Порівняльні характеристики та вибір типів лиття
Найпростішим способом виливання є лиття в земельні форми. Його переваги:
- отримання виливок будь-яких розмірів з будь-яких матеріалів;
- організація виробництва при мінімальних первинних витратах.
Недоліки:
- низька продуктивність;
- тяжкі умови праці;
- невисока точність та погана якість поверхні;
- збільшені витрати металу, в тому числі і на припуски.
Цим способом виливають корпусні деталі, деталі механізмів, струмопровідні, контактні деталі та магнітопроводи.
Технологічний процес виготовлення схожий з типовим. Обладнання відсутнє. Оснащенням є опоки. Інструменти: пневмовібромолоток, ковш, щітки. Використовується допоміжне підйомнотранспортне обладнання та печі для розігріву.
Лиття в металеві форми (кокілі) має наступні переваги:
- більш висока продуктивність праці;
- краща якість поверхні;
- вища міцність, ніж у попереднього методу;
- менші витрати металу.
Недоліки:
- висока вартість форм;
- важко отримати деталі складної форми;
- кокілі не витримують великої кількості відливок.
Обладнанням є багатопозиційні кокільні машини карусельного типу для лиття.
Цим засобом виготовляють корпусні, контактні та струмоведучі деталі. Приблизно після 200-300 відливів форма не придатна до подальшого використання.
Лиття в коркові або оболонкові напівформи передбачає вже більш високу точність розмірів та якість поверхні, ніж попередні способи. Корки виготовляють з кварцевого піску, змащеного бакелітовою смолою.
Переваги цього методу:
- можливість механізації та автоматизації виробництва;
- висока точність розмірів;
- добра якість поверхні;
- менші витрати металу.
Недоліки:
- підвищена вартість оснащення;
- шкідливість термореактивних смол, які є в’яжучою речовиною для оболонок.
Оболонка має товщину 4-8мм. Після того, як метал буде залитий та охолоне, вона буде зруйнована. Цим методом виготовляють деталі механізмів апаратів, а також контактні і струмопровідні частини.
Технологія наступна: підігрівається модельна плита до температури біля 200°С, насипається на плиту пісок та збризкується смолою. При температурі 200°С ця суміш стає пластичною та приймає обрис поверхні плити, тобто напівформ, потім проводиться термообробка оболонок на плиті в пічах полімерізації на протязі декількох хвилин (до 3 хвилин) при температурі близько 400°С. Після термообробки плита виймається з пічі, знімаються напівформи, збираються разом та проводиться залиття розплавленого металу в отвір зібраної форми, яку попередньо встановлюють в контейнер з піском.
Після того, як метал охолоне, форма руйнується, деталь вибивається та очищується.
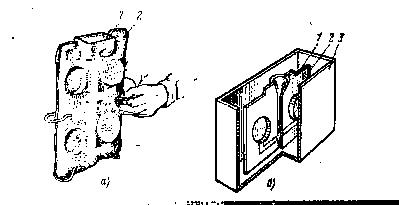
а – складання форми; б – форма встановлена в ящик для заливання металом
1,2 – напівформи; 3 – металевий ящик
Рисунок 4 - Складання оболонкової форми для заливання металом
Обладнання: пічі полімерізації, плавильні пічі, підйомно-транспортне обладнання.
Оснащення: модельні плити та самі скорлупчасті або коркові напівформи.
Виливання під тиском характерне для деталей з високою точністю розмірів, з добрим класом чистоти поверхні. Спосіб високопродуктивний, витрати металу невеликі, що вказує на переваги.
Недоліки цього способу:
- складність виготовлення великих виробів;
- висока вартість прес-форм;
- складність отримання виливок з чорних металів.
Виготовляються цим методом корпусні, контактні деталі та деталі механізмів.
Обладнанням є поршневі гідравлічні машини з холодною чи гарячою камерою стиснення вертикального чи горизонтального типу.
Технологія наступна: розплавлюється метал у плавильних печах; дозується вручну за допомогою ковша в камеру стиснення; після зімкнення пресується під тиском, після чого розкривається прес-форма та виймаються виливки.
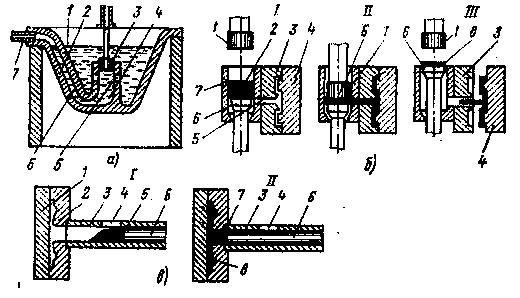
а – машина з гарячею камерою стиснення; б – з холодною камерою стиснення, розташованою вертикально; в - з холодною камерою стиснення, розташованою горизонтально
Рисунок 5 – Схеми дії машин для лиття під тиском
Оснащенням є прес-форма, звичайно стальна.
Інструментом є ковш, кліщі.
Лиття по виплавленим моделям або точне лиття має такі переваги: виливки виходять складної форми з дуже високою точністю розмірів та чистотою поверхні, з малими витратами металу. Та, окрім того, при цьому методі можна отримати цільнолиті вузли.
До недоліків належить трудомісткість виготовлення.
Технологія така: спочатку в прес-формах холодного пресування отримують легкоплавку модель (з парафіну, воску, стеарину), збирають моделі в комплекти, декілька разів занурюють у вогнетривку суміш (кварцева мука та смола) і поверх моделі з’являється оболонка. Оболонки розташовують в печі полімеризації та при температурі 850-950˚С оболонки спікаються, а модельна суміш розплавляється та укріплює оболонки. Час спікання декілька годин (3-5 годин). Після цього в оболонки заливається розплавлений метал, охолоджується, виливки вибиваються з оболонок, оболонки руйнуються та проводиться очищення литва.

1 – модель; 2 – нероз’ємна форма; 3 – піч полімеризації; 4 – вогнетривка суміш
Рисунок 6 – Схема технологічного процесу відливання деталей за виплавленими моделями
Обладнання: електричні пічі, пічі полімеризації, ванни з вогнетривкою сумішшю.
Оснащення: прес-форми, тощо.
Цим методом отримують струмопровідні деталі та деталі пневматичних механізмів.
При відцентровому виливанні обладнанням є машини для лиття з барабаном, що обертається. Якщо внутрішні стінки змастити змазкою, а метал буде розбризкуватися в барабан, то під дією відцентрових сил на внутрішні стінки барабану осідає рівний шар металу (латуні). Товщина стінки порожнистої відцентрової деталі залежить від часу обертання барабану.
Після виготовлення будь-яких відливок проводиться візуальний контроль на відсутність тріщин за допомогою дефектоскопу та контроль геометричних розмірів за допомогою вимірювальних інструментів.
Ливарні роботи належать до робіт підвищеної небезпеки, так як можливе отримання опіків. Окрім того, це фізично важке і шкідливе виробництво для організму людини, тому для цих робіт розроблений спеціальний комплекс заходів з техніки безпеки та охорони праці, який передбачає підвищені вимоги до наявності спецодягу, до додержання правил особистої гігієни, до стану здоров’я та віку робітників. На цих роботах йде “гарячий стаж”, і працівник, що отримав його, має пільги згідно законодавства.
Дата добавления: 2015-04-07; просмотров: 1265;