СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ, ЗЕНКЕРОВАНИЕ, РАЗВЕРТЫВАНИЕ И РАСТАЧИВАНИЕ
ОБЩИЕ СВЕДЕНИЯ
1. ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Сверление применяют для обработки глухих и сквозных отверстий цилиндрических, конических и многогранных внутренних поверхностей.
Применяют две разновидности сверления:
собственно сверление (получение отверстий в сплошном материале);
рассверливание (увеличение диаметра ранее просверленного, отлитого, пробитого при штамповке, прошитого, полученного методами электрофизической или электрохимической обработки отверстия).
Сверление и рассверливание обеспечивают точность обработки отверстий по 10 - 11-му квалитетам и качество поверхности Rz 80... 20 мкм (при обработке отверстий малого диаметра в цветных металлах и сплавах до Ra 2,5 мкм). Для получения более точных отверстий применяют зенкерование и развертывание.
Зенкерование, как и рассверливание, применяют для увеличения диаметра ранее полученного цилиндрического отверстия, а также для получения конических (коническими зенкерами) и плоских (торцами зенкеров при обработке ступенечатых отверстий) поверхностей. При зенкеровании после сверления получают точность по 9 - 10-му квалитетам, качество поверхности до Ra 2,5 мкм.
Развертывание применяют для окончательной (чистовой) обработки в основном цилиндрических отверстий, реже - для чистовой обработки конических и торцовых поверхностей. Точность по 6 - 8-му квалитетам, качество поверхности Ra 2,50...0,32 мкм.
2. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ, ЗЕНКЕРОВ И РАЗВЕРТОК
Элементы режущей части наиболее распространенного спирального сверла показаны на рис. 1 а, б.
У спирального сверла два зуба, каждый из которых имеет свою вершину, главную и вспомогательную режущие кромки, свою переднюю поверхность, главную и вспомогательную задние поверхности. У сверла есть также поперечная режущая кромка (перемычка), которая позволяет сверлу обрабатывать отверстия в сплошном материале.
Геометрию спирального сверла определяют следующие углы заточки.
Передний угол gх в рассматриваемой точке х главной режущей кромки измеряют в плоскости I-I, нормальной к главной режущей кромке, между касательной к передней поверхности в рассматриваемой точке х и нормалью к поверхности, образованной вращением главной режущей кромки вокруг оси сверла.
Задний угол aх измеряют в плоскости, касательной к соосному со сверлом цилиндру, на поверхности которого лежит рассматриваемая точка х главной режущей кромки, между касательной к задней поверхности в точке х режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. У наружной поверхности угол gх наибольший, а угол aх — наименьший.
Угол при вершине сверла 2j измеряют между главными режущими кромками. Угол 2j назначают в зависимости от обрабатываемого материала: для обработки стали, твердой бронзы 2j = 116... 118°, для обработки цветных металлов и их сплавов средней твердости 2j = 130... 140°.
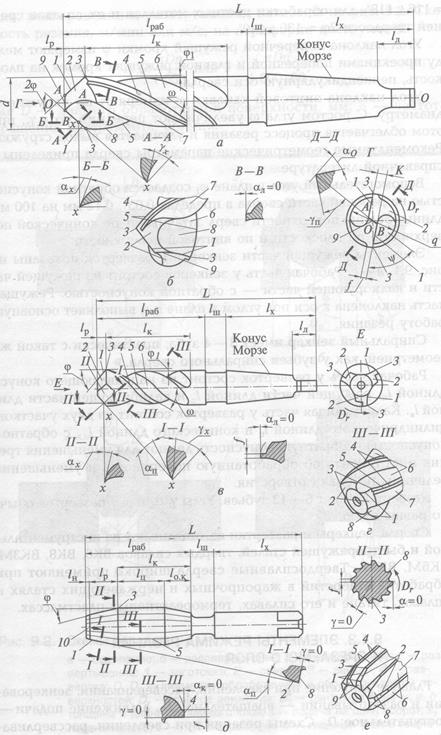
Рис. 9.1. Элементы режущей части сверла (а, б), зенкера (в, г) и развертки (д, е):
1 — главная режущая кромка; 2 — главная задняя поверхность; 3 — вершина зуба; 4 — вспомогательная задняя поверхность [ленточка]; 5 — вспомогательная режущая кромка; 6 — канавка; 7 — спинка зуба; 8 — передняя поверхность; 9 — перемычка (у сверла); 10 — направляющая часть (у развертки); L, lраб, lш, lх, lр, lк, lл, lц. lo.к — длина соответственно инструмента, его рабочей части, шейки, хвостовика, режущей части, калибрующей части, лапки цилиндрического участка и участка с обратной конусностью; Dr — главное движение; d — диаметр сверла; (j, j1 — главный и вспомогательный углы в плане; gх, aх — передний и задний углы в точке х; a0 — задний угол перемычки в точке О; w — угол наклона зуба; y — угол наклона перемычки; АВ — перемычка; aл — задний угол на ленточке; q — диаметр спинок зубьев
Угол наклона поперечной режущей кромки y измеряют между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла.
