ТЕСТОВЫЕ ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ.
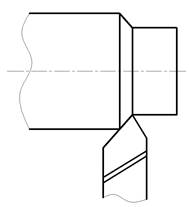
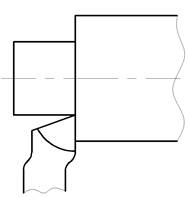
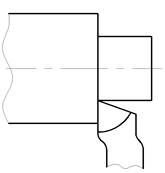
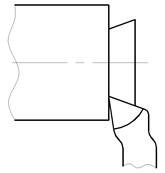
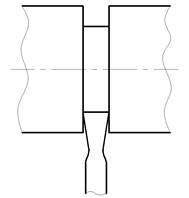
1. Укажите подрезной резец, рис. 9.
Ответ: А) (а); С) (б);
В) (в); Д) (г).
2. Какая поверхность и какая плоскость образуют главный задний
угол?
Ответ: А) Передняя поверхность и основная плоскость;
В) Задняя поверхность и плоскость резания;
С) Передняя поверхность и вспомогательная задняя
поверхность;
Д) Передняя поверхность и главная задняя поверхность.
3. Как называется поверхность заготовки, которая образуется главной режущей кромкой?
Ответ: А) Поверхность резания; С) Основная плоскость;
В) Обрабатываемая поверхность; Д) Обработанная поверхность.
4. Как обозначается главный угол в плане?
Ответ: А) φ1; В) α; С) γ; Д) φ.
5. Назовите марки быстрорежущих инструментальных материалов.
Ответ: А) Р9, Р18, Р6М3; С) Сталь 45, 50, 40Х;
В) ХС, ХВГ, 9ХС; Д) У8, У12, У13А.
6. Назовите марку инструментального материала для чистовой обработки стали.
Ответ: А) ТТ7К12; С) Т30К4;
В) ВК2; Д) Т5К10.
7. Назовите марку двухкарбидного твердого сплава.
Ответ: А) ВК8; С) Р18;
В) Т15К6; Д) ТТ7К12.
8. Пересечением каких поверхностей образована вспомогательная режущая кромка?
Ответ: А) Передней и главной задней поверхностями;
В) Передней поверхностью резца и поверхностью резания;
С) Передней поверхностью и вспомогательной задней поверхностью резца;
Д) Передней поверхностью резца и основной плоскостью.
9. Какой главный угол в плане имеет отрезной резец?
Ответ: А) 0°С; С) 60°С;
В) 45 °С; Д) 90°С.
10. К какой группе инструментальных материалов относится сталь Р18?
Ответ: А) Твердый сплав; С) Минералокерамический сплав;
В) Углеродистая инструментальная сталь; Д) Быстрорежущая сталь.
| 
|
| а) | б) |
| 
|
| в) | г) |
Рисунок 9 – Схемы обработки токарными резцами.
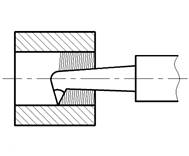
11. Укажите упорно-проходной левый резец (рис. 10).
Ответ: А) а; В) б; С) в; Д) г.
12. Назовите главную заднюю поверхность резца.
Ответ: А) Поверхность, на которую сходит стружка;
В) Поверхность резца, обращенная к поверхности резания заготовки;
С) Поверхность резца, обращенная к обработанной поверхности заготовки;
Д) Плоскость, касательная к поверхности резания заготовки и проведенная через главную режущую кромку.
13. Назовите главный угол в плане для подрезного резца.
Ответ: А) φ =0°; В) φ < 90°; С) φ = 90°; Д) φ > 90°.
14. Назовите обозначение главного заднего угла резца.
Ответ: А) α; В) α1; С) λ; Д) ε.
15. Назовите угол, который может иметь как положительное, так и отрицательное значение.
Ответ: А) φ; В) α; С) γ; Д) α1.
16. Назовите марку инструментального материала для чистовой обработки чугуна.
Ответ: А) ВК2; В) ВК8; С) Т15К6; Д) Т5К10.
17. Укажите цифру, обозначающую на рисунке 11 вспомогательный угол в плане.
Ответ: А) 1; В) 2; С) 3; Д) 4.
18. Назовите цифру, обозначающую на рисунке 11 главный задний угол резца.
Ответ: А) 5; В) 6; С) 7; Д) 8.
19. Назовите марку однокарбидного инструментального материала.
