Виды и способы изготовления заготовок
В современных условиях достаточное количество деталей изготавливается из предварительно изготовленных заготовок, экономичные конструктивные формы которых обеспечивают оптимальные способы обработки.
Вместе с тем, логика развития современного производства требует непрерывного повышения точности заготовок и приближения их конструктивных форм к готовому изделию.
Снижение трудоёмкости механической обработки заготовок, достигаемое рациональным способом их изготовления, обеспечивает рост производства на тех же производственных площадях, без существенного увеличения количества оборудования и технологической оснастки.
Выбор вида заготовки для последующей механической обработки во многих случаях является одним из важнейших вопросов разработки технологии производства детали. Правильный выбор заготовки – установление её формы, размеров, припусков на обработку, точности размеров и твёрдости материалов, т.е. параметров, зависящих от способа её изготовления, обычно весьма сильно влияют на количество операций и переходов, трудоёмкость и, в конечном итоге, на себестоимость детали. Вид заготовки в большинстве случаев в значительной степени определяет дальнейший процесс обработки.
Разработка технологии производства детали может сводиться к двум принципиальным направлениям изготовления заготовок: а) получение заготовок, приближающихся по форме и размерам к готовой детали, когда на заготовительные производства приходится значительная доля трудоёмкости производства детали и относительно меньшая доля приходится на механические цехи; б) получение грубой заготовки с большими припусками, когда на механические цехи приходится основная доля трудоёмкости и себестоимости изготовления деталей. Первое направление, как правило, соответствует массовому и крупносерийному производствам. Второе направление типично для единичного или крупносерийному производству.
Основными видами заготовок, в зависимости от назначения деталей, являются: отливки из чёрных и цветных металлов; заготовки из металлокерамики; кованые и штампованные заготовки; заготовки, штампованные из листового металла; заготовки из проката; сварные заготовки; заготовки из неметаллических материалов.
Отливки из чёрных и цветных металлов (рис. 6.1) выполняются различными способами. Для заготовок простых форм с плоскими поверхностями в условиях единичного и мелкосерийного производства применяют литьё в открытые земляные формы, для крупных заготовок - литьё в закрытые фо-рмы. Ручную формовку в опоках по моделям или шаблонам применяют для мелких и средних отливок, имеющих форму тел вращения. В настоящее вре-
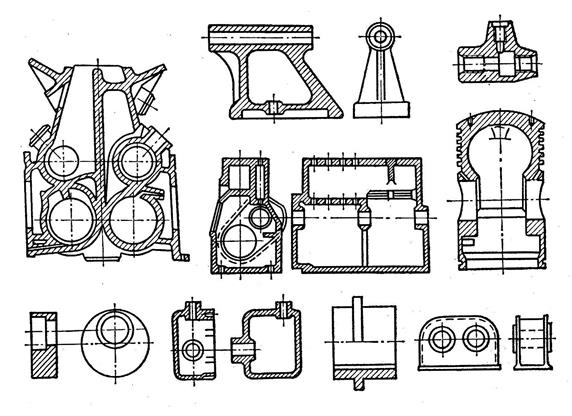
Рис. 6.1. Отливки из чёрных и цветных металлов
мя получило распространение литьё в жидкие быстротвердеющие смеси. Этот способ состоит в том, что после формовки твердение форм происходит за счёт полимеризации синтетических компонентов формовочной смеси, что исключает сушку форм в печах.
Отливки сложных форм из труднообрабатываемых резанием сплавов изготавливаются по выплавляемым моделям. При этом модели любой точности и конфигурации изготавливаются из легкоплавких полимеров, которые удаляются из формы плавлением.
Точные отливки с малыми припусками можно изготавливать литьём в оболочковые формы, когда формовка осуществляется мелким композитом на полимерной основе, который твердеет при формовке. Композит наносится на модель в виде порошка, после термической сушки формы и её полимеризации она разбирается на несколько частей и может быть использована только один раз.
В массовом производстве используют литьё в металлические формы (кокили), используемые многократно.
Распространение получили литьё под давлением и центробежное литьё, в результате использования которых повышается плотность и однородность отливок.