Угол наклона винтовой канавки w измеряют по наружному диаметру. С ростом угла со увеличивают передний угол gХ1 при этом облегчается процесс резания и улучшается выход стружки. Рекомендуемые геометрические параметры сверла приведены в справочной литературе.
Вспомогательный угол в плане jх создается обратной конусностью на рабочей части сверла в пределах 0,03...0,12 мм на 100 мм длины. Задние поверхности сверл затачивают по конической поверхности, по плоскости и по винтовой поверхности.
Элементы режущей части зенкеров и разверток показаны на рис. 1.1, в — е. Рабочая часть у зенкеров состоит из режущей части и калибрующей части — с обратной конусностью. Режущая часть наклонена к оси под углом в плане j и выполняет основную работу резания.
Спиральный зенкер имеет 3 - 4 зуба, практически с такой же геометрией, как у зубьев спирального сверла.
Рабочая часть у разверток состоит из направляющего конуса длиной lН, режущей части длиной ip и калибрующей части длиной lК. Калибрующая часть у разверток состоит из двух участков: цилиндрического длиной lЦ и конического длиной 70 к с обратной конусностью. Обратную конусность делают для уменьшения трения инструмента об обработанную поверхность и уменьшения величины разбивки отверстия.
Развертка имеет 6 - 12 зубьев. Углы g, aк и w у разверток обычно равны нулю.
Сверла, зенкеры и развертки изготавливают из инструментальной и быстрорежущей сталей, твердых сплавов ВК6, ВК8, ВК3М, ВК6М, ВК8В. Твердосплавные сверла широко применяют при обработке отверстий в жаропрочных и нержавеющих сталях и сплавах, титане и его сплавах, термореактивных пластмассах.
3. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И СРЕЗАЕМОГО СЛОЯ
Главное движение при сверлении, рассверливании, зенкеровании и развертывании — вращательное Dr, а движение подачи — поступательное Ds. Схемы резания при сверлении, рассверливании, зенкеровании и развертывании показаны на рис. 2. Скорость резания, м/мин или м/с, на периферии инструмента
 или
или 
где D — диаметр обработанной поверхности, мм; n — частота вращения инструмента, об/мин.
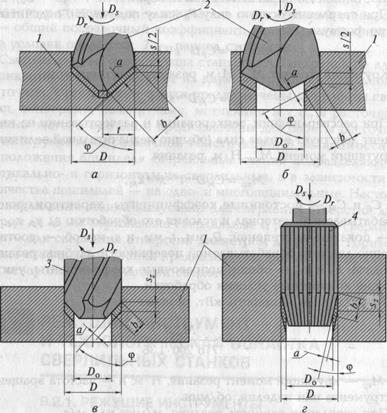
Рис. 1.2. Схемы резания:
а — сверление; б — рассверливание; в — зенкерование; г — развертывание; 1 — заготовка; 2 — сверло; 3 — зенкер; 4 — развертка; D, D0 — диаметры обработанной и обрабатываемой поверхностей; Dr — главное движение; Ds — движение подачи; а, и b -толщина и длина срезаемого слоя; s — подача на один оборот; sz -подача на зуб; t — глубина резания; j — главный угол в плане
Подача s — величина перемещения инструмента вдоль оси за один оборот. Подача sz, приходящаяся на один зуб инструмента, sz = s/z (z — число зубьев инструмента).
Толщину а срезаемого слоя измеряют в направлении, перпендикулярном к главной режущей кромке инструмента, а ширину b срезаемого слоя — вдоль этой режущей кромки.
