Особенности ультразвукового контроля сварных соединений.
Контроль сварных соединений проводят в основном импульсным эхо методом с применением наклонных (призматических) искателей. При этом обнаруживаются шлаковые включения, поры, трещины, непровары, определяются их координаты, условные размеры.
Оптимальная частота ультразвуковых колебаний зависит от свариваемого материала, толщины свариваемого шва. Промышленные дефектоскопы позволяют получить ультразвуковые колебания частотой 0,8; 1,5; 2,5; 5 МГц. Наиболее распространены колебания частотой 2,5 МГц. Более низкие частоты применяют для контроля швов значительной толщины для металлов с большим акустическим сопротивлением, так как с уменьшением частоты затухание ультразвуковых колебаний уменьшается.
Угол наклона пьезоэлементов выбирают таким образом, чтобы угол падения
(a = 30 - 800) ультразвуковых колебаний на поверхность изделия обеспечивал в данном металле возбуждение сдвиговых волн.
При поиске внутренних дефектов эхо методом искатель устанавливают рядом со сварным швом так, чтобы ультразвуковой луч пересекал сварной шов и зону термического влияния. Искатель перемещают вдоль шва по зигзагообразной линии так, чтобы обеспечить прозвучивание сварного шва от корня до наружной поверхности (Рис.6).
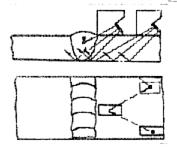
Рис.6.Схема контроля сварки эхо методом (призматическим ультразвуковым искателем).
Сварные швы толщиной 250 – 300 мм и больше контролируются искателями с углом наклона a = 300; толщиной 200 – 250 мм – с углом a = 400;более тонкие сварные швы – с углом a = 50…550. При помощи ультразвуковой дефектоскопии можно выявить в стыковых, нахлесточных и тавровых соединениях дефекты (внутренние трещины) с раскрытием 0,2 мм.
В зависимости от вида шва и его толщины координаты дефекта можно определить с помощью прямых или наклонных искателей (Рис.7).
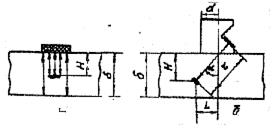
Рис.7. Определение координат залегания дефекта при прозвучивании прямым (а) и наклонным (б) искателями.
При контроле прямым искателем глубина дефекта:
 , где (14)
, где (14)
t – время прохождения импульса от искателя до дефекта и обратно.
При контроле наклонным искателем определяют глубину Н и расстояние L до центра излучения следующими выражениями:
 (15,16)
(15,16)
где t – интервал времени между моментом излучения зондирующего импульса и моментом приема отраженного импульса; tn – время прохождения ультразвука через призму искателя.
Для определения размеров дефекта вдоль шва и по высоте шва головку искателя перемещают вдоль соединения и перпендикулярно сварному шву до исчезновения отраженного импульса. Протяженность дефекта будет равна перемещению искателя вдоль шва, где фиксируется отраженный сигнал.
О величине дефекта можно также судить по амплитуде отраженного сигнала, предполагая, что она зависит от площади отражающей поверхности дефекта, хотя прямой зависимости здесь не наблюдается. Чтобы установить такую зависимость, пользуются тест-образцами с искусственными дефектами различных размеров, расположенных на разной глубине.
Для ультразвуковой дефектоскопии используют комплекс аппаратуры, состоящей из ультразвукового дефектоскопа, набора прямых и наклонных головок, комплек4та эталонов и тест-образцов, координатной линейки и шаблонов для определения местоположения дефектов.
Ультразвуковой дефектоскоп представляет собой электронный прибор, предназначенный для генерирования колебаний ультразвуковой частоты, приема и регистрации отраженных сигналов, а также для определения координат выявленных дефектов. Отраженные эхо сигналы обычно регистрируются на электронно-лучевых трубках. На временной развертке этой трубки регистрируются зондирующие и отраженные импульсы. Дефектоскоп состоит из следующих основных блоков: ге5нератора электрических импульсов высокой частоты, приемника генератора развертки, электронно-лучевой трубки, глубиномера, блока питания. Многие дефектоскопы имеют устройства для временной селекции, позволяющие контролировать толстые изделия по слоям и обеспечивать повышенную помехозащищенность.
Ультразвуковую дефектоскопию широко применяют для многих сварных соединений из сталей толщиной до 700 мм. Хорошие результаты получают при контроле сварных швов алюминиевых сплавов, при этом можно выявить включения окисных пленок, скопление мелких пор, которые не обнаруживаются рентгенографией. Методы ультразвуковой дефектоскопии во многих случаях являются единственно возможными.
Существенный недостаток этих методов – зависимость достоверности результатов контроля от квалификации операторов, их сосредоточенности в процессе работы. Вероятность обнаружения трещин, непроваров, скоплений пор близка к единице. Выявление мелких одиночных дефектов во многом зависит от опытности оператора.
Высокая достоверность ультразвуковой дефектоскопии сварных соединений может быть достигнута только путем автоматизации процесса контроля.
Дата добавления: 2015-07-18; просмотров: 2316;