Технология сварки и пайкосварки металлов медной группы (медь, латунь, бронза, манганин)
При сварке и пайкосварке используются медные присадки, традиционные присадки (П81, П14) и флюсы (бура, борная кислота, ФК-235, ФК-320).
Сварку меди лучше осуществлять не на водно-спиртовом растворе, а на обычной воде.
Таблица 5. Сварка и пайкосварка металлов медной группы
| Материал | Форма образца | Характерный геометрический размер, мм | Вид процесса | Присадочный материал | Диаметр присадочного материала, мм | Флюс | Режим | Показания вольтметра, В |
| Латунь Л - 63 + Латунь Л - 63 | Пластина Пластина | d = 1,2 d = 1,2 | Cварка (50%)* | Латунь Л-63, прволока | 2,5 | Нет | MODE I - 3 MODE II - выкл. | 160 - 180 |
| Латунь Л - 63 + Латунь Л - 63 | Пластина Пластина | d = 1,2 d = 1,2 | Cварка (50%) | Латунь Л-63, прволока | 2,5 | Бура | MODE I - 3 MODE II - выкл. | 160 - 180 |
| Медь М1 + Медь М1 | Пластина Пластина | d = 2,5 d = 2,5 | Пайка (50%) | П81 | Пруток с желобком b = 3 | Нет | MODE I - 3 MODE II - выкл | 140 - 160 |
| Медь М2 + Медь М2 | Шина Шина | d = 5 d = 5 | Сварка встык** | Проволока медная | Нет | MODE I - 4 MODE II - 4 | 150 - 170 | |
| Медь М1 + Медь М1 | Пластина Пластина | d = 6 d = 6 | Сварка встык** | Проволока медная | Нет | MODE I - 4 MODE II - 5 | 160 - 180 | |
| Медь + Медь | Пластина Пластина | d = 4,5 d = 4,5 | Сварка встык** | Проволока медная | Нет | MODE I - 3 MODE II - 4 | 160 - 180 |
* В скобках указана концентрация спирта в водно-спиртовой смеси.
** Данный процесс осуществляется на обычной воде.
7.Технология сварки, сваркопайки и пайкосварки разнородных металлов
Технология сварки, пайкосварки и сваркопайки разнородных металлов основана на традиционных приемах.
Таблица 6. Сварка, сваркопайка и пайкосварка разнородных металлов
| Материал | Форма образца | Характерный геометрический размер, мм | Вид процесса | Присадочный материал | Диаметр присадочного материала, мм | Флюс | Режим | Показания вольтметра, В |
| Ст - 3 + Медь | Пластина Пластина | d = 0,8 d = 0,5 | Пайкосварка (50%)* | Меднофосфо- ристый припой | Бура | MODE I - 2 MODE II - выкл | 140 - 150 | |
| Ст - 3 + Медь | Проволока Пластина | Ø3 d = 0,5 | Пайкосварка (50%) | Припой HARRIS | HARRIS | MODE I - 3 MODE II - выкл | 135 - 145 | |
| Ст - 3 + 12Х18Н10Т | Пластина Пластина | d = 4,5 d = 4,5 | Сварка встык и внахлест (50%) | Св12Х18Н10Б | 2,5 | Нет | MODE I - 3 MODE II - 3 | 160 - 170 |
| Амц + 12Х18Н10Т | Трубка Трубка | Ø10 х 1 Ø8 х 1 | Сваркопайка (50%) | STC1-01R** (AlSi5) | 2,4 | ФА - 40 Ф - 34А | MODE I - 2 MODE II - выкл | 130 - 140 |
| Алюминиевый сплав + Ст - 5 | Трубка Трубка | Ø10 х 1 Ø8 х 1 | Сваркопайка (50%) | АЛАРМЕТ - 21 STC1-01R | 2,4 | Ultra flux Ф - 34А | MODE I - 4 MODE II - 5 | 130 - 140 |
| Алюминиевый сплав + 12Х18Н10Т | Трубка Трубка | Ø10 х 1 Ø8 х 1 | Сваркопайка (50%) | STC1-01R | 2,4 | ФА - 40 Ф - 34А | MODE I - 2 MODE II - выкл | 130 - 150 |
| Алюминиевый сплав + Медь М2 | Трубка Трубка | Ø12 х 1 Ø10 х 1 | Сваркопайка (50%) | АЛАРМЕТ - 21 STC1-01R | 2,4 | Ultra flux Ф - 34А АФ - 4А | MODE I - 3 MODE II - выкл | 140 - 160 |
| Медь + Ст - 3 | Трубка Трубка | Ø10 х 1 Ø34 х 2 | Пайкосварка (50%) | ЛП53 | 2,5 | Бура | MODE I - 3 MODE II - выкл | 160 - 170 |
| Чугун + + Нержавейка + + Медь | Сегмент Трубка Трубка | d = 3 - 4 Ø10 х 1 Ø10 х 1 | Пайкосварка (50%) | П81 пруток-желоб | b = 4 - 5 | HARRIS | MODE I - 3 MODE II - выкл | 150 - 160 |
| Чугун + Медь | Сегмент Трубка | d = 3 - 4 Ø10 х 1 | Сварка (50%) | Проволока медная | Нет | MODE I - 3 - 4 MODE II - выкл | 170 - 180 |
* В скобках указана концентрация спирта в водно-спиртовой смеси.
