ЛИНИИ ОТДЕЛКИ
Отделка включает операции подготовки поверхности: окраски поверхностей, облицованных натуральным шпоном, грунтования и шпатлевки; лакирования, окраски и печати рисунка текстуры древесины; полирования лаковых поверхностей. Состав и вид отделки определяется материалом облицовки, видом поверхности и эксплуатационными и эстетическими требованиями к ней, затратами.
В мебельной промышленности применяют комплекты линий для печати текстурного рисунка по поверхности плит (линии грунтования и линии глубокой печати), линии для лакирования поверхности щитовых деталей нитроцеллюлозными и полиэфирными лаками. Имеются линии крашения и грунтования. Особенностью линий отделки является то, что в их состав входит оборудование для нанесения лака или другого материала и сушильные установки.
Лаконаливные машины работают на высоких скоростях — 60—140 м/мин. Время сушки лаков зависит от материала и метода сушки. Сушильные установки конвейерные, скорость движения определяют условия производительности. Но с увеличением скорости увеличивается и длина сушильных установок. Обычно длина линий не превышает 100 м (П-образной конфигурации). Увеличение длины линии затрудняет размещение их в существующих производственных помещениях.
Схема линии МГП-2 глубокой печати текстурного рисунка(рис. 148, а). Печать производят на щитах шириной 200—900 мм и длиной 400—2000 мм. Линия состоит из сдвоенного загрузчика 1, кантователей 2 и 10, шлифовального станка 3, щеточного станка 4, грунтовальных вальцовых машин 5 и 9, сушильных камер 6 и камер 7 нормализации, двухсекционной печатной машины 8 и укладчика 11.
Кантователь 2 переворачивает детали при нанесении рисунка на вторую пласть, а кантователь 10 переворачивает детали после первого покрытия, чтобы они в стопе соприкасались одинаковыми поверхностями (с покрытием или без него). Это необходимо для предохранения поверхностей от повреждения. Машина 5 наносит тоновый грунт на поверхность щита, подготовленную на специальной линии. Машина 9 наложит защитное лаковое покрытие. Сушилки теплорадиационные, в камерах нормализации щиты обдуваются воздухом с температурой 20—25 °С. Эти камеры служат для
охлаждения поверхности щита и удаления летучих веществ, выделяемых из лака.
Состав линий лакирования зависит от марки применяемого лака. Если лаки быстросохнущие, то применяют сушилки туннельного типа, в линиях с лаками длительной сушки щиты размещают на этажерках, загружаемых в камеры. Загрузка в этажерки выполняется вручную.
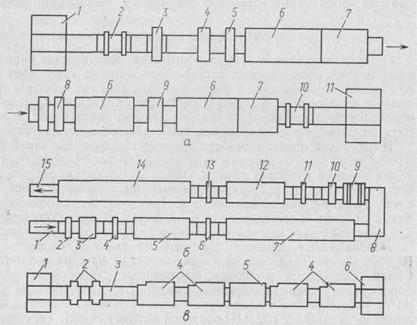
Рис. 148. Линии отделки:
а — МГП-2 глубокой печати текстурного рисунка; б — лакирования пластей, двухсторонняя; в — МПП-2 полирования полиэфирных покрытий
Схема линии для двухсторонней отделки щитов полиэфирными лаками(рис. 148,б). Линия состоит из загрузочного роликового конвейера 1 и разгрузочного 15, щеточных станков 2 и 10, камеры подогрева 3, лаконаливных машин 4, 6, 11, 13 камер желатиниза-ции 5, 12, блоков сушильных камер 7 и 14, включающих конвективные и инфракрасные сушилки, перекладчика 8 и кантователя 9. Первое покрытие, наносимое на машинах 4 и 11 сушится 5—7 мин до желатинообразного состояния. После нанесения второго слоя покрытия на машинах 6 (13) лак сушится 15—20 мин до полного высыхания. На линии одновременно обрабатывается группа, состоящая из щитов различных размеров, укладываемых в формат 3500 X 1800, что усложняет процесс механизации загрузки и разгрузки линии. Применение групповой отделки повышает коэффи-
циент использования линии. При обработке одиночных щитов этот коэффициент снижается, так как механизмы, рассчитанные на пропуск детали максимального размера, обрабатывают детали, значительно меньшие по площади.