Кованые и штампованные заготовки(рис. 6.2) изготавливают различными способами, технологические характеристики которых представлены в табл. 6.1.
Так, для получения заготовок в единичном и мелкосерийном производ-
стве используют свободную ковку на молотах и прессах. Заготовки отлича-
ются сравнительно грубыми формами и размерами и требуют значительных затрат на последующую обработку.
Для изготовления более точных заготовок используются подкладные
штампы, представляющие собой половинки заготовки, связанные друг с дру-
гом специальными шипами, а давление молота приходится на обе половинки.
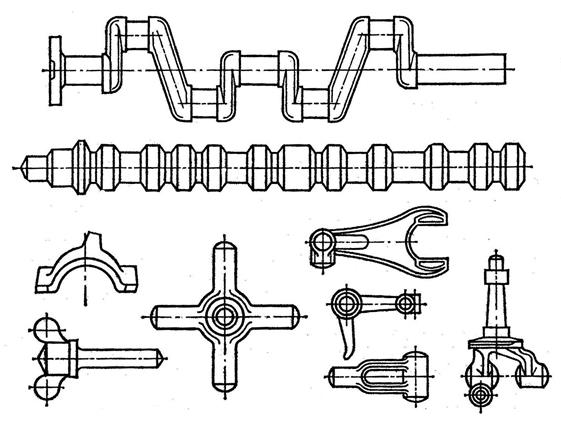
Рис. 6.2. Заготовки, полученные ковкой или штамповкой
Широкое распространение получила высадка металла из пруткового материала. Так, основная часть метизов(винты, болты, заклёпки, гайки и др.) производится именно этим способом. При этом работы ведутся на прессовых автоматах высокой до нескольких тысяч изделий в час производительностью.
Штамповкой изделий из листового материала(рис. 6.3) можно получать заготовки простой и сложной конфигурации, из разных сплавов (ста-ль, медь, латунь, алюминиевые сплавы и др.), разной, в том числе и высокой, степени точности (кузова автомобилей), из листа, толщиной 0,02 – 8,00 мм.
Горячей штамповкой могут быть получены заготовки из листа толщиной 7 – 12 мм.
К процессам обработки давлением холодная высадка и экструзия. Оба метода заключаются в выдавливании материала заготовки через сквозную форму (фильеру), с высокой точностью повторяющую конфигурацию изделия.
Значительное распространение получила обкатка листа роликами, ко-
гда можно получить объёмные заготовки типа тел вращения.
Широкое распространение получила вальцовка, заключающаяся в прокатке листа между тремя или несколькими валиками, позволяющая получать массивные пустотелые заготовки из листового материала.
В последнее время всё большее распространение получила листогибочная прокатка с помощью малогабаритных прокатных станов, на которых получают заготовки, имитирующие прокатные профили.
Заготовки из круглого прокатадля деталей типа валов целесообразно применять в массовом производстве. И хотя масса заготовки при этом превы-
шает массу аналогичных штампованных на 15 – 17 %, в массовом производстве это чаще всего бывает оправданным.
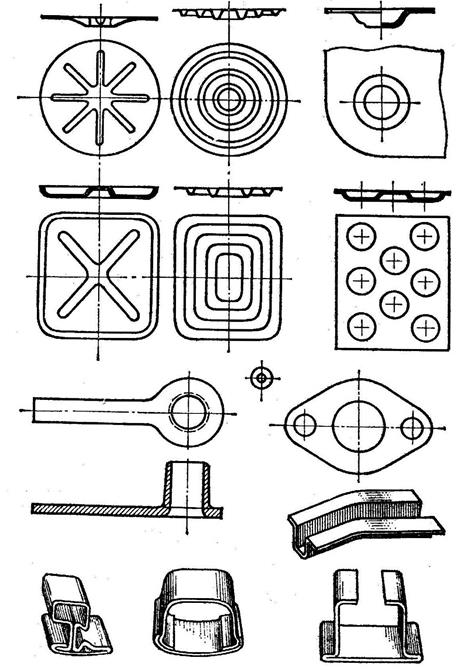
Рис. 6.3. Штампованные заготовки из листового материала
Таблица 6.1
Дата добавления: 2015-04-07; просмотров: 7978;