П.3.3. Визуальный контроль качества сварного соединения, выполненного с помощью сварочного аппарата Ericsson FSU-975
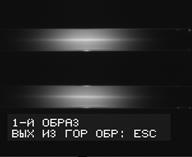
Визуальный контроль качества сварного соединения, выполненного с помощью сварочного аппарата Ericsson FSU-975, выполняется непосредственно на основе анализа тепловых изображений зоны стыка ОВ. После выдачи на дисплей результатов оценки потерь на соединении (рис. П.23 (б)) переход в режим тепловых изображений осуществляется нажатием кнопки «View». Визуальный анализ тепловых изображений позволяет достаточно легко выявить дефекты стыка. Так, например, характерные светящиеся пятна в зоне стыка свидетельствуют о наличии посторонних примесей, которые не только существенно увеличивают потери мощности, но и являются источниками микротрещин на сварном соединении, приводящих к деградации стыка.

| 
|
| (а) | (б) |
| Рис. П.24. Визуальный контроль качества сварного соединения по тепловому изображению зоны стыка ОВ: (а) качество стыка удовлетворительное; (б) качество стыка неудовлетворительное |
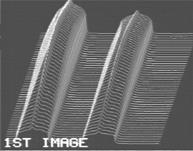
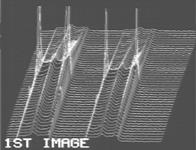
На основе выполненных в процессе сварки тепловых фотографий зоны стыка, аппарат осуществляет построение 3D-поверхностей распределения интенсивности свечения в зоне стыка нагретых ОВ. Просмотр данных трехмерных изображений осуществляется последовательным нажатием кнопок «Hot Image», «View». Качественному стыку соответствуют сглаженные поверхности (рис. П.25 (а)). При этом в случае неудовлетворительного качества сварки, соответствующего присутствию посторонних примесей в зоне стыка (рис. П.24 (б)), последние проявляются в виде характерных всплесков на 3D-поверхности распределения свечения (рис. П.25 (б)).
| 
|
| (а) | (б) |
| Рис. П.25. 3D-поверхности распределения интенсивности свечения в зоне стыка ОВ: (а) качество стыка удовлетворительное; (б) качество стыка неудовлетворительное |
Лабораторная работа №4
Дата добавления: 2015-07-10; просмотров: 1026;