Ответ: А) ВК3; В) Т5К10; С) Т30К4; Д) ХВГ.
20. Что обозначает цифра 5 в твердом сплаве Т5К10?
Ответ: А) Процентное содержание кобальта;
В) Процентное содержание углерода;
С) Процентное содержание карбида вольфрама;
Д) Процентное содержание титана.
21. Каким должен быть передний угол резца при обработке закаленной стали?
Ответ: А) γ = 30°; В) γ = 10°; С) γ = 0°; Д) γ =-5°.
22. Какое назначение имеет угол наклона главной режущей кромки?
Ответ: А) Изменять направление схода стружки;
В) Уменьшать трение стружки о переднюю поверхность резца;
С) Улучшать качество обработанной поверхности;
Д) Снижать усилие при резании.
23. Укажите на рисунке 12 вспомогательный задний угол.
Ответ: А) 1; В) 8; С) 3; Д) 7.
24. Укажите на рисунке 12 угол при вершине.
Ответ: А) 5; В) 2; С) 7; Д) 6.
25. Назовите угол, образованный проекцией режущих кромок на основную плоскость.
Ответ: А) Главный угол в плане; С) Угол заострения;
В) Угол при вершине; Д) Вспомогательный угол в плане.
26. Какой угол обозначается буквой «β»?
Ответ: А) Передний угол;
В) Угол наклона режущей кромки;
С) Угол при вершине;
Д) Угол заострения.
27. Укажите выражение, по которому можно определить угол резания резца для обработки цветного металла.
Ответ: А) 90°+γ; В) 90°-γ; С) φ + α; Д) 180°- γ.
28. Какой резец изображен на рисунке 12?
Ответ: А) Расточной для сквозных отверстий;
В) Прямой проходной;
С) Расточной для глухих отверстий;
Д) Упорно-проходной.
29. Назовите марку инструментального материала для чистовой обработки стали.
Ответ: А) Т5К10; В) Ст3; С) Т30К4; Д) ВК6.
30. Как проводится вспомогательная секущая плоскость?
Ответ: А) Параллельно продольной и поперечной подачи.
В) Перпендикулярно проекции главной режущей кромки на основную плоскость.
С) Через главную режущую кромку и касательную к
поверхности резания заготовки.
Д) Перпендикулярно проекции вспомогательной режущей кромки на основную плоскость.
31. Укажите на рис. 13 угол между проекциями главной и вспомогательной режущими кромками на основную плоскость.
Ответ: А) 1; В) 2; С) 3; Д) 4.
32. Как обозначается угол наклона главной режущей кромки?
Ответ: А) λ; В) φ1; С) ε; Д) δ.
33. Назовите величину главного угла в плане упорно-проходного резца.
Ответ: А) 0°; В) 45°; С) 60°; Д) 90°.
34. Какой резец изображен на рисунке 13?
Ответ: А) Подрезной; С) Проходной;
В) Отрезной; Д) Расточной.
| 
|
| а) | б) |

| 
|
| в) | г) |
Рисунок 10 – Схемы обработки токарными резцами.
35. Назовите марку трехкарбидного твердого сплава.
Ответ: А) ВК8М; С) Р18;
В) Т15К6; Д) ТТ7К12.
36. При какой величине вспомогательного угла в плане шероховатость обработанной поверхности будет наименьшей?
Ответ: А) 90°; С) 30°;
В) 45°; Д) 12°.
37. Назовите угол, который рассматривается в сечении главной секущей плоскости.
Ответ: А) δ; В) φ; С) λ; Д) φ1.
38. Укажите на рисунке 13 угол между вспомогательной режущей кромкой на основную плоскость и направлением подачи.
Ответ: А) 5; В) 1; С) 4; Д) 3.
39. Укажите на рисунке 13 угол между главной задней поверхностью и плоскостью резания.
Ответ: А) 5; В) 7; С) 6; Д) 2.
40. Что обозначает цифра 7 в трехкарбидном твердом сплаве ТТ7К12?
Ответ: А) Содержание кобальта.
В) Содержание карбидов титана.
С) Содержание карбидов вольфрама.
Д) Содержание карбидов титана и тантала.
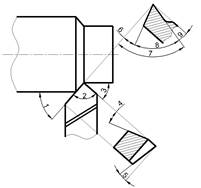
Рисунок 11 – Углы резца.
