Основные характеристики устройств автоматического позиционирования.
Разрешающая способность — минимальное приращение координаты, которое можно задать. В импульсных системах разрешающая способность равна цене импульса. Разрешающая способность выбирается из условия точности позиционирования. Для АП, применяемых для размерной настройки, разрешающая способность 

 /K
/K  , где — поле допуска на обработку, K = = 3
, где — поле допуска на обработку, K = = 3  10 — коэффициент использования поля допуска при обработке. Для удобства программирования разрешающую способность выбирают из ряда 10N, где N — положительное или отрицательное натуральное число или нуль.
10 — коэффициент использования поля допуска при обработке. Для удобства программирования разрешающую способность выбирают из ряда 10N, где N — положительное или отрицательное натуральное число или нуль.
Чувствительность — наименьшее приращение параметра, которое может отработать СПУ. Чувствительность не может быть выше разрешающей способности. Чувствительность зависит от жесткости кинематической цепи привода. В позиционных системах при недостаточной чувствительности малые перемещения могут быть выполнены за два приема. Сначала рабочий орган отводят на некоторое расстояние, значительно (в 10 и более раз) большее разрешающей способности, а затем устанавливают в заданное положение.
Быстродействие — время на обработку наиболее характерной программы. Быстродействие приобретает важное значение для систем, управляющих оборудованием в рабочем режиме, особенно холостыми ходами рабочих органов. В этом случае для повышения производительности оборудования время на отработку программы должно быть минимальным. Следовательно, скорость
рабочего органа должна быть максимальной. Быстродействие равно  = KL/v, где L — диапазон программирования (полный ход рабочего органа); KL = 0,6 0,8 — вероятность программы; v — скорость рабочего органа.
= KL/v, где L — диапазон программирования (полный ход рабочего органа); KL = 0,6 0,8 — вероятность программы; v — скорость рабочего органа.
Скорость рабочего органа v существенно влияет на точность системы. Если v, найденное из условия требуемого быстродействия (времени ), будет больше, чем необходимо для получения требуемой точности, то системы делают двухскоростными.
Перед остановкой рабочий орган перемещается с малой скоростью vп, называемой ползучей. Маршевая скорость будет зависеть от требования быстродействия и от допустимого приводом диапазона регулирования скорости D = v/vп.
Для некоторых типов приводов значения D даны в табл. 16.
16. ДИАПАЗОН И ХАРАКТЕР ИЗМЕНЕНИЯ СКОРОСТЕЙ ДЛЯ РАЗЛИЧНЫХ ТИПОВ ПРИВОДОВ
| Тип привода | Диапазон изменения скорости | Характер изменения скорости |
| Электропривод с управляемой коробкой скоростей Иногоскоростной асинхронный двигатель: | 4—8 | Ступенчатый |
| двухскоростной | » | |
| четырехскоростной | » | |
| Асинхронный двигатель с двухтоковым питанием (постоянным и переменным током) | » | |
| Электропривод постоянного и переменного гока с тиристорным управлением | 20—40 | Плавный |
| Пневмо- и гидропривод | 7—10 | Плавный или ступенчатый |
Для двухскоростных СПУ быстродействие будет равно = = (LKL/v2 +l ), где l = 5 50 мм — участок, проходимый рабочим органом на ползучей скорости.
Точность — характеризуется двумя параметрами — шириной зоны, т. е. полем рассеяния, в котором располагаются фактические значения координат при многократной отработке одной программы, и средним отклонением середины поля рассеяния от заданной координаты.
Точность АП зависит от нелинейности и погрешности измерительной системы, запаздывания срабатывания аппаратуры управления и динамических характеристик рабочего органа. На рис. 163,а показана упрощенная схема управления позиционированием рг-бочего органа 1, который перемещается ходовым винтом 2, приводимым во вращение через редуктор электродвигателем M1. В зависимости от направления перемещения рабочего органа электродвигатель включается пускателем блока управления БУ. При движении «Вперед» щетки 3 через контактное поле 5 датчика Д1 включат
схему совпадения СС, которая при совпадении программы, заданной с блока БП, разрывает цепь магнитных пускателей в блоке управления.