Схема линии МПП-2 для полирования полиэфирных покрытий(рис. 148, в). Линия состоит из загрузчика 1 и разгрузчика 6, унифицированных с линией МГП-2, шлифовальных станков 2, конвейера 3 для контроля качества шлифования, шестивальных полировальных станков 4, камеры нормализации 5. Эти линии имеют модификации П-образной конфигурации.
Рассмотренные линии отделки могут применяться для обработки деталей встроенной мебели, дверных полотен.
Окраска брусковых деталей столярно-строительных конструкций.Эту операцию производят струйным обливом (рис. 149, а). Брусок 1 по конвейеру 4 с фасонными роликами подается через красконалив-ную машину 3 и поступает в позицию перекладки. Брусок воздействует на конечный выключатель SQ1 и когда вилка 8 будет в требуемой позиции, нажмется выключатель SQ2, срабатывает пускатель КМ1 и включается электродвигатель M1 привода механизма перекладки. Диск 5 поворачивается против часовой стрелки, рычаг 2 поднимается, захватывает брусок и переносит на вилку 8, установленную на конвейере 7. При отходе диска 5 от исходного положения замыкающий контакт SQ3 замкнется, включится реле КМ2, которое подготовит цепь реле КМ3. Оно сработает при возврате диска 5 в исходное положение (SQ3 будет нажата). Размыкающий контакт КМ3 отключит пускатель КМ1, двигатель M1 отключится, и перекладчик займет исходную позицию. Бруски по конвейеру 7 подаются в камеру сушки 6.
Решетчатые конструкции (стулья, оконные блоки) лакируются или окрашиваются в поле высокого напряжения. Схема линии показана на рис. 149, б. По монорельсу 1 каретки 2, на которые навешиваются отделяемые изделия, перемещаются грузоведущими конвейерами 3. Каретка, развернутая вдоль движения, проходит на участок навешивания и съема изделий — камеры 4 нанесения электропроводящего состава и 6 — нанесения покрытия. Перед входом в сушильную камеру каретка разворачивается на 90°. В сушильной камере 7 каретка расцепляется с основным грузоведущим конвейером 3 и продвигается вспомогательным конвейером 8, имеющим низкую скорость и малый шаг между захватами. На выходе из сушильной камеры каретки вновь захватываются главным конвейером. Схема трассы может быть значительно сложнее, так как одна камера для нанесения электропроводного раствора может обеспечить несколько камер окрашивания, сушильные камеры могут состоять из нескольких частей, покрытие наносится на несколько проходов.
В этом случае на каждом ответвлении действует свой грузоне-сущий входной конвейер 5 и выходной 9. Включение конвейеров и переключение стрелок 10 и 11 производится автоматически (см. главу 13).
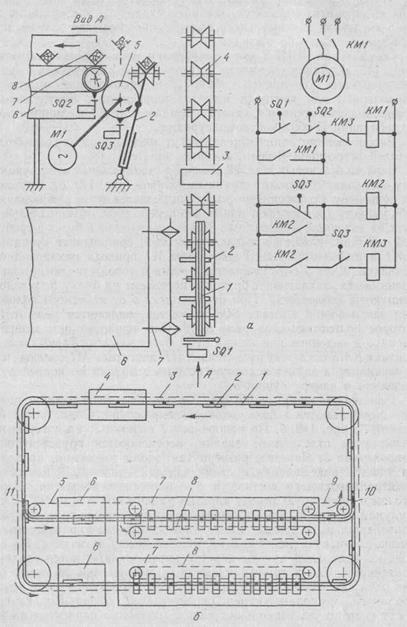
Рис. 149. Линии отделки столярно-строительных изделий:
а — брусков методом налива; б — решетчатых конструкций в поле высокого напряжения
В линиях отделки автоматика выполняет согласование работы механизмов и движения объекта обработки, но наиболее важным является стабилизация режимов (температуры) в сушильных установках.
Дата добавления: 2015-07-14; просмотров: 2547;