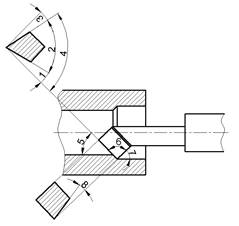
Рисунок 12 – Углы резца.
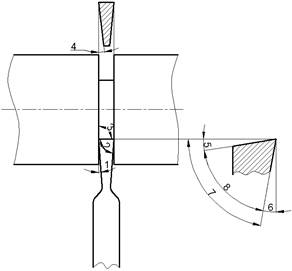
Рисунок 13 – Углы токарного резца.
1.2. ОТВЕТЫ НА ТЕСТОВЫЕ ЗАДАНИЯ.
Позиция «А»
1. А) Неверно. Это прямой проходной резец.
2. А) Неверно. Передняя поверхность и основная плоскость не пересекаются и не образуют угол.
3. А) Верно.
4. А) Неверно. Это обозначение вспомогательного угла в плане.
5. А)Верно. В обозначении быстрорежущих сталей имеется буква Р, а цифра показывает процентное содержание вольфрама.
6. А)Неверно. ТТ7К12 применяется для черновой обработки материалов.
7. А)Неверно. ВК8 — однокарбидный инструментальный материал.
8. А)Неверно. Пересечение передней и главной задней поверхностей образует главную режущую кромку.
9. А) Неверно. Главный угол в плане не может быть равен нулю.
10. А) Неверно. В обозначении твердого сплава входит как минимум две буквы.
11. А) Неверно. На рисунке 10а показан отрезной резец.
12. А) Неверно. Поверхность, на которую сходит стружка, называется передней.
13. А) Неверно. Режущая кромка резца располагается под углом к направлению подачи.
14. А) Верно. Главный задний угол обозначается α.
15. А) Неверно. Главный угол в плане не может быть отрицательным.
16. А) Верно. Твердые сплавы марки ВК применяют для обработки чугунных деталей, однако при этом учитывается содержание кобальта. Для чистовой обработки применяют сплавы ВК с минимальным содержанием кобальта.
17. А) Неверно. Цифрой 1 обозначен главный угол в плане.
18. А) Неверно. Цифрой 5 обозначен угол наклона главной режущей кромки.
19. А) Верно. К однокарбидным относятся твердые сплавы марки ВК.
20. А) Неверно. Процентное содержание кобальта обозначает цифра, стоящая после буквы К.
21. А) Неверно. Передний угол, равный 30°, делают резцам, предназначенным для обработки мягких металлов.
22. А) Верно. В зависимости от угла наклона режущей кромки изменяется направление схода стружки, при положительном угле наклона режущей кромки сход стружки идет на обработанную поверхность, а при отрицательном — на обрабатываемую поверхность заготовки.
23. А) Неверно. Цифрой 1 обозначен угол между главной задней поверхностью и плоскостью резания, т. е. главный задний угол.
24. А) Неверно. Цифрой 5 обозначен угол между направлением подачи и проекцией главной режущей кромки на основную плоскость, т. е. главный угол в плане.
25. А) Неверно. Главный угол в плане — это угол между проекцией главной режущей кромки и направлением подачи.
26. А) Неверно. Передний угол резца обозначается буквой γ.
27. А) Неверно. Угол резания резца для обработки цветных металлов должен быть положительным.
28. А) Верно. На рисунке 28 показан резец для растачивания сквозных отверстий, так как его главный угол в плане не превышает 60°.
29. А) Неверно. Твердый сплав Т5К10 применяют для черновой обработки стали, так как он имеет большой процент содержания кобальта и поэтому менее хрупкий.
30. А) Неверно. Плоскость, проведенная параллельно продольной и поперечной подачам, называется основной.
31. А) Неверно. Цифрой 1 обозначен вспомогательный угол в плане.
32. А) Верно. Это обозначение угла наклона главной режущей кромки.
33. А) Неверно. Резцов с нулевым углом в плане нет.
34. А) Неверно. У подрезного резца режущая кромка расположена под углом к оси заготовки.
35. А) Неверно. ВК8М — однокарбидный твердый сплав.
36. А) Неверно. Вспомогательный угол в плане 90° у резцов не бывает.
37. А) Верно. Угол резания рассматривается в главной секущей плоскости.
38. А) Неверно. Цифрой 5 обозначен главный задний угол.
39. А) Верно. Это угол между главной задней поверхностью резца и плоскостью резания.