При сверлении под глубиной резания t подразумевают расстояние от обработанной поверхности до оси сверла (t = D/2), а при рассверливании, зенкеровании и развертывании — расстояние от обработанной до обрабатываемой поверхности: t = (D - D0)/2.
При сверлении осевую силу Р0 (силу подачи, Н), подсчитывают по формуле
Po = CpDzpsypkp.
Крутящий момент Мкр, Н•м, резания при сверлении
Mкp = CMDzMSyMkM.
При рассверливании, зенкеровании и развертывании на инструмент действует осевая сила (обычно незначительной величины) и крутящий момент Мкр, Н•м, резания
MKp=CMDzMtxMSyMkM
где СР и См — постоянные коэффициенты, характеризующие обрабатываемый материал и условия его обработки; zP, уР, zM, хм, ум— показатели степеней; D мм, t, мм, и s, мм/об, — соответственно диаметр обрабатываемой поверхности, глубина резания, и подача; кР и км — общие поправочные коэффициенты, учитывающие конкретные условия обработки. Эффективная мощность, кВт, резания
где Мкр — крутящий момент резания, Н•м; n — частота вращения инструмента или изделия, об/мин.
При сверлении скорость резания, м/мин или м/с,

При рассверливании, зенкеровании и развертывании

где Cv — постоянный коэффициент, характеризующий обрабатываемый материал и конкретные условия обработки; zv, xv, yv — показатели степеней; т — показатель относительной стойкости; kv — общий поправочный коэффициент, учитывающий конкретные условия обработки; Т — период стойкости.
Сверлильно-расточная группа станков, вторая группа по классификации ЭНИМС, состоит из двух подгрупп: сверлильной и расточной. Сверлильные станки предназначены для работы сверлами, зенкерами, развертками, метчиками и т.п., а расточные, помимо этого, в основном предназначены для работы расточными инструментами различной конструкции. В зависимости от расположения шпинделя сверлильные станки подразделяют на вертикально- и горизонтально-сверлильные, а в зависимости от количества шпинделей — на одно- и многошпиндельные. Настоль-но-сверлильные станки выпускают для сверления отверстий диаметром до 16 мм; вертикально-сверлильные и радиально-сверлиль-ные — для сверления отверстий диаметром до 100 мм. Горизонтально-сверлильные станки предназначены для получения глубоких отверстий специальными сверлами.
РЕЖУЩИЙ ИНСТРУМЕНТ И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
РЕЖУЩИЕ ИНСТРУМЕНТЫ
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками. Все эти инструменты — осевые. Обработка этими инструментами осуществляется при главном вращательном движении Dr инструмента или заготовки и при одном движении подачи Ds (чаще инструмента) вдоль оси инструмента или обрабатываемой поверхности.
При обработке осевыми инструментами возможны три кинематические схемы:
главное движение и движение подачи передают инструменту. Такую схему реализуют на сверлильных, координатно-расточных, агрегатно-сверлильных и агрегатно-расточных станках. При этой схеме имеет место увод оси инструмента, если эта ось не совпадает с направлением подачи заготовки или инструмента;
главное движение передают заготовке, а движение подачи — заготовке или инструменту. Используют на токарных, токарно-револьверных станках и токарных автоматах. Увод оси инструмента может иметь место в этом случае только из-за неодинаковости заточки зубьев инструмента;
вращательное движение сообщается и заготовке (v3, м/мин или м/с), и инструменту (vи м/мин или м/с). Главным движением Dr в этом случае будет то, скорость которого больше (обычно это скорость вращения инструмента vи).
Скорость резания (суммарная), м/мин или м/с, определяют по формуле v = v3 + vи.
Движение подачи сообщают либо инструменту, либо заготовке.
Такую схему применяют только для сверления на некоторых автоматах и специальных станках. Диаметральный размер получается более точным, чем при предыдущей схеме.
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент — спиральное сверло (см. рис. 1.1, а, б), состоящее из рабочей части lраб, шейки lш, хвостовика lх и лапки lл.
