Примечание. Из-за особенностей конструкции блока юстировки (системы зеркал и линз), сращиваемые ОВ наблюдаются в окуляр микроскопа 3 в зеркальном отображении
Из-за особенностей конструкции блока юстировки (системы зеркал и линз), сращиваемые ОВ наблюдаются в окуляр микроскопа 3 в зеркальном отображении, т.е. торец образца ОВ, размещенного в подвижной левой каретке 12 соответствует изображению ОВ «справа», а образец ОВ в правой каретке 13 – изображению ОВ «слева».
10. В положении подвижной каретки 7 микроскопа 3 «на себя», вращая нижний микроманипулятор 5, добиться совмещения осей сращиваемых ОВ.
11. Перевести подвижную каретку 7 микроскопа 3, находящуюся в положении «на себя», в положение «от себя», затем, вращая верхний микроманипулятор 6, также добиться совмещения осей сращиваемых ОВ.
12. Вращая микроманипулятор 4 механизма фиксированной подачи «от себя» (против часовой стрелки), установить расстояние между торцами сращиваемых ОВ приближенно равным d/4, где d – диаметр ОВ в оболочке.
Внимание!!!
Если в процессе юстировки совмещение осей сращиваемых ОВ в какой-либо плоскости не достигается после выполнения одного полного оборота соответствующего манипулятора управления подвижной кареткой 4 – 6 (рис. П.5 – П.6), необходимо удалить образцы волокон из юстировочных кареток и повторить операции 4 – 7.
13. С помощью микроманипуляторов 17, 18 скорректировать положение электродов точно посередине места стыка (рис. П.8).
| 
|
| (а) | (б) |
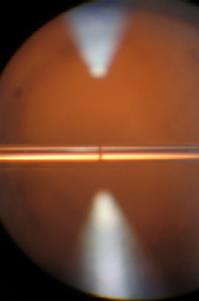
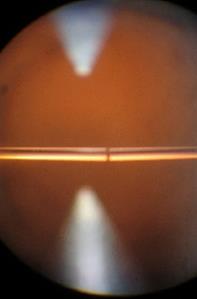
| Рис. П.8. Положение торцов сращиваемых ОВ по окончании юстировки относительно электродов: (а) правильно; (б) неправильно |
Некоторые возможные причины неправильного положения торцов соединяемых ОВ относительно электродов:
· после укладки сращиваемых ОВ в V-образные канавки юстировочных кареток 12 и 13 не было проконтролировано размещение торцов световодов относительно электродов, а ограниченная подача подвижной каретки 12 не позволила позиционировать их в соответствии с требованиями инструкции;
· до закладки ОВ левая каретка 12 предварительно не была выведена в крайнее левое положение, что привело к пределу подачи в крайнее правое положение в процессе юстировки;
· волокно справа находится под углом относительно световода слева – это говорит о том, что внешний фиксирующий зажим 16 левой каретки 12 (зона стыка, наблюдаемая в микроскоп отображается в зеркальном изображении) не закрыт;
· положение электродов не откорректировано манипуляторами управления 17, 18, либо указанные манипуляторы несанкционированно выведены в крайние положения.
14. Установить тумблер 9 в положение «оплавление». Нажать кнопку «Руч.» подачи дуги 10 и, удерживая ее не более 2 сек., оплавить торцы соединяемых волокон (рис. П.9).
15. Перевести тумблер 9 в положение «сварка». Свести торцы световодов до касания, плавно вращая микроманипулятор 4 механизма фиксированной подачи «от себя» (против часовой стрелки), затем развести торцы соединяемых ОВ на 5 – 10 мкм (данное расстояние контролируется либо по шкале микроскопа, либо отсчитывается по шкале микрометра на микроманипуляторе 4) повернув микроманипулятор 4 по часовой стрелке (направление «на себя»).
| 
|
| (а) | (б) |
| Рис. П.9. Операция оплавления (обжиг) торцов сращиваемых ОВ: (а) правильно; (б) неправильно – волокна не находятся в плоскости электродов |

| 
|
| (а) | (б) |
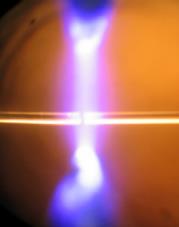
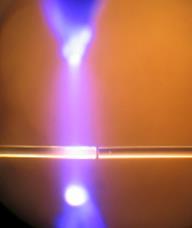
| Рис. П.10. Сварка ОВ: (а) внешний вид дуги; (б) вид зоны стыка в окуляр микроскопа, подача волокна в подвижной каретке 12 |
16. Нажать кнопку «Руч.» подачи дуги 10 и, удерживая ее, аккуратно свести торцы световодов, плавно поворачивая микроманипулятор 4 механизма фиксированной подачи «от себя» (против часовой стрелки), одновременно контролируя положение места стыка в окуляр микроскопа 3 (рис. П.10).
Не отпуская кнопку 10, продолжить плавное вращение микроманипулятора 4 «от себя» (против часовой стрелки) до образования характерной «бочки» в области стыка (рис. П.11 (а)), после чего, также плавно вращая микроманипулятор 4, но уже «на себя» (по часовой стрелке), добиться удаления «бочки» и сглаживания места стыка сращиваемых ОВ таким образом, чтобы зона стыка соединяемых световодов выглядела в окуляр микроскопа 3 как одно единое целое волокно (рис. П.11 (б)).
Визуально убедившись в качестве соединения, отпустить кнопку «Руч.» 10, после чего элекрическая дуга погаснет.
Внимание!
Преждевременное отключение подачи электрической дуги в процессе выполнения сварного соединения ОВ приводит к некачественному выполнению сварки, вплоть до полной деформации зоны стыка (рис. П.12 (б – е)).
17. Перевести подвижную каретку 7 микроскопа 3 в положение «на себя».
18. Поочередно открыть сначала внешние зажимы 16, затем внутренние зажимы 15 юстировочных кареток 12 – 13, после чего аккуратно извлечь соединенные образцы ОВ из V-образных канавок 14.
19. Закрыть внутренние и внешние зажимы 15 – 16 юстировочных кареток 12 – 13.

| 
|
| (а) | (б) |
| Рис. П.11. Процесс сварки ОВ: (а) формирование «бочки»; (б) выравнивание («сглаживание») зоны стыка |

| 
|
| (а) | (б) |

| 
|
| (в) | (г) |

| 
|
| (д) | (е) |
| Рис. П.12. Внешний вид стыка: (а) качественное сварное соединение; (б) – (е) дефект |
20. Если качество сварного соединения неудовлетворительное (рис. П.12 (б) – (е)), образцы световодов не соединились, а также само соединение разломилось в процессе извлечения волокон из юстировочного устройства сварочного аппарата, повторно выполнить операции 1 – 19.
Дата добавления: 2015-07-10; просмотров: 1245;