40. А) Неверно. В трехкарбидном твердом сплаве содержание кобальта в процентах обозначает цифра 12.
Позиция «В»
1. В) Неверно. Это упорно-проходной левый резец.
2. В) Верно. Главная задняя поверхность и плоскость резания образуют главный задний угол резца.
3. В) Неверно. Обрабатываемой поверхностью называется поверхность, с которой снимается стружка.
4. В) Неверно. Это обозначение главного заднего угла.
5. В) Неверно. Это легированные инструментальные материалы.
6. В) Неверно. ВК2 применяется для обработки чугуна.
7. В) Верно. Твердые сплавы марки ТК являются двухкарбидными, они содержат карбиды вольфрама и титана.
8. В) Неверно. Поверхность резания не пересекает поверхность резца.
9. В) Неверно. У отрезного резца главный угол в плане всегда
больше 45°.
10. В) Неверно. В обозначении углеродистых сталей имеется буква У.
11. В) Неверно. На рисунке 10б показан резец для расточки глухих отверстий.
12. В) Верно. Поверхность резца, обращенная к поверхности резания заготовки, называется главной задней.
13. В) Неверно. Главным углом в плане называется угол, образованный проекцией главной режущей кромки на основную плоскость и направлением подачи, поэтому для подрезного резца он не может быть меньше 90°.
14. В) Неверно. Это обозначение вспомогательного заднего угла.
15. В) Неверно. Это главный задний угол, он влияет на величину трения резца о заготовку, поэтому не может быть отрицательным.
16. В) Неверно. Твердые сплавы ВК8 применяют для черновой обработки чугуна, так как он содержит значительное количество кобальта.
17. В) Неверно. Цифрой 2 обозначен угол при вершине, т. е. угол между проекциями главной и вспомогательной режущими кромками на основной плоскости.
18. В) Верно. Цифрой 6 обозначен угол между главной задней поверхностью резца и плоскостью резания, т. е. главный задний угол.
19. В) Неверно. Т5К10 - двухкарбидный твердый сплав.
20. В) Неверно. Твердые инструментальные стали углерода практически не имеют.
21. В) Неверно. Передний угол, равный 8 - 20°, рекомендуется для резцов, предназначенных для обработки мягких сталей.
22. В) Неверно. Величина трения стружки о переднюю поверхность зависит от величины переднего угла и формы передней поверхности.
23. В) Верно. Цифрой 8 обозначен вспомогательный задний угол.
24. В) Неверно. Цифрой 2 обозначен угол между передней и главной задней поверхностями, т. е. угол заострения.
25. В) Верно. Угол при вершине рассматривается на основной плоскости.
26. В) Неверно. Угол наклона главной режущей кромки обозначается буквой λ.
27. В) Верно. Угол резания для данного случая должен быть меньше 90°, так как передний угол в этом случае должен быть положительным.
28. В) Неверно. Прямой проходной резец не применяется для растачивания отверстий.
29. В) Неверно. Ст.3 не инструментальный материал.
30. В)Неверно. Плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость, называется главной секущей плоскостью.
31. В) Верно. Цифрой 2 обозначен угол при вершине.
32. В) Неверно. Это обозначение вспомогательного угла в плане.
33. В) Неверно. Упорно-проходные резцы имеют только одно значение главного угла в плане, не равное 45°.
34. В) Верно. На рисунке 13 изображен отрезной резец.
35. В) Неверно. Т15К6 — двухкарбидный твердый сплав.
36. В) Неверно. При вспомогательном угле в плане 45° шероховатость будет наибольшая, так как это максимально возможное значение угла.
37. В) Неверно. Главный угол в плане рассматривается на основной плоскости.
38. В) Верно. Цифрой 1 обозначается вспомогательный угол в плане.
39. В) Неверно. Цифрой 7 обозначается угол между передней поверхностью и плоскостью резания, т. е. угол резания.
40. В) Неверно. По обозначению трехкарбидного твердого сплава невозможно определить содержание каждого элемента, в том числе карбида титана.
Позиция «С»
1. С) Неверно. Это упорно-проходной правый резец.
2. С) Неверие. Передняя и вспомогательная задняя поверхности образуют вспомогательный угол заострения.
3. С) Неверно. Основная плоскость параллельна продольной и поперечной подачам и не контактирует с режущей кромкой.
4. С) Неверно. Так обозначается передний угол.
5. С) Неверно. Это неинструментальные стали.