В рабочей части lраб различают режущую lр и калибрующую-направляющую lк части с винтовыми канавками. Шейка lш соединяет рабочую часть сверла с хвостовиком. Хвостовик lх необходим для установки сверла в шпинделе станка. Лапка lл служит упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 1.1, б. Сверло имеет две главные режущие кромки 1, образованные пересечением передних 8 и главных задних 2 поверхностей лезвия и выполняющие основную работу резания; поперечную режущую кромку 9 (перемычку) и две вспомогательные режущие кромки 5. На калибрующей (направляющей, с обратной конусностью) части сверла вдоль винтовой канавки расположены две узкие ленточки 4 (вспомогательные задние поверхности), обеспечивающие направление сверла при резании и требуемую точность и качество обрабатываемой поверхности.
Зенкеры по виду обрабатываемых отверстий подразделяют на спиральные цилиндрические (см. рис. 1.1, в, г), конические (рис. 1.3, а) и торцовые (рис. 9.3, б). Зенкеры бывают цельные с коническим хвостовиком (см. рис. 1.1, в, г) и насадные (см. рис. 1.3, б).
Спиральный цилиндрический зенкер отличается от спирального сверла главным образом большим количеством зубьев (три-четыре) и отсутствием перемычки.
Зенкерование, как было указано ранее, применяется при обработке ранее полученных отверстий и торцовых поверхностей.
Развертками, как было указано в подразд. 1.1, окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические (рис. 1.1, д и 1.3, в) и конические (рис. 1.3, г) развертки. Развертки имеют 6 - 12 главных режущих кромок lК, расположенных на режущей части lр с направляющим конусом lН, вспомогательные режущие кромки расположены на калибрующей части 7К.
По конструкции закрепления развертки подразделяют на хвостовые (см. рис. 1.1, д и 1.3, в, г) и насадные (рис. 1.3, д, на котором показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе).
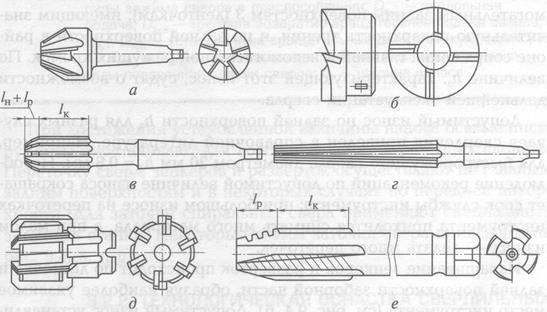
Рис.1.3. Инструменты для обработки отверстий на сверлильных станках: а,б – зенкеры, в,г, д – развертки, е – метчик; lн, lр, lк -
Метчики применяют для нарезания внутренних резьб. Метчик (рис. 9.3, е) представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую lр и калибрующую lК части. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Метчик закрепляют в специальном патроне.
У зенкеров, разверток, метчиков, как и у сверл, режущие части выполняют основную работу резания. Калибрующие части служат для направления инструмента в отверстии и обеспечивают необходимую точность и качество обрабатываемой поверхности.
В процессе работы режущие элементы осевых инструментов подвергаются истиранию по передней, главной задней и вспомогательной поверхностям с одновременным тепловым воздействием. Это приводит к износу поверхностей инструментов (рис. 9.4, а, б), контактирующих с заготовкой и срезаемым слоем. Интенсивность изнашивания площадок сверл, зенкеров и разверток зависит от режима резания, материала режущей части и заготовки, от других условий обработки.
Изнашивание быстрорежущего сверла (см. рис. 9.4, а) протекает по передней 1, главной 2 и вспомогательной 3 задним поверхностям. Наиболее интенсивное изнашивание происходит по вспомогательным задним поверхностям 3 (ленточкам), имеющим значительную поверхность трения, и по задней поверхности в районе сопряжения главной и вспомогательной режущих кромок. По величине ii3, характеризующей этот износ, судят о возможности дальнейшей эксплуатации сверла.
Допустимый износ по задней поверхности h3 для разных случаев сверления приведен в справочной литературе. Например, для быстрорежущего сверла диаметром 20 мм h3 = 0,8 мм. Несоблюдение рекомендаций по допустимой величине износа сокращает срок службы инструмента: при большом износе на переточках инструмента приходится снимать мното материала, а при малом износе — делать много переточек.
Изнашивание зенкеров и разверток происходит по ленточке и задней поверхности заборной части, образуя наиболее уязвимое место инструмента (см. рис. 1.4, б). Допустимый износ устанавливается по величине h3. Для быстрорежущих зенкеров диаметром D= 10...50 мм эта величина лежит в пределах 1 ...2 мм, для твердосплавных 0,4...0,6 мм. Износ быстрорежущих разверток не должен превышать 0,6...0,8 мм.
