Розрахунок безперервно – потокових ліній
На підставі аналізу продукції, її обсягу, стану технологічного процесу, можливостей його вдосконалення, маси і габаритів виробу вибирається певний різновид потокової лінії та обчислюються основні її параметри: такт, ритм, кількість робочих місць, довжина робочих зон, швидкість руху конвейера. Безперервно-потокові лінії характерні для масового виробництва.
Головна умова для організації безперервно – потокових ліній – це забезпечення жорстокої синхронності всіх технологічних операцій, тобто узгодженості всіх операцій між собою, відповідно рівності
Такт потокової лінії – це інтервал часу, за який сходять з лінії вироби, що пересуваються один за одним:
Визначення такту потоку (t ) :
 (хв/шт.),
(хв/шт.),
де: Фд – дійсний (ефективний) фонд часу роботи потокової лінії, хв.;
Фн – номінальний фонд часу роботи потокової лінії, хв.;
Тn – час регламентованих перерв на відпочинок, хв.;
Nзап – виробниче завдання, шт.;
S – кількість робочих змін
Обчислюючи час роботи безперервних потокових ліній, треба передбачати періодичні короткочасні перерви в роботі конвеєра для відпочинку робітників.
Якщо предмети праці передаються не поштучно, а транспортними партіями ( nm ), то вони сходять з лінії за інтервал часу, що називається ритмом лінії:
де R– ритм лінії, хв.
Кількість робочих місць, які треба організувати на кожній операції і коефіцієнт їх завантаження:

де: ti – довготривалість операцій, хв.;
t - такт потоку, хв;
Cпр – прийнята чисельність робочих місць, шт.
Швидкість руху конвейєра (n) залежить від його такту й відстані між виробами і розраховується згідно з формулою:
де: L0 –крок конвейєра, тобто відстань між двох суміжних виробів, які знаходяться на потоці, м.
n = 0,1…2 м/хв – швидкість конвейєра для потокової лінії з безперервним рухом конвейєра.
Продуктивність поточної лінії – це кількість виробів, що сходять з лінії за одиницю часу ( шт./год) розраховується по формулі:
Нормальна довжина робочої зони кожної операції , м:
На операціях із значними відхиленнями часу для їх виконання передбачається резервна Dі (додаткова) зона.
Величина резервної зони визначається за такою формулою:
Можливий розрахунок довжини резервної зони за допомогою числа цілих поділів, які додаються до нормальної зони операції. D = 1,2,3,… або інше ціле число, яке застосовується в тому випадку, коли операції нестабільні і тому необхідно створювати резервні робочі зони.
У загальному вигляді довжина робочої зони операції визначається як сума довжин нормальної й додаткової (резервної) зон за такою формулою:
Li = L0 ×(Cпр і+Dі)
Довжина робочої ділянки конвейєра Lр.д. визначається як сума довжин робочих зон по операціях:
 ,
,
де m – чисельність операцій, що виконуються на потоці, шт.
Довжина замкнутої стрічки транспортера (конвейєра) визначається як:
LЗ.С. = 2LP.Д + 2 πR
де R – радіус барабана, який натягує стрічку транспортера, м.
Тривалість технологічного циклу виготовлення одного виробу на потоковій лінії:
 (хв.)
(хв.)
Тривалість виробничого циклу обробки виробу на лінії визначається із врахуванням часу транспортування одного предмета за такою формулою:
Якщо конвейєр потокової лінії робочий, тобто технологічні операції виконуються безпосередньо на конвейєрі, проводиться розрахунок робочої зони кожної операції, робочої ділянки конвейєра, а також довжини замкнутої стрічки транспортера.
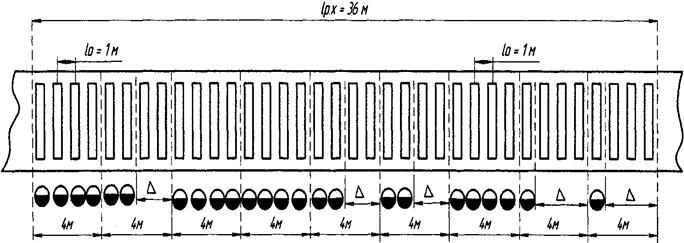
Рис. 11.1. Схема робочих зон операцій на конвейєрі
Дата добавления: 2015-06-05; просмотров: 2120;