6. С) Верно. При чистовой обработке сталей применяют твердые сплавы с наименьшим содержанием кобальта.
7. С) Неверно. Инструментальная сталь Р18 не относится к твердым сплавам.
8. С) Верно. Пересечение этих поверхностей образует вспомогательную режущую кромку.
9. С) Неверно. Главный угол в плане у отрезных и упорно-проходных резцов всегда больше 60°.
10. С) Неверно. Минералокерамический твердый сплав обозначается ЦМ.
11. С) Верно. На рисунке 10в показан резец, работающий при подаче слева направо, а главная режущая кромка расположена под углом 90° к направлению подачи.
12. С) Неверно. Поверхность резца, обращенная к обработанной поверхности заготовки, называется вспомогательной задней поверхностью.
13. С) Неверно. Главный угол в плане, равный 90°, имеют упорно-проходные и отрезные резцы.
14. С) Неверно. Это обозначение угла наклона режущей кромки.
15. С) Верно. Это обозначение переднего угла. Передний угол при обработке обычных сталей и мягких металлов и сплавов имеет положительное значение, а при обработке закаленных сталей имеет отрицательное значение, так как при этом его прочность значительно увеличивается.
16. С) Неверно. Твердые сплавы ТК для обработки чугунных заготовок не применяют.
17. С) Верно. Цифра 3 показывает угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным подаче, т. е. вспомогательный угол в плане.
18. С) Неверно. Цифрой 7 обозначен угол между передней поверхностью резца и плоскостью резания, т. е. угол резания.
19. С) Неверно. Твердый сплав Т30К4 двухкарбидный.
20. С) Неверно. Твердый сплав Т5К10 содержит 85% карбида вольфрама.
21. С) Неверно. При обработке закаленной стали угол заострения должен быть по мере возможности большим, поэтому данный вариант решения не будет наилучшим.
22. С) Неверно. Угол наклона режущей кромки не влияет на качество обработанной поверхности. Шероховатость поверхности зависит от величины переднего угла.
23. С) Неверно. Цифрой 3 обозначен угол между передней поверхностью и плоскостью, проведенной через режущую кромку перпендикулярно плоскости резания, т. е. передний угол.
24. С) Неверно. Цифрой 7 обозначен угол между вспомогательной режущей кромкой и направлением, обработанным подаче, т. е. вспомогательный угол в плане.
25. С) Неверно. Угол заострения рассматривается в сечении главной секущей плоскости, а не на основной плоскости.
26. С) Неверно. Угол при вершине обозначается буквой ε.
27. С) Неверно. Главный угол в плане и главный задний угол рассматриваются в разных плоскостях, поэтому данным выражением нельзя определить угол резания.
28. С) Неверно. У расточных резцов для глухих отверстий главный угол в плане всегда больше 90°.
29. С) Верно. Сплав Т30К4 имеет наименьшее содержание кобальта.
поэтому его используют для чистовой обработки сталей.
30. С) Неверно. Плоскость, проведенная через режущую кромку и касательную к поверхности резания заготовки, называется плоскостью резания.
31. С) Неверно. Цифрой 3 обозначен угол между проекцией главной режущей кромки на основную плоскость и направлением подачи, т. е. главный угол в плане.
32. С) Неверно. Это обозначение угла при вершине.
33. С) Неверно. Характеристикой упорно-проходного резца является то, что главная режущая кромка всегда перпендикулярна подаче резца.
34. С) Неверно. Проходные резцы не имеют режущей кромки, расположенной параллельно оси заготовки.
35. С) Неверно. Р18 — это быстрорежущая сталь.
36. С) Неверно. Вспомогательный угол в плане может быть равным 30°, однако, шероховатость при этом не самая минимальная.
37. С) Неверно. Это обозначение угла наклона главной режущей кромки.
38. С) Неверно. Цифрой 4 обозначен вспомогательный задний угол отрезного резца.
39. С) Неверно. Цифрой 6 обозначен угол между передней поверхностью и плоскостью, проведенной через главную режущую кромку перпендикулярно плоскости резания, т. е. передний угол.
40. С) Неверно. Трехкарбидный твердый сплав ТТ7К12 содержит 81% карбида вольфрама.
Позиция «Д»
1. Д) Верно. На рисунке показан подрезной резец.
2. Д) Неверно. Передняя и главная задняя поверхности образуют угол заострения резца.