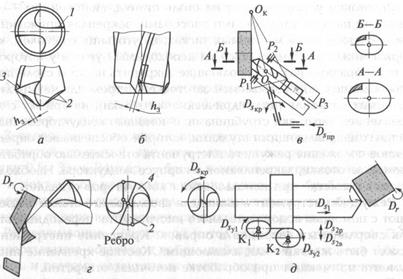
Рис. 1.4. Места износа сверла (а) и зенкера (б) и схемы заточки сверл по конической поверхности (в), по плоскости (г), по винтовой поверхности (д):
1 — передняя поверхность; 2, 3, 4 — главная, вспомогательная, дополнительная задние поверхности; K1, К2 — кулачки; P1t,Р2, Р3 — силы зажима сверла в приспособлении; DSnp — продольная подача; DSкp — круговая возвратно-вращательная подача сверла; DSy1, DSy2 — установочные вращательные движения кулачков К1 и К2; Ds2p и Ds2b — соответственно рабочий и вспомогательный ходы поперечной подачи сверла; h3 — ширина износа
При достижении установленной величины износа осевые инструменты перетачивают для восстановления их режущих свойств. Переточку сверл, зенкеров и разверток осуществляют по главным задним поверхностям и в некоторых случаях по передней поверхности. Для заточки спиральных сверл применяют специальные заточные станки. Некоторые схемы заточки сверл приведены на рис. 9.4, в, г, д.
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
При обработке на сверлильных станках применяют различные приспособления для установки и укрепления заготовок на столах и инструментов на шпинделях станков.
Заготовки устанавливают на столе станка, снабженном Т-образными пазами, следующими способами: закрепляя прижимными планками или в машинных тисках; на угольник со столом, который может поворачиваться на необходимый угол и у которого есть Т-образные пазы, позволяющие закрепить на этом столе приспособление с обрабатываемой заготовкой; в трех- или четырехкулачковых патронах (цилиндрические заготовки); на призму с закреплением заготовки струбцинами; с помощью кондукторов, снабженных направляющими втулками, которые обеспечивают определенное положение режущего инструмента относительно обрабатываемой заготовки, закрепляемой в корпусе кондуктора. Необходимость в разметке при использовании кондукторов отпадает.
Режущий инструмент в шпинделе сверлильного станка закрепляют с помощью вспомогательного инструмента: переходных втулок сверлильных патронов и оправок. Крепление инструмента может быть жестким или плавающим. Жесткое крепление инструмента применяют при обработке неточных отверстий.
При развертывании отверстий с точностью по 7-му квалитету с направлением инструмента по кондукторным втулкам или по ранее обработанному отверстию необходимо применять самоустанавливающиеся патроны (качающиеся и плавающие), которые позволяют устранить деформации инструмента и шпинделя и свободно ориентировать инструмент относительно кондукторных втулок или обрабатываемого отверстия.
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка. Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки. Инструменты с цилиндрическим хвостовиком закрепляют в двух-, трехкулачковых или цанговых патронах.
СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК НА СВЕРЛИЛЬНЫХ СТАНКАХ
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Схемы обработки заготовок, режущий инструмент и возможности сверления, рассверливания, зенкерования, развертывания приведены в подразд. 1.1 и 1.2.
Добавим, что сверление и рассверливание — это грубая обработка.
В зависимости от требуемой точности и величины партии обрабатываемых заготовок отверстия сверлят в кондукторе или по разметке.
Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала. В этом случае осевая сила уменьшается.
Зенкерование относится к получистовому виду обработки поверхностей отверстий, при этом методе снимают небольшие припуски 0,5...3 мм. Зенкер — более жесткий инструмент, чем сверло, и поэтому он исправляет искривление оси обрабатываемого отверстия после увода сверла, повышает точность обработки и качество поверхности цилиндрического отверстия.
Развертывание — чистовой метод обработки отверстий. Под развертывание оставляют небольшой припуск на сторону 0,05... 0,5 мм, и поэтому развертка не может исправить искривление оси отверстия, но увеличивает точность диаметрального размера и качество обработанной поверхности.
