П.2.3. Визуальный контроль качества сварного соединения, выполненного с помощью сварочного аппарата КСС-111
Внешний вид удовлетворительного сварного соединения представлен на рис. П.12 (а). Возможные дефекты стыка приведены на рис. П.12 (б) – (е).
Основной причиной выполнения сварного соединения с дефектом является нарушение технологии сварки. Так, например, дефект в виде «бочки» (рис. П.12 (б)) в большинстве случаев возникает из-за преждевременного отключения дуги.
Перевод каретки 12 на слишком большое расстояние вправо при удалении «бочки» может привести к образованию так называемого «конуса» (рис П.12 (в)), при этом повторная попытка разогрева и сведения волокон (рис. П.13 (а) – (б)) может привести к более худшим последствиям (рис. П.12. (г)). Процесс формирования данного дефекта представлен на рис. П.13.
Неправильное позиционирование торцов сращиваемых ОВ (зоны стыка) относительно положения электродов (рис. П.14 (а)), а также отсутствие мониторинга состояния стыка в процессе выполнения сварки (рис. П.14 (б)), который выполняется непосредственно самим оператором, ведет к образованию дефектов сложной структуры (рис. П.12.(е)).
| 
|
| (а) | (б) |
| Рис. П.13. Попытка удаления «конуса» путем повторного разогрева и сведения ОВ (а) может привести к образованию характерного дефекта стыка (б) |
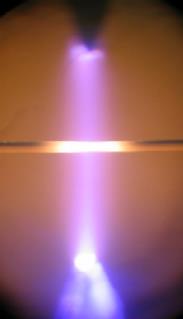
Наконец, установка зазора между торцами сращиваемых ОВ значительного большего, по сравнению с нормируемой, согласно инструкции, величиной, является основной причиной возникновения деформации последних в виде «спичечных головок» (рис. П.15 (а)). При этом попытка сварки волокон с подобными деформированными торцами (рис. П.15 (б)) в большинстве случаев приводит к образованию дефекта, представленного на рис. П.12 (е).

| 
|
| (а) | (б) |
| Рис. П.14. Дефекты сложной структуры могут образовываться из-за неправильного позиционирования ОВ (а), а также при отсутствии мониторинга состояния стыка в процессе выполнения сварки (б) |
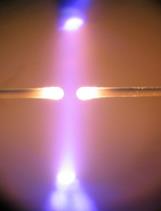
| 
|
| (а) | (б) |
| Рис. П.15. Большой зазор между торцами сращиваемых ОВ приводит к возникновению деформации в виде «спичечных головок» (а); сварка деформированных торцов формирует характерный дефект стыка (б) |
Дата добавления: 2015-07-10; просмотров: 1012;