3. Д) Неверно. Обработанная поверхность — это поверхность, полученная после снятия стружки.
4. Д) Верно. Это обозначение главного угла в плане.
5. Д) Неверно. У8, У12, У13А — углеродистые инструментальные стали.
6. Д) Неверно. Т5К10 применяют для черновой обработки сталей, когда имеют место ударные нагрузки. Стойкость к ударным нагрузкам этому твердому сплаву придает кобальт.
7. Д) Неверно. ТТ17К12 — трехкарбидный твердый сплав.
8. Д) Неверно. Передняя поверхность резца и основная плоскость не пересекаются.
9. Д) Верно. Отрезной и упорно-проходной резцы имеют угол в плане 90°.
10. Д) Верно. Быстрорежущие инструментальные стали обозначаются буквой Р.
11. Д) Неверно. На рисунке 10г показан резьбовой резец.
12. Д) Неверно. Плоскость, касательная к поверхности резания заготовки и проведенная через главную режущую кромку, называется плоскостью резания.
13. Д) Верно. Подрезные резцы имеют главный угол в плане больше 90°.
14. Д) Неверно. Это обозначение угла при вершине.
15. Д) Неверно. Вспомогательный задний угол резца не может быть отрицательным, так как он влияет на величину трения резца о заготовку.
16. Д) Неверно. Твердый сплав Т5К10 используется для черновой обработки стали.
17. Д) Неверно. Цифрой 4 обозначен вспомогательный задний угол.
18. Д) Неверно. Цифрой 8 обозначен угол между главной задней и передней поверхностями резца.
19. Д) Неверно. ХВГ — легированная инструментальная сталь.
20. Д) Верно. Цифра при букве Т в твердых сплавах марки ТК обозначает процентное содержание карбида титана, в данном случае 5%.
21. Д) Верно. При обработке твердых и закаленных сталей передний угол резца должен быть отрицательным.
22. Д) Неверно. Угол наклона главной режущей кромки не влияет на усилие резания. Наибольшее влияние на усилие резания оказывает угол заострения, величина которого зависит от переднего и главного заднего угла резца.
23. Д) Неверно. Цифрой 7 обозначен вспомогательный угол в плане.
24. Д) Верно. Цифрой 6 обозначен угол между проекциями режущих кромок на основную плоскость, т. е. угол при вершине.
25. Д) Неверно. Вспомогательный угол в плане рассматривается на основной плоскости с учетом направления подачи.
26. Д) Верно. Угол заострения обозначается буквой β.
27. Д) Неверно. Этим выражением нельзя определить угол заострения, так как полученная величина будет включать в себя, кроме угла заострения, и другие углы..
28. Д) Неверно. Упорно-проходной резец применяют для наружного круглого точения.
29. Д) Неверно. Твердые сплавы ВК не применяют для обработки сталей.
30. Д) Верно. Вспомогательная секущая плоскость проводится перпендикулярно проекции вспомогательной режущей кромки на основную плоскость.
31. Д) Неверно. Цифрой 4 обозначен вспомогательный задний угол.
32. Д) Неверно. Это обозначение угла резания.
33. Д) Верно. Упорно-проходные резцы имеют главный угол в плане 90°, так как главная режущая кромка всегда перпендикулярна направлению подачи.
34. Д) Неверно. На рисунке показан резец, работающий с поперечной подачей, расточные же резцы работают с подачами параллельно оси заготовки.
35. Д) Верно. ТТ7К12 - трехкарбидный твердый сплав, который содержит 12% кобальта и 7% карбидов титана и тантала.
36. Д) Верно. С уменьшением вспомогательного угла в плане шероховатость уменьшается. По условию вопроса угол φ1=12° минимальный, поэтому для данного случая ответ верный.
37. Д) Неверно. Вспомогательный угол в плане рассматривается на основной плоскости..
38. Д) Неверно. Цифрой 3 обозначен угол между проекцией главной режущей кромки на основную плоскость и направлением подачи, т. е. главный угол в плане.
39. Д) Неверно. Цифрой 2 обозначен угол между проекциями режущих кромок на основную плоскость, т. е. угол при вершине.
40. Д) Верно. В группе вольфрамотитанотанталовых сплавов (ТТК) после второй буквы Т дается суммарное содержание карбидов титана и тантала, т. е. в данном случае 7%.
Дата добавления: 2015-06-17; просмотров: 6031;