ОБЩИЕ СВЕДЕНИЯ. Фрезерование — метод обработки поверхностей заготовок многолезвийным режущим инструментом — фрезой.
Фрезерование — метод обработки поверхностей заготовок многолезвийным режущим инструментом — фрезой.
Фрезерованием обрабатывают плоские и фасонные поверхности, прорезают пазы и шпоночные канавки, разрезают заготовки.
Процесс фрезерования осуществляют в результате сложения двух движений: главного движения Dr — вращательного (фрезы) и движения подачи Ds — обычно прямолинейного (обрабатываемой заготовки или фрезы). Движением подачи может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабанно-фрезерные станки).
Фрезерование разделяют на черновое, получистовое, чистовое и тонкое.
Черновое фрезерование применяют для предварительной обработки заготовок. Черновое фрезерование плоскостей обеспечивает шероховатость поверхности Rz 160...80 мкм и отклонение от прямолинейности 0,15...0,3 мм на 1 м длины.
Получистовое фрезерование используют для уменьшения погрешностей геометрических форм и пространственных отклонений. Оно обеспечивает шероховатость поверхности Rz 80...40 мкм и отклонение от плоскостности 0,1...0,2 мм на 1 м длины.
Чистовое фрезерование применяют для окончательной обработки или перед отделочной обработкой. Оно обеспечивает шероховатость поверхности от Rz 40 до Ra 2,5 мкм и отклонение от плоскостности 0,04...0,08 мм на 1 м длины.
Тонкое фрезерование применяют для отделочной обработки. Тонкое фрезерование обеспечивает Ra 2,5...0,63 мкм и отклонение от плоскостности 0,02...0,04 мм на 1 м длины. Применение скоростных режимов при фрезеровании позволяет получить при черновом Rz 80...20 мкм, при получистовом от Rz 40 до Ra 2,5 мкм, при чистовом - Ra 2,5...0,63 мкм.
Работы на фрезерных станках выполняют против движения подачи (рис. 4.1, а) и по движению подачи (рис. 4.1, б) фрезами, различаемыми по технологическим и конструктивным признакам: цилиндрическими (рис. 4.1, в), торцовыми (рис. 4.1, г), дисковыми, прорезными, отрезными, концевыми, угловыми и фасонными. Тонкое фрезерование обычно проводят летучими фрезами, которые состоят из корпуса с закрепленными в нем двумя-тремя резцами. Летучие фрезы работают по методу деления глубины фрезерования. Резцы летучей фрезы установлены на различных расстояниях от оси вращения фрезы и от обрабатываемой поверхности. Ближайший к оси вращения фрезы резец - чистовой, а все последующие - черновые. Для тонкого декоративного фрезерования плоских поверхностей деталей из цветных металлов и сплавов до Ra 0,08...0,04 мкм шероховатости поверхности применяют летучие фрезы, оснащенные алмазными резцами.
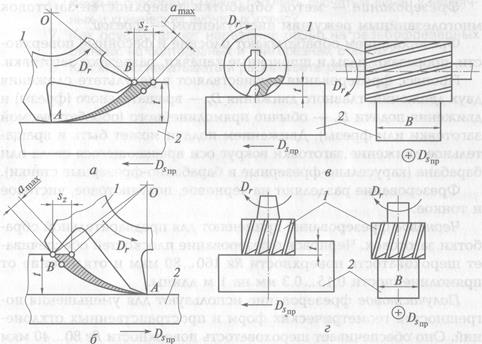
Рис. 4.1. Схемы фрезерования против движения подачи (а) и по движению подачи (б) цилиндрической (в) и торцовой (г) фрезами:
1 — фреза; 2 — заготовка; Dr — главное движение; DSnp — движение продольной подачи; В — ширина фрезерования; О — ось фрезы; sz — подача на зуб; атах — максимальная толщина срезаемого слоя; t — глубина фрезерования
Дата добавления: 2015-08-21; просмотров: 3107;