность: заготовка – анод, называется прямой и она используется на электроискровом режиме. С увеличением длительности импульсов возрастает съем метала с катода, поэтому можно подобрать такое время протекания тока, при котором съем материала электронами значительно меньше съема материала ионами. В этом случае катодом принимают заготовку, а полярность называется полярной и используется на электроимпульсном режиме.
Разновидностью электроэрозионной обработки (ЭЭО) является электроконтактная (рисунок 1.4).
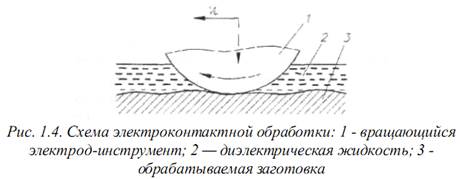
Она протекает в диэлектрике 2, так как на поверхности электрода-инструмента 1 и заготовки 3 есть неровности, то при вращении электрода-инструмента выступы на нем приближаются к заготовке вплоть до механического контакта. На определенном расстоянии S между электродами происходит разряд, переходящий в дуговой и вызывающий расплавление метала. При вращении электрода-инструмента выступ на нем удаляется от заготовки и разряд в диэлектрике быстро затухает. Здесь длительность и частота следования импульсов тока зависит от формы и числа выступов на наружной поверхности инструмента и от скорости его вращения. Вращающийся электрод-инструмент сам регулирует процесс ЭЭО, что не требует специального генератора импульса. Такая обработка проводится при прямой полярности. Электрод-инструмент перемещают со скоростью Vи либо вдоль обрабатываемой поверхности (шлифование) либо по нормали к ней (резание). Если ЭЭО проводят на воздухе без диэлектрика, то возникают более длительные дуговые разряды, при этом расплавленный метал может достигнуть противоположной поверхности и там застывать, то есть одновременно протекают 2 процесса: размерный съем и наращивание метала.
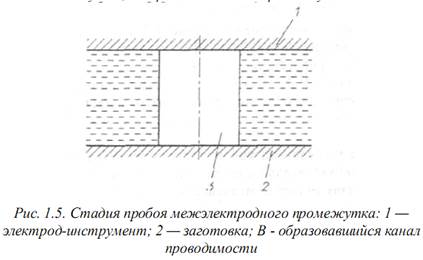
В общем случае удаление метала при ЭЭО состоит из трех стадий:
· Пробой МЭП в результате образования локальной зоны с высокой напряженностью поля. Под действием разряда происходит ионизация промежутка между электродами 1 и 2 (рисунок 1.5) через который между ними начинает протекать электрический ток и образуется канал проводимости 3 – узкая цилиндрическая плоскость с электронами и ионами. В ней ток нарастает с высокой скоростью, а на границах канала плавиться метал и образуются лунки сферической формы.
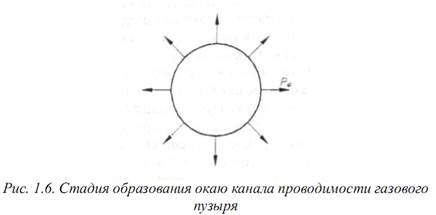
· Около канала проводимости образуется газовый пузырь из паров жидкости и метала, который расширяется, сжимая окружающий диэлектрик (рисунок 1.6). На дорожной границе образуется фронт уплотнения с резко изменяющимся значением давления.
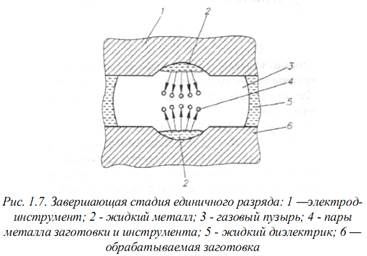
· Прекращение протекания тока и расширение газового пузыря по инерции с отделением от него ударной волны (рисунок 1.7). В начале этой стадии находится жидкий метал 2 в углублениях электродов 1 и 6. Газовый пузырь 3 с парами 4 металлов заготовки и инструмента внутри и жидкий диэлектрик 5. Когда газовый пузырь достигает максимального размера давление внутри его резко падает, расплавленный метал вскипает и выбрасывается в МЭП.
Основные технологические показатели ЭЭО зависят от количества метала выплавленного из лунки за 1 импульс и оно определяется с помощью энергии импульса по формуле:






Для электроискрового режима  , а для электроимпульсного 18-36 В.
, а для электроимпульсного 18-36 В.


Длительность импульса обратнопропорциональна частоте f их следования. Так как между импульсами имеются паузы, то учитывается скважность q.


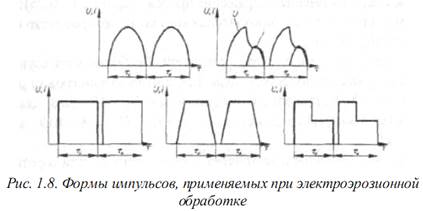
Для ЭЭО используются импульсы различной формы (рисунок 1.8), но одной полярности.
Дата добавления: 2015-08-11; просмотров: 1330;