Межоперационные припуски и допуски
Чтобы обеспечить постоянные межоперационные припуски на каждой из операций, размер обрабатываемой поверхности должен находиться в определенных пределах, характеризующих межоперационный допуск. Общий припуск на обработку складывается из суммы наименьших межоперационных припусков и межоперационных допусков, без допуска на последнюю операцию. Допуск на последнюю операцию должен соответствовать допуску на окончательную обработку данной поверхности.
Допуск  на размер детали на предшествующей операции определяется как разность наибольшего и наименьшего предельных значений припуска:
на размер детали на предшествующей операции определяется как разность наибольшего и наименьшего предельных значений припуска:
На рис. 7.1 представлены схемы расположения межоперационных при-
пусков и допусков при обработке заготовок вала (рис. 7.1а), где  - размер за
- размер за
готовки;  и
и  - наибольший и наименьший предельные размеры заготовки после первой операции;
- наибольший и наименьший предельные размеры заготовки после первой операции;  - то же, после второй операции;
- то же, после второй операции;  - после третьей операции;
- после третьей операции;  - межоперационный припуск и допуск на первую операцию;
- межоперационный припуск и допуск на первую операцию;  - то же на вторую операцию;
- то же на вторую операцию;  - на третью операцию, и отверстия (рис. 7.1б), где
- на третью операцию, и отверстия (рис. 7.1б), где  - размер отверстия в заготовке;
- размер отверстия в заготовке;  - наименьший и наибольший предельные размеры отверстия после первой операции;
- наименьший и наибольший предельные размеры отверстия после первой операции;  - то же, после второй операции;
- то же, после второй операции;  - после третьей операции.
- после третьей операции.
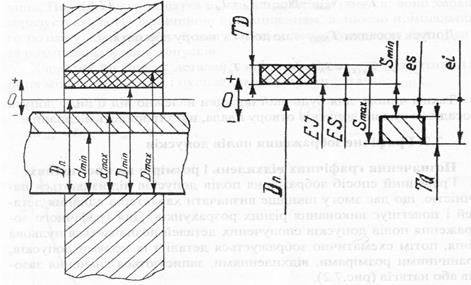
Рис.7.1. Припуски и допуски при обработке заготовок: а) вал;
б) отверстие
Между предварительной (черновой) обработкой и чистовой суммарный припуск распределяется следующим образом: 60 % - предварительная обработка, 40% - чистовая; возможны варианты, когда на черновую обработку приходится 45 %, на получистовую – 30 % и 25 % на чистовую обработку.
Расчёт размеров межоперационных припусков и предельных размеров обрабатываемых поверхностей по операциям проводят в определённой последовательности:
1) определяют базовые опорные поверхности для обработки;
2) определяется порядок выполнения технологических операций;
3) определяют значения  ;
;
4) определяют расчётные размеры припусков по всем операциям.
Дата добавления: 2015-04-07; просмотров: 1342;