Применяют однократное, двухкратное и трехкратное развертывания. Однократное развертывание осуществляют черновой разверткой, оно обеспечивает точность по 8 - 9-му квалитетам; двухкратное развертывание осуществляют черновой и получистовой развертками, точность — по 7-му квалитету; трехкратное развертывание осуществляют черновой, получистовой и чистовой развертками, точность — до 6-го квалитета.
Цекование — обработка торцовой поверхности отверстия торцовым зенкером для достижения перпендикулярности плоской торцовой поверхности к оси (рис. 1.5, а).
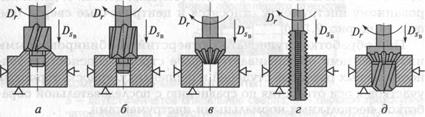
Рис. 1.5. Схемы обработки заготовок на вертикально-сверлильном станке:
а — цекование; б, в — зенкование; г — нарезание резьбы; д — комбинированная обработка; - неподвижная опора; <|- — зажим
Зенкованием получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, болтов, заклепок и других деталей. На рис. 9.5, б, в показано зенкование цилиндрического углубления цилиндрической зенковкой и конического углубления коническим зенкером.
Нарезание резьбы — получение на внутренней цилиндрической поверхности с помощью метчика винтовой канавки (рис. 9.5, г).
Сверление глубоких отверстий (длина отверстия больше пяти его диаметров) выполняют на специальных горизонтально-сверлильных станках. При обработке глубоких отверстий спиральными сверлами происходит увод сверла и «разбивание» отверстия, затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки. В связи с чем глубокие отверстия сверлят сверлами специальной конструкции. Смазочно-охлаждающая жидкость, подаваемая в зону резания, вымывает стружку через внутренний канал сверла.
Комбинированную обработку отверстий применяют в серийном и массовом производстве в целях повышения производительности и улучшения качества обработки заготовок.
Она осуществляется комбинированным инструментом. Комбинированные инструменты позволяют совместить в один проход последовательно черновую и чистовую обработку одной поверхности, осуществить обработку фасонной поверхности одного или нескольких отверстий за один проход, совместить различные операции: сверление и зенкерование, сверление или зенкерование и развертывание, сверление и резьбонарезание, сверление и фрезерование, зенкование и зенкерование (рис. 1.5, д).
Замена нескольких операций или переходов, осуществляемых последовательно нормальными инструментами, одной операцией, выполняемой комбинированным инструментом, не только увеличивает производительность труда и снижает себестоимость обработки, но и повышает точность изготовления детали. К комбинированному инструменту относятся и центровочные сверла (см. поз. 14 на рис. 1.1, а).
При обработке ступенчатых отверстий комбинированными инструментами обеспечивается более строгая соосность и точность осевых размеров ступеней и перпендикулярность торцовых участков к оси отверстия по сравнению с последовательной обработкой несколькими нормальными инструментами.
Некоторые типы комбинированных инструментов для обработки ступенчатых отверстий показаны на рис. 9.6. Недостатки комбинированного инструмента — это трудоемкость его изготовления, некоторая сложность его переточки.
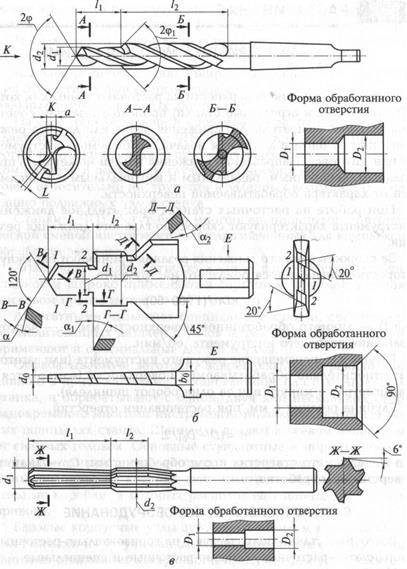
Рис. 9.6. Комбинированные инструменты:
а — двухступенчатое спиральное сверло; б — перовое трехступенчатое сверло; в — двухступенчатая развертка; d1, d2, l1, l2 - диаметры и длины ступеней инструментов; D1, D2 — диаметры обработанных отверстий; а — толщина зуба на 1-й ступени; L — длина ленточки; d0, b0 — наименьшая и наибольшая толщина перового сверла
Дата добавления: 2015-08-21; просмотров: 23312;