** Проволоку STC1-01R можно заменить обычной электрической алюминиевой проволокой соответствующего диаметра или проволокой из сплава АК.
Пример 1. Сваркопайкамеди электротехнической с алюминиевым сплавом.
На медной пластине (d = 3 мм) делается фаска под углом 45 градусов. Далее это место облуживается припоем АЛАРМЕТ-21 с бурой (или Ultra Flux). Затем облуживается алюминиевой проволокой STC1-01R с флюсом АФ-4А. Облуженная медь сваривается с алюминием проволокой STC1-01R диаметром 2,4 мм с флюсом Ф-34А (режим MODE I - 4, U = 140 - 150 В).
Пример 2. Сваркопайкаалюминиевой трубки Ø10 х 1 мм с трубкой из нержавейки 12Х18Н10Т Ø8 х 1 мм.
Поверхность нержавейки обрабатывается драчевым напильником, покрывается флюсом ФА-40 и облуживается присадкой STC1-01R диаметром 2,4 мм. Затем это место обрабатывается флюсом Ф-34А. Далее осуществляется сваркопайка алюминиевой трубки с нержавеющей с использованием присадки STC1-01R диаметром 2,4 мм.
8. Технология резки металлов и неметаллов
Наличие высокой температуры и большой скорости истечения факела плазмы позволяют резать практически любой негорючий материал, в том числе черные и цветные металлы, керамику, бетон, камень. Скорость резки низколегированных сталей толщиной 2 мм достигает 9 мм/с, толщиной 10 мм - до 1 мм/с.
Резка токоизоляционных материалов производится в режиме дуги косвенного действия “РЕЖИМ I” (“MODE I”).
Для получения качественной резки различных материалов:
- избегайте поперечного перемещения горелки относительно линии реза,
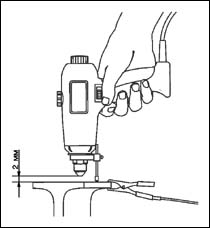
- поддерживайте постоянный зазор 1,5-2,0 мм между соплом горелки и разрезаемым металлом,
- подберите такую скорость перемещения горелки, при которой непрерывно видно световое пятно на подложке под линией реза и сохраняйте эту скорость постоянной,
- вынос грата устанавливайте небольшим боковым наклоном горелки.
Повысить качество реза можно при использовании различных упоров и циркулей из комплекта поставки, устанавливаемых на горелку с помощью хомута-кронштейна (см._комплект_поставки).
- Наденьте на горелку хомут-кронштейн и закрепите его с помощью стягивающего винта.
- Установите в хомут- кронштейн шариковый упор (см._комплект_поставки) таким образом, чтобы между соплом горелки и разрезаемым материалом при вертикальном положении горелки получился зазор около 2 мм и зафиксируйте его положение с помощью винта кронштейна.
Для вырезания круглых отверстий вместо шарикового упора используйте циркуль, входящий в комплект поставки.
При проведении резки следует иметь в виду, что аппарат своей плазменной струей должен выдувать расплавленный металл насквозь, через прорезанное отверстие.
В связи с этим резку необходимо начинать с края металла. Если это технологически невозможно, то необходимо высверлить отверстие, с которого будет начинаться разрез. При работе с тонкими листами возможно применение способа “копьевой резки”, то есть прожигание начального отверстия. При “копьевой резке” избегайте попадания обратной горящей струи и потока искр на сопло горелки, пока не образовалось сквозное отверстие. Для этого “копьевую резку” начинайте держа горелку под углом менее 90 градусов к поверхности металла. Помните, что получить качественный разрез с помощью "копьевой резки" не удается.
Тонкие листы стали (до 3 мм) можно резать в режиме дуги косвенного действия, установив переключатель “РЕЖИМ I” (“MODE I”) в положение “6”, а показания индикатора напряжения 170 -190 В.
Более толстые листы необходимо резать в режиме дуги прямого действия, при установке переключателя “РЕЖИМ I” (“MODE I”) в положение “6”. При этом регулятор “РЕЖИМ II”(“MODEII”)тожеустановитевположение“6”.
Дуга прямого действия включается автоматически при приближении сопла горелки к разрезаемому металлу на расстояние 2-3мм.
При движении горелки вдоль линии реза с очень малой скоростью или при её остановке дуга прямого действия может прерваться, что не является признаком неисправности аппарата.
Дата добавления: 2015-08-01; просмотров: 1205;