Линия I на графике скоростей (рис. 163, б) показывает, как меняется скорость рабочего органа при остановке в заданной коорди-
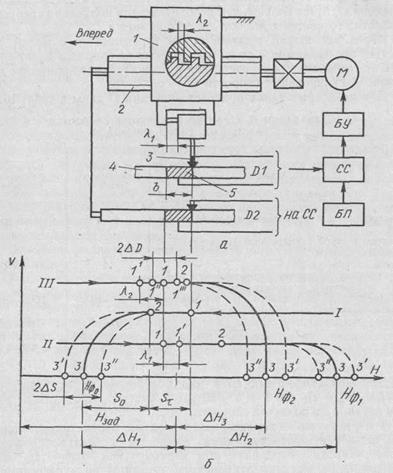
Рис. 163. Схема управления позиционером (а) и график скоростей рабочего органа при завершении отработки программы (б)
нате Hзад при движении «Вперед». В точке 1 подается команда на остановку. Пока сработают реле, пройдет время а, а рабочий орган переместится на расстояние S  в точку 2 и затем скорость рабочего органа (после отключения электродвигателя) будет падать и в точке 3 произойдет остановка. За период торможения рабочий орган пройдет путь S0. Рабочий орган займет координату Hф0. При движении рабочего органа к этой же координате в обратном
в точку 2 и затем скорость рабочего органа (после отключения электродвигателя) будет падать и в точке 3 произойдет остановка. За период торможения рабочий орган пройдет путь S0. Рабочий орган займет координату Hф0. При движении рабочего органа к этой же координате в обратном
направлении (линия II), команда на остановку должна была бы быть подана в точке 1', если бы щетка 3 была жестко связана с рабочим органом. Причем точка 1 на линии II смещена относительно этой же точки на линии I на величину b — зону нелинейно- сти шкалы датчика. В нашем примере зона нелинейности равна ширине контакта датчика, но в действительности в механизме датчика имеют место деформации, люфты и другие нелинейности. Поэтому при реверсировании рабочего органа щетка 3 начнет движение после того, как будут выбраны все нелинейности  1. Рабочий орган будет опережать шкалу датчика на 1. Поэтому команда на остановку фактически будет подана в точке 1'(линия II). Затем остановка пойдет по описанному ранее порядку, и рабочий орган остановится в координате Hф1.
1. Рабочий орган будет опережать шкалу датчика на 1. Поэтому команда на остановку фактически будет подана в точке 1'(линия II). Затем остановка пойдет по описанному ранее порядку, и рабочий орган остановится в координате Hф1.
Если же датчик Д2 связан с ходовым винтом, то остановка при движении вперед будет показана линией I, а при обратном движении — линией III. При реверсе сначала начнет движение шкала датчика Д2, и только после того, как в механизме перемещения будут выбраны зазоры и возникнут упругие деформации под действием сил сопротивления движению, рабочий орган начнет движение. Если в механизме перемещения суммарные нелинейности составят 2, то шкала датчика будет опережать рабочий орган на эту величину. Команда на остановку будет подана в точке 1' (раньше точки 1), и рабочий орган остановится в точке 3 с координатой Hф 2.
Предполагая, что координаты фактической остановки располагаются симметрично относительно заданной, погрешность позиционирования равна:
для жесткой связи датчика с рабочим органом
H1 = ±(S + b/2); (106)
для связи датчика с рабочим органом через промежуточное устройство
H2=±(S + (b— 1)/2) при 1<b или
H2=±(S + ( 1—b)/2) при 1>b (107)
для связи датчика с ходовым винтом
H3=±(S + (b— 2)/2), (108)
где S = S + So — путь, проходимый рабочим органом с момента подачи команды до полной остановки; S = v a — путь, проходимый рабочим органом за время срабатывания аппаратуры управления; v — скорость движения рабочего органа перед подачей команды на отключение; So = (Mv2)/2 (Pc + РT) — выбег рабочего органа, М — приведенная к рабочему органу масса движущихся частей (рабочего органа, деталей механизма перемещения, рабочей жидкости и т. д.). Рс, РT — приведенные к рабочему органу силы, соответственно сопротивления перемещению и дополнительного торможения; b, 1 2 — нелинейности измерительной системы и линии связи шкалы датчика с рабочим органом.
Слагаемые в формуле (108) имеют различные знаки, следовательно, если будет выполнено условие 2 = 2(S + b/2), то
Д#з = 0. Компенсировать погрешность АН2 можно путем подачи команды на остановку с упреждением ту = 2 (S -f- (± b ± X1)l2)lv или корректировать программу на величину АН 2.
Однако компенсировать возможно только некоторые средние значения (математические ожидания) Sx , So , Яср. В действительности в результате случайных воздействий время срабатывания аппаратуры, скорость движения рабочего органа, силы сопротивления и торможения колеблются, что приводит к колебанию в некотором диапазоне свободного выбега и пути, проходимого за время срабатывания аппаратуры. Кроме того, датчик (измерительная система) имеет собственную погрешность. Фактически рабочий орган будет останавливаться между точками 3' и 3". Тогда погрешность позиционирования будет

где ± AS — колебания перемещения рабочего органа после подачи; + AD— погрешность датчика; s = ДЯ1'/АЯ,-== 0,01 -г-0,05 — степень компенсации систематической погрешности; АЩ — систематическая погрешноть после введения конструктивной, схемной или программной компенсации.
Существующие в деревообработке устройства автоматического позиционирования обеспечивают точность ± 0,5 мм — на раскройном оборудовании и ± 0,05 мм — на оборудовании для чистовой обработки.
Дата добавления: 2015-07-14; просмотров: 1547;