Предварительная обработка заготовок
Правка. Для устранения искривления заготовок применяют правку в холодном или горячем состоянии молотком на свободных верстаках, на правильно-калибровочных станах и правильно-эксцентриковых прессах, а также на гидравлических и ручных винтовых прессах. Листовой прокат правят на правильных вальцах в холодном состоянии или с местным подогревом.
Качество правки оценивается кривизной, оставшейся после правки, отнесенной к 1 м длины заготовки. Так, например, для листового проката толщиной 10…40 мм погрешность составляет 1…2 мм; для прутковых заготовок диаметром до 30 мм – 0,05…0,15 мм.
Разрезка. Прокат поступает в производство в виде листового материала или полос, прутков, бухт и др. Поэтому перед запуском в производство их режут и правят.
Листовой или широкополосный материалы режут на так называемые ка-рты , размеры которых соотносят с размерами готовых деталей. Оптимальный раскрой металла предусматривает размещение на картах заготовки с минима-льными перемычками и с учётом способа их дальнейшей обработки. На рис. 6.5
приведены примеры раскроя металла для вырубки заготовок на прессах: а) пря-мой; б) наклонный; в) встречный; г) комбинированный; д) многорядный.
Чтобы получить чистый срез вырубленной заготовки, уменьшить заусенцы и коробление заготовки, рекомендуется вести вырубку с перемычками  . Ширину перемычек принимают равной одной-двум толщинам исходного металла.
. Ширину перемычек принимают равной одной-двум толщинам исходного металла.
Прокат режут: на прессах, ножницах. отрезных ножовках, дисковых и ленточных пилах, газовой и плазменной резкой и др. В последние десятилетия для производства точных заготовок используют лазерную резку.
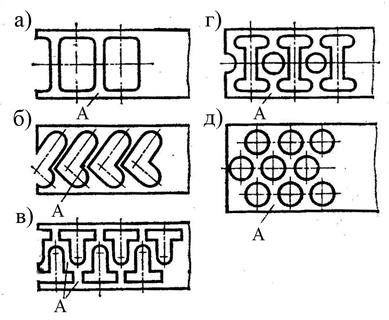
Рис. 6.5. Раскрой заготовок при вырубке на прессах
Центрование заготовок.При обработке наружных поверхностей тел вращения, базой для выполнения многих операций являются центровые отверстия. На точность обработки влияют форма и расположение центровых отверстий, которые выбирают в зависимости от их назначения. Из 8-ми разновидно-
стей (типов) с углом конуса 600, 750 и 1200 наиболее распространены формы центровых отверстий  , которые используют в случаях, когда после обработки необходимость в центровых отверстиях отпадает (рис. 6.6).
, которые используют в случаях, когда после обработки необходимость в центровых отверстиях отпадает (рис. 6.6).
Формы  используются, когда центровые отверстия являются базой для многократного использования.
используются, когда центровые отверстия являются базой для многократного использования.
Формы  имеет дугообразную образующую и используются для изделий повышенной точности.
имеет дугообразную образующую и используются для изделий повышенной точности.
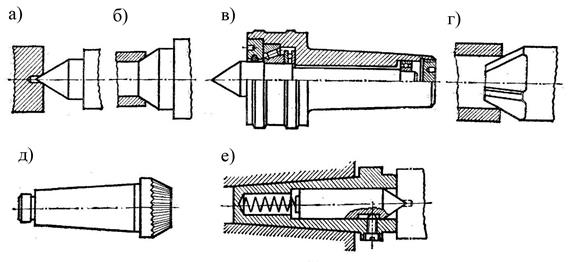
Рис.6.6. Формы центровочных отверстий
Центровочные отверстия типа  используются при выполнении монтажных работ с деталью. При этом центровые отверстия снабжены резьбой, в которую может вкручиваться заглушка (пробка).
используются при выполнении монтажных работ с деталью. При этом центровые отверстия снабжены резьбой, в которую может вкручиваться заглушка (пробка).
Предварительная обработка листовых и кованых заготовок.Такая
обработка предусматривает: удаление окалины, заусенцев, пригара, литников и
прибылей.
Важной операцией является очистка, которая выполняется ручным, механическим, пневматическим или гидравлическим инструментом. Отливки для особо точных деталей подвергаются электро-гидравлической очистке в специальных ваннах.
Дата добавления: 2015-04-07; просмотров: 2046;